Станок токарно-винторезный 1М63Н (3000) — металлообрабатывающее оборудование промышленного назначения, которое используется для выполнения токарных работ широкого профиля (в т.ч. точения конусных заготовок и нарезания всех видов резьб).
Конструктивные особенности
Конструкцию и техническое исполнение станка токарно-винторезного 1М63Н (3000) характеризуют следующие особенности:
- жесткий каркас с повышенной виброустойчивостью и защитой от температурных колебаний;
- управляемая частота вращения шпиндельной головки и регулируемая в широком диапазоне скорость подачи;
- двухпризменные направляющие станины, обеспечивающие продолжительную эксплуатацию станка токарно-винторезного 1М63Н (3000) без потери точности;
- возможность обратного вращения шпинделя для нарезания резьб (скорость на 30% выше, чем при прямом вращении);
- точение конусных заготовок большой длины осуществляется с одновременным продольным перемещением суппорта и поворотной подачей резцовых салазок;
- коробка подач с жесткой кинематической цепью и двумя электромагнитными муфтами для переключения подач без остановки работы;
- все ответственные шестерни кинематической цепи станка токарно-винторезного 1М63Н (3000) изготовлены из отшлифованной и закаленной легированной стали;
- рабочая зона имеет защитные ограждения, а безопасность основных технологических процессов обеспечивается блокираторами.
Комплектация
Базовая комплектация станка токарно-винторезного 1М63Н (3000) включает:
- трехкулачковый патрон;
- подвижный люнет (20-150 мм);
- неподвижный люнет (20-350 мм).
При покупке станка токарно-винторезного 1М63Н (3000) дополнительно можно заказать:
- четырехкулачковый патрон диаметром 500 мм;
- неподвижные люнеты различных размеров (200-410 мм, 40-215 мм, 20-160 мм);
- конусную линейку;
- резьбоуказатель;
- быстросъемный резцедержатель.
Шпиндель станка 1м63 смонтирован на двух подшипниках:
- Передний подшипник шпинделя радиальный специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом, с регулируемым радиальным зазором.
- Задний подшипник шпинделя — шариковый радиально-упорный, работающий в паре с упорным шарикоподшипником, воспринимающим на себя осевые усилия подачи при прямом точении.
Сквозь отверстие шпинделя 70 мм проходит пруток диаметром до 65 мм.
Шпиндель получает от коробки скоростей 22 ступени (в действительности 24 ступени, 2 из которых перекрываются) вращения в диапазоне от 10 до 1250 об/мин (знаменатель прогрессии 1,26) и 11 скоростей обратного вращения в диапазоне от 18 до 1800 об/мин.
Изменение чисел оборотов шпиндели производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку передней бабки. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″). Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя — 8. Внутренний (инструментальный) конус шпинделя — Морзе 6. Стандартный диаметр токарного патрона 250, 315, 400, 500 мм, исполнение — тип 2 (смотрите статью Токарные патроны)..
Суппорт станка 1м63 крестовой конструкции имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Каретка суппорта перемещается по направляющим станины (продольное перемещение), по направляющим каретки перемещаются поперечные салазки суппорта (поперечное перемещение); как то, так и другое может быть ручным, механическим, рабочим и ускоренным. Поворотная часть суппорта, расположенная на поперечных салазках, имеет направляющие для перемещения верхней части суппорта (резцовые салазки) с резцовой головкой. Bepxняя часть суппорта (резцовые салазки) также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки устранения люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками. Направляющие продольного перемещения суппорта имеют текстолитовые накладки.
В станке механизированы все основные операции:
- продольное механическое перемещение суппорта (продольные рабочие подачи)
- поперечное механическое перемещение суппорта (поперечные рабочие подачи)
- механическое перемещение резцовых салазок (рабочие подачи резцовых салазок)
- ускоренные перемещения суппорта в продольном направлении от индивидуального электродвигателя
- ускоренные перемещения суппорта в поперечном направлении
- ускоренные перемещения резцовых салазок
- Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Механическое перемещение верхней части суппорта позволяет производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Фартук закрытого типа со съемной передней стенкой (крышка). Движение суппортной группе передается фартуком от ходового винта или ходового вала. Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной рукоятке, причем, направления включения рукоятки совпадают с направлением движения подачи. Дополнительным нажатием кнопки, встроенной в эту же рукоятку, включают ускоренный ход суппорта. Благодаря: наличию в фартуке обгонной муфты, включение ускоренного хода возможно при включенной подаче. Во избежание одновременного включения маточкой гайки и подачи рукоятки включения их сблокированы.
