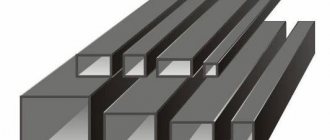
Description of material
Profile pipe belongs to a special type of rolled product, with the help of which metal structures of various sizes and functions are assembled. Such rolled metal is distinguished by the presence of a multifaceted or oval profile in the cross section. Most often its shape is a square or rectangle. It goes without saying that pipelines and other transport communications are not made from such pipes.
This limitation is explained by weak resistance to internal pressure and insufficient throughput characteristics. The fact is that profile pipes are made from strip strips, which generally does not provide for the reliable formation of reliable connecting sections. As a result, if this material is used for the manufacture of pipelines, there is a high probability of ruptures.
What types of profile pipes are there?
When talking about profile pipes, we mainly mean square, oval or rectangular products. As for the production method, they can be suture or seamless, with or without tempering. Tempering is a special procedure that results in the removal of internal stresses after the profile has been formed.
In general, we can say that the range of profile pipes is so diverse that several GOSTs were required to standardize it. For example, square-type profile pipes are determined by GOST 8639-82.
These regulatory documents contain instructions on the parameters by which thin-walled and thick-walled profile pipes are manufactured. The upper overall feature for them is the size of 180x180 mm, with a wall thickness of 8-14 mm. The smallest profile pipe is a square product of millimeter thickness, with a side size of 10 mm. From these values, the technology by which this rolled product is subjected to longitudinal deformation was determined.
A hollow beam measuring 18x18 cm, where the wall thickness reaches 1.5 cm, can only be bent using special equipment.
Profile bending without turning: price, parts, tools
Having decided to make a profile bending machine with his own hands, the master asks himself the following questions:
- Will a lathe be required?
- How much will a homemade product cost?
- Isn't it cheaper to buy a profile bender in a store?
To answer them, we’ll immediately show what portal participant Pin008 did.
The profile bender is made without the use of a lathe and easily bends profile square pipes with a cross-section of 2x2 cm.
And this is an example of work performed by a profile bender.
The homemade profile bender cost 2 thousand rubles, was done in 3 evenings and, according to the user, paid for itself in half a working day.
And this is a video showing the operation of this homemade pipe bender for a profile pipe.
If you are interested in a homemade pipe bending machine Pin008, then to make it you will need:
- bearing unit UCP 204 – 4 pcs.;
- straight channel 8 (shelf base height 8 cm, shelf width 4 cm) – 2 m;
- diamond jack from a passenger car;
- bearing 156704 – 3 pcs.;
- threaded rod M20;
- M20 nuts;
- washers for M20 stud;
- bicycle sprockets - 2 pcs.;
- bicycle chain.
Tools:
- Bulgarian;
- powerful drill;
- welding inverter.
Next, we will tell you how to assemble a homemade profile bender from these parts.
Features of rolling
Longitudinal rolling of a profile pipe is based on rolling, which is very similar to a rolling mill. As a result, the profile pipe rolling machine was given a pyramid-shaped appearance.
There are two lower and one upper cylinder: with the help of the lower elements, transportation is carried out, and the upper roller is used to deform the rolled product. The rolling machine for profile pipes has a very clear operating pattern: the pipe is placed on top of the lower pair of rollers, and then pressed to the upper cylinder.
Thanks to this pressing force transmitted to the upper cylinder, deflection of the pipe is achieved, with further deformation of the longitudinal profile. After turning on the “feed” (bottom drive), the deformation area spreads over the surface of the entire pipe being processed.
As a rule, with the help of one application a long profile cannot be particularly deformed. However, this operation can be repeated as many times as desired. This allows the formation of both arc-shaped and looped profiles.
Design of a homemade rolling machine
To roll a profile pipe, you need to make a simple device that will implement the following ideas:
- the pipe moves between guide bearings installed with a small gap (0.2...0.4 mm);
- Profiling rollers will press on it from above and below. When pushing the workpiece between them, the upper and lower edges will collapse. The side edges will not change.
