Which ones are there?
What is solder and how to choose it correctly - in practice they can be soft or hard . Installation of any radio-electronic equipment occurs using low-fusible options.
Components of unknown origin differ in the following characteristics:
- The rich shine of the cut indicates a high presence of tin.
- The predominance of lead guarantees the substance a dull gray color and a matte surface.
- With an increased lead content, the product becomes plastic; for example, a wire with a cross-section of 6 mm is bent by hand without visible effort.
Sometimes, for high-quality soldering, a ready-made mixture is used - this is solder in the form of a wire, and the flux is sealed inside. Manufacturers produce similar substances with flux tolerance within 1-3% of the total weight, which has a beneficial effect on the soldering process and increases labor productivity, since there is no need to constantly dip the soldering iron tip into a jar of flux.
Based on consistency, they are available in two types: soft or hard solder, and based on the melting point, ordinary and refractory types are distinguished.
Soft solders
Soldering printed circuit boards, wires and other work requires a low temperature. Many radio components simply cannot withstand high temperatures and fail due to overheating. Does not tolerate heat and wire insulation. Therefore, solder for soldering in this category is chosen from soft and fusible ones. Moreover, it is desirable that the solder melts at 200°C or slightly lower.
Externally, solders for soldering with a high lead content can be distinguished by their gray color
POS: types. types, application
The most common soft solder for soldering is PIC (Tin-Lead Solder). It consists of tin and lead in different proportions. The percentage composition is displayed in the name - after the PIC there is a number indicating the percentage of tin. For example, POS 40 contains 40% tin. In POS 61 - 61%, in POS 90 - 90%, etc.
Kilogram coil POS 40 - for large volumes of work. Produced according to GOST 21931-76
To improve/change characteristics, additives can be added to the composition in small quantities. The type of additive and its percentage is indicated at the end of the solder label. For example, the addendum to PIC 61 Sn61Pb37Ag2 indicates that the solder consists of the following components:
- Sn61 - 61% tin;
- Pb37 - 37% lead;
- Ag2 - 2% silver.
This solder flows well and gives an almost mirror-like shine. But silver is not a cheap addition, which will be reflected in the price.
POS and POSSu: technical characteristics
There is one popular variety of POS - POSS. And it means “tin-lead solder with the addition of antimony” (the last two letters “Su” indicate the presence of this additive in the composition). Antimony increases soldering strength, so such compounds are used where increased joint strength is required.
| Solder grade | Tin Sn in % | Antimony Sb in % | Copper Cu in % | Silver Ag in % | Melting point solidus/liquidus | Temporary tensile strength, kgf/mm2 | Application |
| POS-90 | 89-91 | 0,05 | 0,05 | 0,02 | 183/220 | 4,9 | Food utensils and medical equipment |
| POS-61 | 59-61 | 0,05 | 0,05 | 0,03 | 183/190 | 4,3 | Electro-radio devices |
| POS-40 | 39-41 | 0,05 | 0,05 | 0,03 | 183/238 | 3,8 | Electro-radio devices, galvanized steel |
| POS-10 | 9-10 | 0,05 | 0,05 | 0,03 | 268/299 | 3,2 | Tinning of contact tracks, soldering of devices, relays |
| POSSu-61-0.5 | 59-61 | 0,05-0,5 | 0,08 | 0,03 | 183/189 | 4,5 | Equipment and parts with strict temperature requirements |
| POSSu-40-0.5 | 39-41 | 0,05-0,5 | 0,08 | 0,03 | 183/235 | 4,0 | Sheet metal, windings, cables, installation of electrical elements, radio components, copper tubes |
A few words about the characteristics reflected in the table. The melting point is given in two numbers - solidus and liquidus. The first is the beginning of melting. When heated to this degree, the most fusible components of the composition transform into a liquid state. Liquidus is the temperature of complete melting. This is exactly what is needed when soldering - the tip should be a little “hot”. For example, to solder POS 61, the soldering iron must be heated to 190°C or so. The exact heating of the soldering iron is selected experimentally, since the fluxes, parts, and heat losses are different. But the general principle is the same: slightly higher than the melting point.