Коробка подач закрытого типа. Корригированные шестерни, установленные в коробке подач, дают возможность нарезания двух типов резь метрической и дюймовой без перестановки сменных шестерен. При перестановке сменных шестерен имеется возможность нарезания еще двух: типов резьб модульной и питчевой. Предусмотрено также прямое включение на винт (минуя механизмы коробки подач) для нарезания точных и специальных резьб. Для получения увеличенной подачи или правой резьбы предусмотрен блок шестерен, находящийся в коробке скоростей. Корпус коробки подач имеет 2 продольные расточки, в которых на подшипниках качения смонтированы валы. Шестерни изготовлены из хромистой стали и закалены. Выбор величин подач осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение на подачу также осуществляется рукоятками. Для включения винта напрямую рукоятку 5 надо поставить в положение «метрическая резьба», рукоятку 1 — в положение «винт напрямую» рукоятку 8 — «ходовой винт» (см. схему управления рис. 6; 7).
Станок 1М63Н — проверенный временем.
Данный токарно-винторезный станок нормальной точности 1м63Н предназначен для выполнения различных токарных работ, таких как обтачивание цилиндрических поверхностей, подрезание торцов, протачивание канавок, отрезание обработанной детали, растачивание внутренних цилиндрических поверхностей, сверление, зенкерование, развертывание, обработка конических поверхностей, а также для нарезания метрической, дюймовой и питчевой резьб. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Технические характеристики 1М63Н Наибольший диаметр обрабатываемой заготовки, мм:
устанавливаемой над станиной 700 обрабатываемой над станиной 630 обрабатываемой над суппортом 350 устанавливаемой над выемкой станины 900*
Наибольшая длина обрабатываемой заготовки, мм 1500,2000,3000,4000,5000,8000,10000 Длина выемки в станине от торца фланца шпинделя, мм 450* Размер конца шпинделя передней бабки по DIN 11М Количество ступеней частот вращения шпинделя 22 Диаметр цилиндрического отверстия в шпинделе, мм 105 Пределы частоты вращения шпинделя, об/мин 10…1250
Пределы рабочих подач суппорта, мм/об:
продольных 0,033…5,6 поперечных 0,013…2,064 резцовых салазок 0,010…1,76
Пределы шагов нарезаемых резьб:
метрических, мм 1…224 дюймовых, число ниток на 1″ 28-0,25 модульных, модуль 0,25-56 питчевых, питч 112…0,5
Ускоренное перемещение суппорта, мм/мин:
продольное 5,2 поперечное 2
Наибольший вес устанавливаемой заготовки, кг 3500 Мощность привода главного движения, кВт 15
Габаритные размеры станка 1М63Н, мм:
длина 3750,4200,5250,6230,7250,10300,12470
ширина 1780 высота 1550
Масса токарно-винторезного станка 1М63Н, кг 4840,5100,5750,6530,9000,11800,13200 * Для станков с ГАПОМ.
Особенности конструкции
- Жесткость, виброустойчивость и температурная стабильность технологической системы позволяют получать необходимую точность обработки.
- Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности.
- Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб.
- Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте.
- Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол.
- Коробка подач обладает высокой жесткостью кинематической цепи, все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы.
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Устройство и работа основных узлов станка
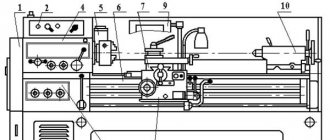
Станок состоит из следующих основных узлов: Станины 1, коробки подач 2, гитары сменных колес 3, передней бабки 4 со шпинделем 6, электрошкафа 5, фартука 7 и суппорта 9, подвижного 8 и неподвижного 10 люнетов, задней бабки 11, электродвигателя для ускоренного перемещения суппорта 13, механизма поддержки ходового винта и вала 14. Станина. Станина является базовой сборочной единицей, на которой монтируются остальные сборочные единицы.