Rolling machine for profiling pipes 20·20 mm: 1 – stand; 2 – body-cover; 3 – rolling roller; 4 – bearing
Between the upper and lower housing-covers 2, bearings 4 are located on special axes. The distance is chosen so that with a small gap the profile pipe can pass between them.
Rolling is carried out by two rollers 3 mounted on special stands 1. They are welded to the housings so that the rollers crush the pipe by 2.0...2.5 mm on each side.
The body-cover is made of a 6 mm thick plate
The roller must be made of high-strength structural steel. 65G spring steel can be used
There is no need to use expensive material to make the stand. Regular quality steel will do
The design provides for the use of a handle to rotate the roller. Similar handles are used on washing machines produced in the eighties and nineties of the last century. They can be found at metal depots and scrap metal collection sites.
What types of rolling machines are there?
When assembling metal structures, you have to use a variety of blanks. To produce them, a wide variety of rolling units are used.
The currently most popular rolling machines are:
- Roller bending machines
. With their help, rolled sheets are deformed. Pipes cannot be processed in such machines due to the very small gap between the transporting and deforming elements. Roller benders are used where it is necessary to produce thin-walled shaped parts - ebbs, gutters, etc. - Three-roll machines
. Using such a device, you can deform both pipes and sheets. In addition, machines of this type make it possible to process rolled profiles (angles, etc.). The downforce generator determines the power and performance level of this equipment. On machines with a conventional clamp, to which a pressure roller is connected, productivity is below average: any mechanic can make such a rolling machine for a profile pipe with his own hands. When used instead of a hydraulic clamp, a machine of this type can even bend T-beams. - Four roller machines
. This equipment is considered the most powerful of all devices of this type. Using these pipe benders, you can produce not only arc profiles, but also ring profiles. Four-roll machines use exclusively a mechanical drive: in this respect, they differ from three-roll equipment, which can be either partially or completely manual. This involves rolling a profile pipe with your own hands, using the physical efforts of a worker. To increase the power of a machine, it is necessary to complicate its design and increase the level of energy consumption. This explains why in enterprises where profile pipes are produced on a mass scale, they mainly use a four-roll pipe bender: it is unlikely that you can make a profile bender of this type with your own hands.
Manufacturing a machine for bending profile metal pipes
The user divided the work of constructing a homemade product into a number of sequential steps:
- I estimated the dimensions of the profile bender.
- I took the screw part from a car jack to make a pressure screw.
- I tried on the details.
- I assembled the body of a bending machine from a channel.
- Made the videos. The Pin008 axis was made from an M20 threaded rod. To do this, he cut it with a grinder into pieces of the required length.
The rollers were made from a set of nuts, bearings and washers.
- Stages of manufacturing a pressure roller.
- Assembling the profile bending frame. The top bar is removable for easy installation of the pressure roller.
The photo below clearly shows how to make a pressure roller for a profile bender.
Next, Pin008 made the locknuts. He did it like this:
- I screwed the nut onto the stud and secured it with a second nut.
- I clamped the workpiece with a clamp, and sawed the nut with a grinder with a thin cutting disc.
Assembled structure.
The sprockets for the Pin008 chain drive were secured to the nuts by welding.
Next, Pin008 assembled the profile bender. I painted it and used it for its intended purpose.
Ready design.
Because Pin008 didn’t make homemade drawings, so to clarify the dimensions of the machine, he attached a tape measure to the profile bender.
Height of the profile bender.
Pin008FORUMHOUSE Member
I think it’s not worth taking a smaller channel. The weight of the bed will decrease and the machine will stand unstable. The distance between the roller axes should not be less than 300 mm either. Otherwise, the load on the rollers and bearings will increase and their cages will burst. I note that the movement of the clamping screw is so light that it can be turned with one finger.
When making a homemade profile bender, remember that the smaller the axial distance between the rollers, the smaller the radius of the workpiece that is bent on the machine. But the load on the rollers will increase, and hence the bearings. The bend radius is regulated by the amount of lowering of the pressure roller, and it is limited by the height of the central part of the frame and the length of the threaded part of the pressure screw.