How can you tell which type of solder is used? According to the degree of gloss of the contact pad. The more tin in the composition, the more shiny the surface. Lead gives a dull gray color. And this is visible to the naked eye.
| Solder grade | Melting point solidus/liquidus | Density, g/cm3 | Electrical resistivity Ohm*mm2/m | Temporary tensile strength kgf/mm2 | Relative extension % | Impact strength kgf/cm2 | Brinell hardness, HB |
| POS 90 | 183/220 | 7,6 | 0,120 | 4,9 | 40 | 4,2 | 15,4 |
| POS 61 | 183/190 | 8,5 | 0,139 | 4,3 | 46 | 3,9 | 14,0 |
| POS 40 | 183/238 | 9,3 | 0,159 | 3,8 | 52 | 4,0 | 12,5 |
| POS 10 | 268/299 | 10,8 | 0,200 | 3,2 | 44 | 3,2 | 12,5 |
| POS 61M | 183/192 | 8,5 | 0,143 | 4,5 | 40 | 1,1 | 14,9 |
| POSK 50-18 | 142/145 | 8,8 | 0,133 | 4,0 | 40 | 4,9 | 14,0 |
| POSSu 61-0.5 | 183/189 | 8,5 | 0,140 | 4,5 | 35 | 3,7 | 13,5 |
| POSSu 50-0.5 | 183/216 | 8,9 | 0,149 | 3,8 | 62 | 4,4 | 13,2 |
| POSSu 40-0.5 | 183/235 | 9,3 | 0,169 | 4,0 | 50 | 4,0 | 13,0 |
| POSSu 35-0.5 | 183/245 | 9,5 | 0,172 | 3,8 | 47 | 3,9 | 13,3 |
| POSSU 30-0.5 | 183/255 | 8,7 | 0,179 | 3,6 | 45 | 3,9 | 13,2 |
| POSSu 25-0.5 | 183/266 | 10,0 | 0,182 | 3,6 | 45 | 3,9 | 13,6 |
| POSSu 18-0.5 | 183/277 | 10,2 | 0,198 | 3,6 | 50 | 3,6 | — |
| POS 95-5 | 234/240 | 7,3 | 0,145 | 4,0 | 46 | 5,5 | 18,0 |
| POSSu 40-2 | 185/229 | 9,2 | 0,172 | 4,3 | 48 | 2,8 | 14,2 |
| POSSu 35-2 | 185/243 | 9,4 | 0,179 | 4,0 | 40 | 2,6 | — |
| POSSu 30-2 | 185/250 | 9,6 | 0,182 | 4,0 | 40 | 2,5 | — |
| POSSu 25-2 | 185/260 | 9,8 | 0,185 | 3,8 | 35 | 2,4 | — |
| POSSu 18-2 | 186/270 | 10,1 | 0,206 | 3,6 | 35 | 1,9 | 11,7 |
| POSSu 15-2 | 184/275 | 10,3 | 0,208 | 3,6 | 35 | 1,9 | 12,0 |
| POSSu 10-2 | 268/285 | 10,7 | 0,208 | 3,5 | 30 | 1,9 | 10,8 |
| POSSu 8-3 | 240/290 | 10,5 | 0,207 | 4,0 | 43 | 1,,7 | 12,8 |
| POSSu 5-1 | 275/308 | 10,2 | 0,200 | 3,3 | 40 | 2,8 | 10,7 |
| POSSU 4-6 | 244/270 | 10,7 | 0,208 | 6,5 | 15 | 0,8 | 17,3 |
This table contains tin-based solders that can be found in stores. As you can see, the most fusible one - POSC 50-18 - melts at 145°C. The most durable and rigid is POSSU 4-6, the most “ductile” is POSSU 50-0.5, and slightly less tensile POS 40.
Low melting point solders
Heating some components to temperatures above 100°C is contraindicated. Others can barely tolerate heating up to 80°C, and there are even more “tender” ones. For these, especially low-melting types of solders are used. This is an alloy of Rose (melts at 94°C), Wood (60.5°C), D'arsenval (79°) and some others.
| Name or brand of solder | Bismuth Bi, % | Lead Pb in % | Tin Sn in % | Cadmium Cd in % | Melting temperature |
| Wood's solder | 50 | 25 | 12,5 | 12,5 | 60,5 |
| Solder Rose | 50 | 25 | 25 | — | 94 |
| D'Arsenval solder | 45,3 | 45,1 | 9,6 | — | 79 |
| Lipovitsa solder | 50 | 26,67 | 13,33 | 10 | — |
| POSV 33 | 33,3 | 33,4 | — | — | 130 |
| POSK 50-18 | 32 | 49,8 | 18,2 | 145 |
The highest melting point of this group is POSC 50-18. It contains a lot of cadmium (the letter K in the labeling indicates exactly this), which makes it toxic. It can only be used with good suction. POSV-33 heats up a little less. This is tin, lead and bismuth in equal parts. Melting point - 130°C. Both of these compositions are used for tinning PCB tracks and soldering components sensitive to overheating.