Станина цельнолитая с тумбами, имеет две призматические направляющих для каретки и две для задней бабки, из которых одна плоская. Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости. В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепится электродвигатель главного привода. Передняя бабка. Передняя бабка установлена на левой головной части станины. Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами. Задняя опора – радиально-упорный подшипник, работающий в паре с упорным шарикоподшипником. Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение – электромагнитной муфтой. Задняя бабка. Задняя бабка перемещается по направляющим станины на четырех радиальных шарикоподшипниках, установленных в мостике. На направляющих станины бабка закрепляется при помощи двух планок четырьмя болтами. Поперечное смещение корпуса бабки относительно мостика производится с помощью двух винтов и гайки, установленной в мостике. Перемещение пиноли производится маховичком. Суппорт. Суппорт крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное по направляющим каретки. Перемещение можно осуществлять вручную и механическим приводом. Имеется механизм для быстрого перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой. Фартук. Фартук закрытого типа со съемной передней стенкой (крышкой). Движение суппорту передается через фартук от ходового винта или ходового вала. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление на одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. В эту же рукоятку встроена кнопка быстрого хода суппорта. Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче. Коробка подач. Коробка подач имеет две продольные расточки, в которых на подшипниках качения смонтированы валы. Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой. Сменные зубчатые колеса. Расположенные на стенке корпуса передней бабки сменные зубчатые колеса позволяют осуществлять подачу и нарезание метрической, дюймовой, модульной и питчевой резьб в соответствии с паспортными данными. Люнеты. Для обработки нежестких деталей диаметром от 20 до 150 мм станок оснащен подвижным и неподвижным люнетами. Люнеты снабжены сменными роликами и сухарями, устанавливаемыми в зависимости от условия работы. Охлаждение. От электронасоса, установленного в правой тумбе станины, охлаждающая жидкость через трубопровод и шланг подается к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда возвращается в бак электронасоса. Очистку корыт и бака необходимо производить не реже одного раза в месяц. Получить более подробную информацию можно тут https://www.td-osz.ru/
beconected.com
Конструкция
Основу токарно-винторезного станка 1М63Н составляет литая чугунная станина с двумя или тремя тумбами для установки на опорной поверхности (в зависимости от длины станка). Две призматические рабочие направляющие, расположенные на станине, служат для передвижения каретки суппорта, а также регулировки положения задней бабки.
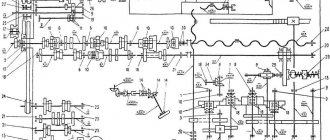
Кинематическая схема токарно-винторезного станка 1М63Н
Внутри корпуса станины под рабочей областью выполнены люки для удаления стружки и вывода охлаждающей жидкости. Охлаждающе-смазывающая жидкость используется многократно, благодаря возвращению в емкость через систему фильтров.
Крайние (передняя и задняя) тумбы станины полые. В передней (левой) расположен двигатель основного привода, в задней (правой) располагается электродвигатель насоса и бак с охлаждающей эмульсией.
На задней стенке передней бабки находится блок сменных шестерен (гитара) для передачи и регулировки вращения от передней бабки на вал подач. Наборы сменных шестерен позволяют перестраивать станок на выполнение нарезки резьб допустимых типов.
Гитара токарно-винторезного станка 1М63Н
Смазка шестерен токарно-винторезного станка 1М63Н и его опорных подшипников производится автоматически при помощи механического масляного насоса с приводом от главного вала передней бабки.
Применяемая для изготовления шестерен высококачественная легированная сталь, термообработанная после изготовления деталей, позволяет сохранять точность обработки заготовок на протяжении всего срока службы станка.
Коробка подач токарно-винторезного станка 1М63Н
Коробка скоростей токарно-винторезного станка 1М63Н
1м63н технические характеристики | Станок токарный винторезный
| Наименование характеристики | Ед. измерения | Значение |
Обрабатываемые заготовки | ||
| Наибольший диаметр устанавливаемой заготовки | ||
| над станиной | мм | 700 |
| над суппортом | мм | 350 |
| над выемкой в станине | мм | 900* |
| Наибольший диаметр обрабатываемой заготовки | ||
| над станиной | мм | 630 |
| над суппортом | мм | 350 |
| Наибольшая длина обрабатываемой заготовки | мм | 750; 1500; 2000; 3000; 4000; 5000; 8000; 10000 |
