Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
Токарно-винторезный станок 1А616
Описание
Токарный станок 1А616 оснащен суппортом, перемещающимся в поперечном направлении механическим способом на максимальную величину до 195 миллиметров. В продольной плоскости ход элемента обеспечивается винтом и валиком на предельное значение 670 мм. Параметры подач имеют одинаковый диапазон в пределах от 0,065 до 0,91 оборота в минуту.
Характеристики станка дают возможность производить быструю замену зубчатых передач в подающей коробке на сменные прецизионные детали. Это позволяет нарезать резьбу с максимально высокой точностью. Для нарезания стандартной резьбы дюймовой, модульной или метрической конфигурации, такую замену делать не нужно. Получение точных параметров обуславливается включением ходового винта напрямую, в обход подающего короба.
Технические характеристики токарного станка 1А616
Рассматриваемый агрегат используется для обработки заготовок компактных размеров. Оборудование имеет следующие параметры технического плана:
- Предел обтачивания по длине – 660 мм.
- Длина заготовки по максимуму – 710 мм.
- Диаметр обрабатываемой детали над суппортом/станиной – 180/320 мм.
- Вес – 1,5 т.
- Диаметр сквозного отверстия шпинделя – 35 мм.
- Тип резьбового наконечника по ГОСТУ – 6К.
- Интервал вращения шпинделя – 9-1800 оборотов в минуту.
- Длина/ширина/высота – 2,13/1,22/1,22 м.
На токарном станке 1А616 нарезаются следующие типы резьбы:
- Питчевая обработка с шагом 2-128.
- Дюймовая резьба – 1-56 ниток на один дюйм.
- Модульная версия – в диапазоне от 0,25 до 5,5 мм.
- Метрический вариант – 0,2-24 мм.
Обрабатываемые заготовки помещаются в обычный патрон, фиксируются при помощи пневматических или гидравлических зажимных приспособлений.
Маркировка названия
Обозначение буквенно-цифрового индекса 1а616 расшифровывается следующим образом:
- 1 – станки, относящиеся к 1 группе классификации – токарный;
- А – первая модель, не подвергшаяся модернизации;
- 6 – тип станков – токарно-винторезный;
- 16 – лимитирующий параметр – высота расположения центров над уровнем станины – 165 мм .
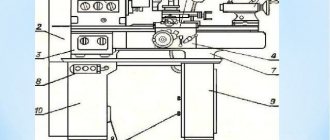
Конструкция
Рассматриваемое оборудование включает в себя следующие элементы и детали:
- Переднюю и заднюю тумбу.
- Фронтальную и заднюю бабку.
- Реверсивное устройство, переборное приспособление, а также блок, отвечающий за увеличение рабочего шага.
- Узел из сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подач.
- Станину.
- Подающую коробку.
- Систему охлаждения режущего инструмента.
- Коробку переключения скоростей.
- Поддон для сбора стружки и отработанного хладагента.
Принцип действия
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой фиксируют в патроне оборудования или между центрами.
- Резцы крепятся в своем держателе на суппорте. Одновременно можно установить не более четырех режущих элементов.
- Для проведения манипуляции по сверлению или нарезанию внутренней резьбы, подходящий инструмент фиксируют в пиноли задней бабки.
- Основная обработка заготовки проводится за счет сочетания поступательно-вращательного движения резака и оборотов детали. Такая конструкция позволяет производить обработку цилиндрических, конических и фасонных деталей, включая винтовые и торцовые части.
На токарном станке по металлу 1А616 передача вращательного момента на шпиндель и заготовку производится с использованием ременного шкива, который размещен между опорами. При необходимости, замену клиновидного ремня можно выполнить без снятия шпинделя. В конструкции данного оборудования предусмотрен принцип раздельной передачи на суппорт. Он может передвигаться при помощи ходового винта или валика. В обмотке мотора участвует стартер постоянного тока, обеспечивая эффективное торможение привода.