Wood and Rose solder are used for mounting/disassembling SMD components. They melt at temperatures below 95°C. They are also used for tinning paths, but the cost of these compounds is high.
Basic properties
Solder wettability
This term means the adhesion of molecules of a liquid melt to a solid surface, the degree of which determines the fluidity of soldering . For good soldering, liquid solder qualitatively wets the surface where soldering occurs, and its boundary forms an acute angle.
Dried flux can only be removed by mechanical cleaning, because additional alloy has appeared. If a drop of molten substance forms an obtuse angle with the surface, then this indicates unsatisfactory wetting quality, which is counteracted by dirt, grease stains or a metal oxide film.
Options for wettability of soldering surfaces with molten flux.
Melting temperature
The main criterion for choosing high-quality alloys is that they must come into a liquid state earlier than the structures being joined , and the melting point of the solder differs significantly from that of another type, for example, those containing lead impurities.
The presence of different impurities affects the ability to melt at the same temperature, for example, POS-40 melts when it reaches 238 0C, but there are refractory solders and special devices are used for their melting.
Foreign stamps
There are also foreign-made compounds. They are marked differently, but the mark can determine the composition of the alloy. An example is the Sb62Pb36Ag2 alloy produced by the American company.
It contains 62% tin, 36% lead and 2% silver. Silver is often added to the composition to increase fluidity after the solder has melted.
Another example is a product produced by Canadian. Its marking is SN62/36/2 NC. This material is in the form of a paste and from the marking it follows that its composition is: 62% tin, 36% lead, 2% silver. NC (No Clean) means that the solder balls are contained within a flux gel.
Low temperature options
In first place is the VUDA alloy with the composition: 10% Sn and Cd each, 40% Pb and Bi, the beginning of the melt is 65-72 0C. The second position is occupied by a solder called ROSE, which begins to melt at 90-94 0C. Consists of: 25% tin and lead each, and the remaining 50% is bismuth. The above alloys are expensive solders.
The third place among low-temperature products is occupied by POSK-50-18, with a temperature of 142-145 0C. This solder contains 50% tin, 32% lead and 18% cadmium, which enhances corrosion resistance but adds toxicity.
The second nominee (called ROSE) is very popular among radio amateurs, but in domestic radio electronics its marking is POSV-50, where the numbers are the percentage of bismuth. Used for installation/dismantling and tinning of overheat-sensitive copper tracks on printed circuit boards.
Preferred areas of application for soft and semi-hard solders:
O2
— tinning and soldering of collectors, armature sections and windings of electrical machines with class H insulation, tinning of critical fixed contacts, including those containing zinc;
POS90
— tinning and soldering of internal seams of food utensils and medical equipment;
POS61
- tinning and soldering of electrical and radio equipment, printed circuit boards, precision instruments with highly sealed seams where overheating is not allowed;
POS40
— tinning and soldering of electrical equipment, galvanized iron parts with sealed seams;
POS10
— tinning and soldering of contact surfaces of electrical devices, instruments, relays;
POSK50-18
— soldering of parts made of copper and its alloys that are sensitive to overheating, including soldering of copper-clad aluminum. Soldering of ceramics, glass and plastics metallized with tin, silver, nickel;
POS61M
— soldering of food utensils, medical equipment, electrical and radio equipment, printed circuit boards, parts sensitive to overheating;
POSSu61-0.5
— tinning and soldering of electrical equipment, soldering of printed circuit boards, windings of electrical machines, galvanized radio components under strict temperature requirements;
POSSu50-0.5
— tinning and soldering of aircraft radiators;
POSSu40-0.5
— tinning and soldering of sheet metal, windings of electrical machines, for soldering mounting elements of winding and cable products;
POSSu35-0.5
— tinning and soldering of lead cable sheaths;
POSSu30-0.5
– tinning and soldering of zinc sheets, carbon and stainless steels. Tinning and soldering of wires, cables, bands, radiators, various parts of equipment and devices operating at temperatures up to 160 ° C;
POSSu25-0.5
— tinning and soldering of radiators;
POSSu18-0.5
— tinning and soldering of heat exchanger tubes, electric lamps;
POSSu95-5
;
PSr3Kd
- hot tinning and soldering of collectors, armature sections, bandages and current-carrying connections of heat-resistant electric machines with high rotation speeds. Soldering of pipelines and various parts of electrical equipment.