| Длина выемки в станине от торца фланца шпинделя | мм | 450* |
| Наибольший вес устанавливаемой заготовки | кг | 3500 |
| Высота резца, устанавливаемого в резцедержателе | мм | 32 |
Шпиндель | ||
| Размер конца шпинделя передней бабки по DIN | 11М | |
| Внутренний конус в шпинделе бабки шпиндельной (метрический) | 115 | |
| Количество ступеней частот вращения шпинделя | 22 | |
| Диаметр цилиндрического отверстия в шпинделе | мм | 105 |
| Пределы частот вращения шпинделя | об/мин | 10—1250 |
| Пределы рабочих подач | ||
| продольных | мм/об | 0,033—5,6 |
| поперечных | мм/об | 0,013—2,064 |
| резцовых салазок | мм/об | 0,010—1,76 |
Параметры нарезаемых резьб | ||
| Пределы шагов нарезаемых резьб | ||
| метрических | мм | 1—224 |
| дюймовых | ниток/дюйм | 28—0,25 |
| модульных | модуль | 0,25—56 |
| питчевых | питч диам | 112—0,5 |
Суппорт | ||
| Ускоренное перемещение суппорта | ||
| продольное | мм/мин | 5200 |
| поперечное | мм/мин | 2000 |
Привод | ||
| Наибольшее усилие резания | кН | 20 |
| Наибольший крутящий момент на шпинделе | кНм | 3 |
| Мощность главного привода | кВт | 15 |
Габариты и масса | ||
| Габаритные размеры (вместе с электрооборудованием) | ||
| длина | мм | 3000; 3740; 4230; 5240; 6240; 7240; 10300; 12420 |
| ширина | мм | 1780 |
| высота | мм | 1550 |
| Масса | кг | 4200; 4840; 5100; 5750; 6900; 9000; 11800; 13200 |
www.stanoktehpasport.ru
Описание системы смазкистанка 1М63.01
В станке 1М63.01 применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки. Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке станка 6К20. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
ВНИМАНИЕ! Фильтры необходимо обязательно чистить перед и после каждой замены масла. В новом станке целесообразно в течение первых двух недель чистить сетчатый фильтр не реже двух раз в неделю, а затем — раз в месяц
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие 5 (Рис.3), закрываемое пробкой, а сливается через отверстие 6 (Рис.3).Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять с токарного станка 1М63.01 резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Сменные шестерни и ось промежуточной сменной шестерни 12(Рис.3)смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ВНИМАНИЕ! Первую замену масла производить через месяц после пуска станка 1М63.01 в эксплуатацию, вторую — через три месяца, а далее строго руководствуясь указаниями карты смазки
Станок токарно-винторезный 1М63Н — ЮЖСТАНКОМАШ
Станок 1М63 (1М63н) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Технические характеристики 1М63н
| Параметр | Значение |
| max диам. устанавливаемой детали, мм | 700 |
| max диам. обработки над суппортом, мм | 350 |
| Диаметр отверстия в шпинделе, мм | 82 |
| max момент на шпинделе, кН/м | 3,0 |
| max усилие резания Pz, кН | 20 |
| max вес детали, устанавливаемой на станке в центрах, кг | 4000 |
| Класс точности станка | H |
| Ширина станины, мм | 580 |
| Мощность двигателя, кВт | 18,5 |
Базовая комплектация 1М63н
- 3-х кулачковый самоцентр. патрон диаметр 400 мм;
- 4-х позиционный резцедержатель;
- Комплект сменных зубчатых колес.
- Межцентровое расстояние 3000 мм;
- Межцентровое расстояние 5000 мм;
- Межцентровое расстояние 8000 мм.
Опциональные расширения или исполнения 1М63Н
- люнет неподвижный диам. 20-350 мм;
- люнет неподвижный диам. 210-390 мм;
- люнет неподвижный диам. 40-215 мм;
- люнет подвижный диам. 30-200 мм;
- люнет подвижный диам. 20-150 мм;
- встройка ГАП-а;
- конусная линейка;
- резьбоуказатель;
- устройство цифровой индикации на 1 или 2 оси;
- патрон 4-х кулачковый диам. 400 мм с независимым перемещением кулачков;
- патрон 4-х кулачковый диам. 670 мм с независимым перемещением кулачков;
- патрон 4-х кулачковый диам. 800 мм с независимым перемещением кулачков;
- центр вращающийся в пиноль задней бабки;
- опоры клиновые;
- диаметр отверстия в шпинделе 105 мм;
- частотно-регулируемый привод главного движения;
- класс точности станка П;
- max вес детали, устанавливаемой на станке в центрах 6000 кг;
- max вес детали, устанавливаемой на станке в люнетах 8000 кг;
- межцентровое расстояние 2000 мм;
- межцентровое расстояние 4000 мм;
- межцентровое расстояние 10000 мм.
Токарно-винторезные Вистан (Беларусь), Газовая и нефтяная, Россия), Химическая. permalink.
pvusm.com
Органы управления
Большинство органов управления токарно-винторезного станка 1М63Н сосредоточены на передней бабке, каретке и фартуке суппорта. Движение суппорта в рабочих направлениях может осуществляться как механическим приводом, так и вручную. Установленные обгонные муфты позволяют включать быструю подачу суппорта, не останавливая станка. Имеется электрическая блокировка для исключения возможности быстрой подачи при сцепленной гайке ходового винта.