Особенности ремонта
Токарный станок 1к62д
Особенности разборки и замены элементов есть практически у всех узлов станка 1А616. Чтобы не ошибиться — следует проводить работы, внимательно изучив чертежи, которые содержит инструкция по эксплуатации оборудования. Также, много информации по проведению отдельных операций ремонта можно найти на специальных ресурсах.
Для производства сложных работ, например, замены кулачковой муфты — следует четко следовать инструкции, приведенной в документации к оборудованию. Здесь есть все данные, касающиеся ремонта, позволяющие отрегулировать подшипник или настроить работу целого функционального узла станка.
Как снять патрон
Некоторые работы достаточно просты. В частности, снятие патрона. Он конусного типа, фиксируется четырьмя гайками планшайбы на болтах. Чтобы снять данный элемент узла — достаточно их открутить. Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Как снять планшайбу
Снять планшайбу сложно. Она очень плотно накручивается на шестеренчатый вал передней бабки, масса детали достаточно велика, поэтому вручную провернуть соединение — практически невозможно. Опыт разборки без применения специальных приспособлений показал эффективность следующих вариантов, которые потребуют задействования шестерней коробки передач.
- Развести кулачки патрона, поместить между ними лом или более тонкий пруток металла. Провернуть шпиндель так, чтобы рычаг расположился в удобном для опускания с силой положении чуть выше головы. Включить коробку шестерен передачи на минимальные обороты и включить перебор. При начале вращения — резко потянуть пруток вниз. Данная операция потенциально опасна, как получением травмы, так и повреждением элементов коробки.
- Зажать в патроне шестигранник с надетым на него накидным ключом или металлический пруток поперек оси. Провернуть шпиндель так, чтобы конец рычага опирался на заднюю направляющую станины. Переключить КПП на малые обороты, обратное вращение и включить привод. Чтобы не повредить поверхность направляющей — рекомендуется подложить под рычаг доску или другой демпфер.
Данные способы применяются при ручной разборке. Однако для проведения ремонтов такого рода — рекомендуется пригласить профессионалов со специальным оборудованием.
Ремонт коробки скоростей
В случае корректировки натяжения приводных ремней производится ремонт коробки скоростей. Для этого отвинчиваются крепежные винты, делается регулировка соответствующей гайкой для каждого шкива, после чего — крепежные элементы устанавливаются на место.
Не представляет сложности и замена клиновидных ремней двенадцатиступенчатой КПП. Для этого частично демонтируется система смазки. Снимают колпак, фланец, винты и трубки подачи. После — закручивают винты М12 в предусмотренные для этого отверстия, до выхода буксы из передней бабки. Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.
Электросхема
В электрическую схему токарного станка 1А616 включены такие элементы:
- Плавкие предохранители.
- Выключатель на входе.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения.
- Контакторы включения и обратного хода.
- Регулятор включения насоса охлаждающей жидкости.
- Реле скорости вращения мотора и аналог управления контактором.
- Трансформатор понижающей конфигурации.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Переключатель узла управления оборудованием.
Металлообрабатывающий агрегат оснащен двумя электрическими двигателями, у каждого из которых имеется свой функционал. Трехфазный мотор ПА22 имеет мощность 0,12 кВт и оборотистость 2800 вращений в минуту. Он служит для включения насоса подачи хладагента в рабочую зону.
Трехфазный аналог А02-41-4 обладает показателем мощности 4 кВт (1430 оборотов в минуту). Его предназначение – обеспечение работы главного привода станка.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегируют с электрической сетью 220 В. Под заказ выпускаются модификации, рассчитанные на 500 В.
Введение
Целью курсового проекта является изучение вопросов монтажа, технической эксплуатации и ремонта токарно-револьверного станка модели 1А616.