POSSu40-2
— general-purpose solder;
POSSu30-2
— tinning and soldering in refrigeration equipment manufacturing, electric lamp production;
POSSu18-2, POSSu15-2, POSSu10-2
— soldering in the automotive industry;
POSSu8-3
— tinning and soldering in electric lamp production;
POSSu5-1
— tinning and soldering of parts operating at elevated temperatures;
POSSu4-6
— soldering of tinplate, tinning and soldering of parts with rolled and riveted seams made of brass and copper;
POSSu4
—
4
— tinning and soldering in the automotive industry;
POSK2-18
— tinning and soldering of metallized ceramic parts;
POSI30
;
PSr3I
- soldering of copper and its alloys and other metals, non-metallic materials and glass with metal coatings. Soldering of electronic equipment parts. It has high fluidity and provides good adhesion of soldered surfaces.
The parameters of soft solders with low melting points are given in table. 3.3.
Table 3.3
Soft solders (alloys) with low melting points
| alloy | chemical composition, % | melting point, °C | ||||||
| tin | lead | cadmium | bismuth | silver | indium | solidus | liquidus | |
| Wooda | 12–13 | 24,5–25,6 | 12–13 | 49–51 | – | – | 66 | 70 |
| Rose | 24,5–25,5 | 24,5–25,6 | – | 49–51 | – | – | 90 | 92 |
| D'Arce | 9,6 | 45,1 | – | 45,3 | – | – | – | 79 |
| Lipovica with indium | 11,8 | 22,2 | 8,5 | 42 | – | 15,5 | – | 48 |
Note. They are used in radio circuits with semiconductor devices and in circuits where solder is used as a temperature fuse.
The chemical composition and physical and mechanical properties of solid silver and copper-phosphorus solders are given in Table. 3.4.
Table 3.4
Chemical composition and physical and mechanical properties of solid silver and copper-phosphorus solders
| Solder grade | chemical composition, % | density, kg/m3 | crystallization temperature, °C | tensile strength, MPa | ||||
| silver | Copper | zinc | phosphorus | Start | end | |||
| PSr72 | 72±0,5 | 28±0,5 | – | – | 9900 | 779 | 779 | – |
| PSr50 | 50±0,5 | 50±0,5 | – | – | 9300 | 850 | 779 | – |
| PSr45 | 45±0,5 | 30±0,5 | 25+1 –1,5 | – | 9100 | 725 | 660 | 300 |
| PSr25 | 25±0,3 | 40±1 | 35±2,5 | – | 8700 | 775 | 745 | 280 |
| PSr71 | 71±0,5 | 28±0,7 | – | 1 ±0,2 | 9800 | 795 | 750 | – |
| PSr25f | 25±0,5 | 70±1 | – | 5±0,5 | 8500 | 710 | 650 | – |
| PSr15 | 15±0,5 | 80,2±1 | – | 4,8+0,2/–0,3 | 8300 | 810 | 635 | – |
| PMF7 (MFZ) | – | Rest | – | 7–8,5 | – | 860 | 710 | – |
The parameters of copper-zinc and copper-nickel hard solders are given in table. 3.5.
Table 3.5
Copper-zinc and copper-nickel hard solders
| Solder grade | chemical composition, % | physical properties | |||||||||
| Copper | nickel | iron | silicon | Bor | zinc | tin | crystallization temperature, °С | density, kg/m3 | tensile strength, MPa | ||
| solidus | liquidus | ||||||||||
| L63 | 62–65 | – | – | – | – | Rest | – | 900 | 905 | 8500 | 310 |
| LOK59-0.1-0.3 | 60,5– 63,5 | – | – | 0,2–0,4 | – | Rest | 0,7–1,1 | 890 | 905 | 8200 | – |
| PZHL500 | Rest | 27–30 | 41,5 | 1,5–2 | 0,2 | – | – | 1080 | 1120 | 8630 | 600 |
The parameters of silver solders with a low melting point are given in table. 3.6.
Table 3.6
Silver solders with lower melting points
| Solder grade | chemical composition, % | density, kg/m3 | crystallization temperature, °С | ||||||
| silver | Copper | zinc | cadmium | tin | nickel | Start | end | ||
| PSr50Kd | 50±0,5 | 16±1 | 16±2 | 18±1 | – | – | 9300 | 650 | 635 |
| PSr40 | 40±1 | 16,7+0,7/–0,4 | 17+0,8/–0,4 | 26+0,5/ –1 | – | 0,3±0,2 | 8400 | 605 | 595 |
| PSr62 | 62±0,5 | 28±1 | – | – | 10±1,5 | – | 9700 | 700 | 660 |
The preferred areas of application of hard solders are given in table. 3.7.