Суппорт токарно-винторезного станка 1М63Н
СТАНОК MACHINE TOOLS © ™
| Наибольший диаметр устанавливаемой заготовки, мм | |
| — над станиной | 700 |
| — над суппортом | 350 |
| — над выемкой в станине | 900* |
| Наибольший диаметр обрабатываемой заготовки, мм | |
| — над станиной | 630 |
| — над суппортом | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 750; 1500; 2000; 3000; 4000; 5000; 8000; 10000 |
| Длина выемки в станине от торца фланца шпинделя, мм | 450* |
| Наибольший вес устанавливаемой заготовки, кг | 3500 |
| Высота резца, устанавливаемого в резцедержателе, мм | 32 |
| Размер конца шпинделя передней бабки по DIN | 11М |
| Внутренний конус в шпинделе бабки шпиндельной (метрический) | 115 |
| Количество ступеней частот вращения шпинделя | 22 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Пределы частот вращения шпинделя, об/мин | 10—1250 |
| Пределы рабочих подач, мм/об | |
| — продольных | 0,033—5,6 |
| — поперечных | 0,013—2,064 |
| — резцовых салазок | 0,010—1,76 |
| Пределы шагов нарезаемых резьб | |
| — метрических, мм | 1— 224 |
| — дюймовых, ниток/дюйм | 28—0,25 |
| — модульных, модуль | 0,25—56 |
| — питчевых, питч диам. | 112—0,5 |
| Ускоренное перемещение суппорта, мм/мин | |
| — продольное | 5200 |
| — поперечное | 2000 |
| Наибольшее усилие резания, кН | 20 |
| Наибольший крутящий момент на шпинделе, кНм | 3 |
| Мощность главного привода, кВт | 15 |
| Габаритные размеры (вместе с электрооборудованием), мм | |
| — длина | 3000; 3740; 4230; 5240; 6240; 7240; 10300; 12420 |
| — ширина | 1780 |
| — высота | 1550 |
| Масса, кг | 4200; 4840; 5100; 5750; 6900; 9000; 11800; 13200 |
www.stanok-machinetools.com
Токарно винторезный станок 1М63Н (1М63)
| Характеристика | 1М63Н (1М63) |
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 — 1,4 |
| поперечных, мм/об | 0,024 — 0,518 |
| резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
| питчевых, питч диам. | 112 — 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса 1М63Н (1М63) , кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
| Габариты: | |
| длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
www.russtanko.ru
Токарно винторезный станок 1М63Н-1
| Характеристика | 1М63Н-1 |
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 1500 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 — 1,4 |
| поперечных, мм/об | 0,024 — 0,518 |
| резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
| питчевых, питч диам. | 112 — 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса 1М63Н-1 , кг | 4840 |
| Габариты: | |
| длина, мм | 3750 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
www.russtanko.ru
Описание работы
Перед началом работ с такой техникой, как токарный станок, необходимо в обязательном порядке изучить инструкцию по эксплуатации, а также ознакомиться с правилами техники безопасности.
Пренебрежение ими может нанести вред вашему здоровью. Если у вас нет токарного образования или специальной подготовки, то в ваших же интересах не эксплуатировать станок без строго надзора специалиста.
После сборки и подключения агрегата, нужно также почистить и подготовить его к работе. Наличие разбросанных инструментов и деталей на рабочем месте неприемлемо. Включается привод кнопкой запуска, найти которую можно возле коробки подач. Есть еще одна кнопка запуска, которая расположена на приборной панели каретки. При запуске двигателя фрикцион должен быть выключен!
Чтобы привести в движение суппорт (каретку), нужно подключить фрикционные муфты, находящиеся в фартуке. Четыре муфты, одна половина которых обеспечивают продольное движения, другая — поперечное, управляются переключателем, расположенным на фартуке. У переключателя имеется 1 вертикальное (нейтральное) положение и 4 наклонных положения, в соответствии с направлением движения суппорта. Головка переключателя имеет кнопку, включающую скоростной ход суппорта.
В случае возникновения серьезной поломки станок следует отправить на ремонт. Перед этим обязательно нужно почистить агрегат от грязи и стружки, слить жидкости. Вместе со станком должны быть отправлены технический паспорт, акт о проведении технического осмотра и ведомость сборных запчастей, которые отправляются демонтированными от машины. Если какие-либо запчасти будут отсутствовать, за отдельную плату ремонтный завод их изготовит.