Для достижения цели необходимо решить следующие задачи:
— изучить общие сведения о станке;
— рассмотреть схему и систему смазки;
— рассмотреть технологический процесс монтажа;
— рассчитать фундамент;
— рассмотреть мероприятия по техническому обслуживанию, эксплуатации и ремонту;
— рассчитать категорию ремонтной сложности;
— рассмотреть вопросы безопасности труда при эксплуатации станка и экологической безопасности технологических процессов.
Рабочий процесс
Движение подачи при работе металлообрабатывающих станков 1А616 происходит от узла шпинделя на суппорт. Коробка передач в состоянии обеспечить функционирование оборудования в 48 диапазонах, официально их указано 22, поскольку некоторые скорости совпадают. Для продольного перемещения суппорта задействуется зубчатая муфта, а в поперечной плоскости – ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров, суппорт и шпиндель агрегируют между собой напрямую. Обработка больших значений осуществляется при помощи перебора и промежуточного элемента увеличения шага. Основное рабочее движение рассматриваемого оборудования – это режущий момент, совершаемый шпинделем с закрепленной в нем заготовкой. Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей на 12 диапазонов.
Кинематическая схема
Рассматриваемая схема позволяет представить расположение всех рабочих узлов агрегата и входящих в их состав механизмов. Для ознакомления с ней достаточно заглянуть в паспорт изделия.
Изучив кинематику станка 1А616 (рисунок ниже), любой оператор станка без труда разберется со всеми тонкостями его функционирования. Кроме того, благодаря этим знаниям удается использовать все возможности механизма и при необходимости совершенствовать свое мастерство.
Коробка скоростей
Этот важный узел токарного станка включает в себя три вала, помещенных в отсеки с подшипниками, подвижные болты с шестернями и одиночную активную шестеренку. Скорость вращения выбирается посредством зацепления шестерен с различными параметрами. Динамика передается на вал, зубчатые передачи и шпиндель оборудования. Для увеличения скорости вращения шпинделя, его соединяют напрямую с полым валом при помощи муфты кулачкового типа.
При управлении токарным станком помните о дополнительных механических (ручных) манипуляциях. К ним относится:
- Поворот держателя резцов и установка его в требуемую позицию.
- Перемещение задней бабки с размещенной пинолью.
- Установка суппорта в необходимое положение.
Органы управления
Элементы, включающие функции и движения на станке:
- рукоятки установки частоты вращения шпинделя;
- рукоятки выбора подач;
- выбор шага резьбы;
- подключение резьбового винта;
- направление вращения подач;
- перебор;
- включение поперечной подачи;
- поворот и зажим резцедержателя;
- винт суппорта;
- кнопки «Пуск», «Стоп»;
- зажатие пиноли;
- зажим задней бабки;
- выдвижение задней бабки;
- включение СОЖ;
- силовой рубильник;
- реверс вращения патрона;
- рукоятка смыкания маточной гайки;
- штурвал продольного движения;
- запуск вращения шпинделя.
Токарный станок 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке, в зависимости от состояния, комплектации и года выпуска, на вторичном рынке составляет от 40 тысяч рублей и выше.
Отклики потребителей о станке позволяют выделить основные преимущества этой металлообрабатывающей техники. К ним пользователи относят:
- Многофункциональность.
- Надежность.
- Высокую точность обработки.
Среди минусов владельцы указывают на то, что многие операции необходимо настраивать вручную. Кроме того, калибровка и настройка оборудования требует участия специалиста.
Достоинства изделия
Работать на станках можно не только квалифицированным станочникам, но и новичкам. Конструкция ремонтопригодна и имеет большой запас прочности, что исключает быстрые поломки.
Подготовка к работе и наладка на операцию не вызывает труда. Точные описания встречаются в инструкции по эксплуатации. Установка зубчатых колес и на гитары, перебора производится по таблице.
После модернизации модель 1б61а отличается от оригинала эргономикой внешнего вида и выносом на лицевую сторону электрических органов управления.
Основным отличием от винторезных станков 16К20 является обработка изделий меньшего размера и отсутствие ускоренного перемещения.