Table 3.7
Preferred applications of brazing alloys
| Solder grade | application area |
| PSr72; PSr50 | Soldering of metal-ceramic contacts and various critical current-carrying connections subject to bending and impact loads |
| PSr45 | Soldering of copper and its alloys, stainless and structural steels. Soldering of short-circuited rotor windings and damper windings of highly loaded electrical machines. Solder provides high density and strength of soldered seams |
| PSr25 | Soldering of copper and its alloys, stainless and structural steels, replaces PSr45 solder when making less critical connections |
| PSr71 | Soldering parts is similar to PSr72 solder, but where greater fluidity is required |
| PSr25f; PSr15; PMF7 | Soldering of copper and its alloys, including various current-carrying parts of machines and devices that do not experience shock and bending loads |
| L63; LOK59-0.1-0.3 | Soldering copper and cast iron. Soldered joints have high strength and perform well under shock and bending loads |
| PZHL500 | Soldering of connections operating at temperatures up to 600 °C |
The parameters of copper-phosphorus solders are given in table. 3.8.
Table 3.8
Copper-phosphorus solders
| Solder grade | chemical composition, % | melting point, °C | |
| Copper | phosphorus | ||
| PFM-1 | 90,0–91,5 | 8,5–10 | 725–850 |
| PFM-2 | 92,5 | 7,5 | 710–715 |
| PFM-3 | 91,5–93,0 | 7,0–8,5 | 725–860 |
| PMF7 (MF3) | Rest | 7,0–8,5 | 710–860 |
Note. For copper-phosphorus and silver solders, borax is used as a flux in powder form or mixed with table salt.
The parameters of solders for soldering aluminum are given in table. 3.9, 3.10.
Table 3.9
Chemical composition and physical properties of solders for aluminum soldering
| Solder grade | chemical composition, % | melting temperature, °С | limit of mechanical tensile strength, MPa | |||||
| aluminum | Copper | tin | zinc | cadmium | silicon | |||
| Cadmium | – | – | 36 | 40 | 24 | – | – | 85 |
| AVIA-1 | – | – | 55 | 25 | 20 | – | 20 | – |
| AVIA-2 | 15 | – | 40 | 25 | 20 | – | 250 | – |
| VPT-4 | 55 | – | – | 40 | – | 5 | 410 | – |
| 34-A | 66 | 28 | – | – | – | 6 | 545 | 180 |
| 35-A | 72 | 2,1 | – | – | – | 7 | 540 | 140 |
| A | – | 2,0–1,5 | 40 | 58,5 | – | – | 425 | 80 |
| IN | 12 | 8 | 80 | – | – | 410 | 185 | |
| TsO-12 | – | – | 12 | 88 | – | – | 500–550 | – |
| TsA-15 | 15 | – | – | 85 | – | – | 550–600 | – |
Table 3.10
Other solders for aluminum soldering
| Solder grade | chemical composition, % | temperature of complete melting, °С | soldering temperature, °C | density, kg/m3 | ||||
| tin o1 | zinc | cadmium | aluminum a7 | Copper M0 | ||||
| P250A | 79–81 | 19–21 | – | – | 0,15 | 250 | 300 | 7300 |
| P300A | – | 50–61 | 39–41 | – | 0,045 | 310 | 360 | 7730 |
| P300B | – | 80 | – | 8 | 0,5 | 410 | 700–750 | – |
The primary areas of application of solders for soldering aluminum P250A, P300A and P300B are given in table. 3.11.
Table 3.11
Preferred areas of application of solders for aluminum soldering
| Solder grade | application area |
| P250A | Tinning of the ends of aluminum wires, as well as dip soldering of aluminum wires with aluminum and copper tips |
| P300A | The same, soldering of connections with increased corrosion resistance |
| P300B | Fill soldering of aluminum wires with aluminum and copper parts |
Soft look stamps
Solder for soldering in this category is used with a ready-made flux located inside the wire, so melting occurs simultaneously . A product called Tretnik has become widespread because it contains a third of the lead of the total composition. Tin, which is part of the alloy for soldering, is environmentally friendly, so it is allowed to use this type in the food industry.
Soft types of solders are used for soldering parts that are afraid of overheating, for example: transistors or fuses. Due to its toxicity, WOOD alloy is used in limited areas of human activity.
Domestic alloys are marked with the abbreviation POS, but if there are other substances, a letter corresponding to the name is added at the end, for example, POSV-33 - this solder contains equal parts of tin, lead and bismuth.
Main technical parameters
Soldering materials are divided according to the following parameters:
- Conductivity , for example, solders containing aluminum have better similar values than those marked PIC.
- Tensile strength , unit kg/mm. This parameter directly depends on the percentage of tin.
- Melting point , which depends on the chemical composition.
Table of temperature and application depending on the chemical composition of the solder.
Classification
All criteria for classifying solders represent a rather broad area, which, perhaps, can only be done by highly specialized specialists. Therefore, to simplify the selection, specific brands are made for specific purposes - soldering aluminum, jewelry, copper wire, radio components, etc. The main thing you should pay attention to is the temperature parameter. Since, for example, soldering a microcircuit cannot be done with the same brand of PIC as the connection of cable cores, since the sensitive component may burn out and fail.
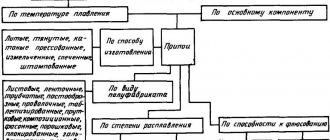
Solders for soldering are classified according to the following criteria:
- according to the method of supplying flux - flux-free and self-fluxing, for the former the flux is supplied separately, for the latter they contain it in their composition;
Rice. 1. Self-fluxing and with flux feed
- according to the main soldering element - tin solders, nickel, cobalt, manganese, titanium, silver, zirconium, vanadium, mixed, etc.
- according to the method of production - they are ready-made or formed directly during soldering;
- according to the solubility of components - there are completely melted and partially melted;
- by release form - tin wire, rod, ingots, sheet, granules, paste;
Solder release form
- by melting point - there are those that turn into a liquid state at low and high temperatures.
When choosing tin-lead solder, the most important criterion is the last one, so we will dwell on it in more detail.
Low-melting (soft).
Low-melting solders include those compositions that turn into a liquid state at temperatures from 145 to 400°C. But, at the same time, they provide relatively low strength; for low-melting alloys, the tensile strength is no more than 7 kg/mm2. The most common are tin-lead. Most often, soft solders are used in electronics for printed circuit boards or parts.
Refractory (hard).
Hard solders have significantly greater mechanical strength, but their melting point is more than 400°C, which is unacceptable for most radio components, since they can be damaged even if touched by a heated soldering iron tip. The two largest groups in this category are copper and silver compounds. Copper alloys are generally combined with zinc, but are too brittle and are therefore suitable for carbide alloys that only experience static loading. Silver solders are universal and can be used for soldering any connection points, however, the cost of these brands is also quite high.
Solder pastes.
Solder pastes are also a component for soldering radio components, but they are used for small elements made of low-melting metal. The paste composition contains crushed pieces of solder in a solution of liquid flux. They are used in those boards or devices where exposure to high temperatures can harm the equipment. Pastes are typically soldered with a hairdryer without an electric soldering iron, or can simply be applied as a conductive adhesive.
The soldering mixture is applied to the point where the leads are attached in batches and can be done using a special stencil, syringe or drop-jet cartridge.
Fig 3. Applying solder paste with a printer, syringe, stencil
However, the use of soldering paste imposes a number of requirements that must be met:
- before opening the container, be sure to keep it at room temperature for at least 2 hours; using means of forced solder heating for this is prohibited;
- after opening, the mixture must be mixed until a homogeneous substance is obtained, since during storage the flux can separate from the solder;
Rice. 4. Stir until a homogeneous mixture
- before application, the surface must be cleaned of possible impurities and contaminants; during long-term soldering, the procedure is repeated every 45 minutes;
- installation of electronic components in the applied paste must be carried out within 60 minutes, otherwise it will begin to lose its properties;
- after soldering, the remains and excess paste are washed off, there are those that can be washed off with plain water, others require a solvent, some may not be washed off.
The functional characteristics of such solder are extremely negatively affected by placement in an environment with high or low temperatures, as well as exposure to moisture.
Lead-free solders.
Initially, the reason for creating lead-free solder was the need to eliminate harmful effects on the environment and the human body. Such solders are widely used for soldering aluminum or steel in the food industry, for drinking water supply pipes, laboratory equipment and tools.
In total, there are three most common groups of lead-free solders:
- tin with copper - used for high-temperature soldering, refers to refractory solders, well suited for working on copper products;
- tin and silver - suitable for low-temperature soldering, provide better contact than lead solders, but they are expensive.
- tin with both copper and silver is also a soft option, which has a lower cost than the previous one and is practically in no way inferior to it in the quality of connections.
- tin with bismuth and silver - can be used for soldering copper at low temperatures;
- tin with zinc and bismuth is a cheaper version of the previous one, but has a number of difficulties in use.
Flux
Solder with rosin in the form of a hollow wire twisted into rings is common on sale . A flux of similar composition is made from coniferous trees; such a substance becomes soft when heated to 50 ° C, and at 250 ° C it begins to boil with partial evaporation. Rosin must be removed after finishing work, otherwise oxidation will occur, and the substance, absorbing moisture from the air, will begin to interfere with the proper operation of the devices.
Popular formulations
There are three main categories:
- Light-colored rosin is used when joining copper and other soft non-ferrous metals; an alcohol solution with a concentration of one to five is used in a hard-to-reach area of adhesion; and a mixture of glycerin and rosin is used for hermetic soldering.
- Fluxes containing alcohol, petroleum jelly or zinc chloride are used to permanently bond non-ferrous and precious metals. The use of paste is justified by the fact that it is more convenient to apply it in the required quantity to the product.
- Acid-active substances are produced in liquid form, for example, orthophosphoric acid, which has a density of 1.7.
Liquid fluxes should be stored in hermetically sealed containers to prevent evaporation.
Pasty
Tinol paste has become widespread and is used for soldering various products in hard-to-reach places. It is applied with a spatula, followed by active heating with a soldering iron or other, more powerful electric tool. Often used by inexperienced performers who do not have the skills to work with tin and rosin.
What is flux?
Flux is an auxiliary material that is designed to remove the oxide film from parts being soldered during soldering and ensure good wetting of the surface of the part with liquid solder. Without flux, solder may not adhere to the metal surface. Purpose of fluxes: reliably protect the surface of the metal and solder from oxidation, improve the conditions for wetting the metal surface with molten solder. The effect of a flux depends on its composition; available fluxes either dissolve oxide films on the surface of the metal (and sometimes the metal itself), or protect the metal from oxidation when heated. Thus, the flux forms a protective film over the soldering area.
Soldering fluxes
Flux is already contained in modern solder in the form of a thin core. When solder melts, it is distributed over the surface of the liquid metal. The surfaces of already tinned metals are also coated with flux before joining them (actually soldering). In this case, flux is a surfactant, that is, a Surface Active Substance. After the parts come into contact, excess flux between them comes out and evaporates all the time because its evaporation temperature is lower than that of solder.
Fluxes are different. For example, to repair metal utensils, they use “soldering acid” - a solution of zinc in hydrochloric acid. You cannot solder radio structures with this flux - over time it destroys the soldering. For radio installation, it is necessary to use fluxes that do not contain acid, for example, rosin.
Using PIC
The discoverers of this alloy were pleasantly surprised that it turns into a molten state at a lower temperature, and the eutectic mixture can act as a solvent for the added metal. This is how the very first brands of POS solders were developed.
Lead options
Such mixtures containing lead are characterized by softness, rapid melting and easy processing, which is why they are called lead-containing solders. They are harmful and have been banned for use in soldering electrical components around the world . The percentage of cadmium, mercury, and similar harmful components in equipment is strictly regulated and verified by relevant organizations.
Special solders and pastes for soldering pipe fittings
For soldering fittings, solders containing silver are used. This is especially important when installing pipelines for drinking water supply. Universal compounds are designed to work with copper, brass and bronze.
They are heated using gas burners. The melting point of soft compositions is 230-250 C°. For special solids it can reach 710 °C and higher. These are used for soldering pipelines, including those assembled without fittings, through which heated coolant moves. Brazing solder is also used in hydraulic systems operating at high temperatures and increased mechanical loads.
Effective soldering of pipe fittings is achieved by using hard and soft solders with fluxes and pastes from one manufacturer. The ROTHENBERGER brand has a wide range, the products of which are presented in the catalog of the Tul Impex online store.
When working with Rothenberger 1S soft solder, ROSOL 1S paste is used. And with solid composition number 3 - ROSOL 3 paste.
The company's product range includes specialized solid compounds for capillary-slot soldering of pipes. For example, Rolot S 2.
Lead free
Lead-free solder must not contain harmful metals and is considered environmentally friendly, not causing harm to the environment and the solder performers. The simplest example is tin solder, which contains pure tin, has increased wettability and high electrical conductivity. To combat deficiencies, copper, silver and gold are added to them, which helps make the substance harder.
Such a product has an increased melting temperature, but it has not yet been possible to find a complete alternative to standard types of solder, but the main indicator is harmlessness. Tin occupies a major place in the chemical composition, so its inherent properties have a great influence on the solder, because of this, the melting point of lead-free solder is lower, and the material is softer.
V. I. Blinov, vocational school education, specialty welder of the sixth category, admission from NAKS to NGDO and GO, work experience since 2004: “If there is no option suitable in all respects, during soldering, use the PSR-45 grade, which contains harmful lead is minimal and amounts to no more than 0.5% of the total weight.”
General division
Solders are divided into two groups. These are soft and hard.
Soft ones have a melting point of up to 300 °C. Radio components are soldered with such solders, and these include tin-lead and lead-free materials. The main working tools with such materials are soldering irons up to 50 W and soldering guns.
Solids melt over 300 °C. These are durable materials with a high tensile strength compared to soft ones.
These include copper-zinc and silver. Such solders can only be worked with powerful soldering irons, blowtorches or torches.
This article will describe in detail the soft solders that are used for radio components and equipment repair.
Colophon resin
This is the name of the well-known rosin - an amorphous substance with a characteristic fracture and glassy sheen when chipped . In addition to the fact that it has a natural dielectric property, the following features are known:
- dissolves well in gasoline, alcohol, ether and acetone, but remains indifferent to the effects of water;
- the melting point varies between 50-70 degrees, but sometimes rises to 130 0C;
- the chemical composition contains up to 90% resin acids, the basis is abietic acid;
- easily destroyed with minor mechanical impact.
The color varies from light yellow to dark brown shades, which depends on the degree of purification and indicates the amount of foreign impurities. Excellent electrical insulating properties belong to lemon-colored resin.
How to replace flux
Regardless of what flux is used, the finished soldering must be wiped with a cloth soaked in rectified alcohol or acetone, and also cleaned with a stiff brush or brush moistened with a solvent to remove flux residues and dirt. In some exceptional cases, instead of rosin, you can use its substitutes:
- rosin varnish, available in hardware stores. It can be used as a liquid flux instead of a solution of rosin in alcohol. The same varnish can also be used for anti-corrosion coating of metals.
- resin - pine or spruce resin - is an accessible material, especially for amateurs living in rural areas. You can prepare this flux yourself. Resin collected from trees in the forest must be melted in a tin over low heat (the resin may ignite over high heat). Pour the melted mass into matchboxes.
- an aspirin tablet available in any home medicine cabinet. The disadvantage of this flux is the unpleasant smell of smoke released when aspirin melts.
Nowadays a large number of different so-called “no-clean” fluxes are produced, both liquid and in the form of a semi-liquid gel. Their peculiarity is that they do not contain components that cause oxidation and corrosion of the parts being connected, do not conduct electric current and do not require washing the board after soldering. Although it is still better to remove all flux residues from the soldered parts after completing soldering.
To apply liquid flux, you can use a brush, a cotton swab or just a match, but it is more convenient to use the so-called “flux applicator”. You can try to buy a branded flux applicator that costs about $20-30. It is also convenient to use flux in the form of a gel or paste. To apply it, you can use a disposable syringe, but because of its thickness, you will have to use a thicker syringe needle.
Secrets of choice
The task of any performer is to create a strong and reliable fastening of radio components to the board, therefore the selection of solder is carried out according to the following parameters:
- The composition of materials to be soldered - here it is necessary to take into account the characteristics of the material, its ability to overheat and much more.
- When soldering wires or other large objects, refractory solders are used.
- Sometimes it is necessary to use solder that has a high ability to conduct electric current; it must be taken into account that the resistance of tin is much lower than that of lead, therefore expensive brands of solder are used for soldering high-frequency circuit boards.
In each specific situation, the performer must clearly know the correspondence of the solder and the product being connected in order to choose the best option for high-quality soldering.
Selecting solder for soldering
The choice of solder is made depending on the following factors:
- metals or alloys to be joined
- soldering method
- temperature restrictions
- part size
- required mechanical strength
- corrosion resistance, etc.
To solder thick wires, use solder with a higher melting point than for soldering thin wires. In some cases, the conductivity of the solder must also be taken into account (reminder: the resistivity of tin is 0.115 ohm x mm2/m, and that of lead is 0.21 ohm x mm2/m).