Operating rules
When working with milling-centring equipment, you should control the ease of movement of the table using manual feed.
During operation, you should pay attention to vibration. If it appears and is characterized by strong vibrations, it is recommended to stop the machine and check the reliability of fastening the cutter and workpieces
When working, you should observe safety precautions, since the milling and centering machine is a dangerous piece of equipment.
For rough processing of metal workpieces, highly specialized equipment with a specific set of functions is used. Milling and centering machines are used for industrial production and in small workshops, as well as in home workshops.
Cylindrical grinding types of machines
These machines are designed for grinding cylindrical parts using longitudinal and plunge grinding. Cylindrical grinding machines have very high processing accuracy. Its design is something between a lathe and a grinding machine. In essence, it is similar to a precision lathe, where instead of a cutter there is a grinding wheel.
For such a machine, the work table is located in a horizontal position. It is designed to fix the metal part being processed in the centers. Nearby is located, also horizontally, a grinding wheel. Such machines are available both with and without CNC.
The process of processing parts on a cylindrical grinding machine
Fix the workpiece in the centers. This operation is usually performed manually;
Adjust the desired position of the grinding head relative to the part;
Start the rotational-translational movement of the workpiece by pressing the button or lever of the machine;
Removal of the upper allowance from the workpiece by a machine, followed by displacement of the grinding wheel to the depth of the next allowance.
The cylindrical grinding machine can perform operations such as rough grinding and finishing grinding. The type of operation depends on the rotation speed of the grinding wheel and, accordingly, the allowance for the operation.
Modern machines have a number of additions:
There are 2 or 3 grinding wheels on one spindle. This allows you to carry out different processing without stopping and changing tools. Changing the grinding wheel that will now be processed occurs by rotating the “head”.
The machine may have a feeler gauge to determine the starting position of grinding and check the resulting size of the part after processing.
Automatic balancing of the grinding wheel, which greatly simplifies setup and makes the grinding process more accurate.
Automatic editing when a certain load on the spindle is reached. An extremely useful device for both finishing and roughing.
Main technical characteristics of cylindrical grinding machine
Possible maximum permissible dimensions, as well as the weight of the workpiece;
Possible diameters of grinding processing, namely maximum and minimum.
Grinding machine work table parameters:
Possible table offset or maximum processing length;
Possible high speed;
Possible angles of rotation counterclockwise and clockwise of the grinding wheel spindle.
Cylindrical grinding methods
-Longitudinal processing
The workpiece itself is based in the centers and with the help of the headstock drive it begins to rotate. At this time, the work table feed mechanism provides longitudinal movement of the workpiece relative to the grinding wheel.
-Depth grinding
Used for sanding short workpieces. In one pass it can remove the entire stock. With this method, the workpiece is moved using the work table only in the direction of the grinding wheel. Grinding is done only with the end of the wheel. The wider the circle, the greater the length that can be processed using this method. Ledges
This is a type of deep grinding of different surfaces to different depths.
-Profile
During this grinding process, the work table moves along two coordinates. In this way, you can get not very smooth angles when transitioning from one treated surface to another. When using CNC it is possible to obtain radii with slight steps.
Specifications
When considering the data in the passport, it should be taken into account that there are several main technical characteristics that determine the possibility of using the equipment. These include:
- the largest indicator of the diameter of the installed product for processing.
- The distance between centers is indicated in the diagram and in the passport. this moment determines how long the workpiece can be used;
- the number of revolutions that the workpiece can make in one minute;
- number of revolutions of the abrasive wheel.
Technical characteristics of 3M151
The above points should be considered when considering cylindrical grinding machines. The technical characteristics of the model in question include:
- accuracy class according to established GOST standards - P;
- the largest diameter of cylindrical products is 200 millimeters;
- the longest length of the installed product is 700 millimeters;
- the smallest grinding diameter is 10 millimeters;
- the height of the product above the table is 125 millimeters;
- the largest weight of the workpiece is 55 kilograms;
- the maximum table movement distance is 705 millimeters;
- the maximum height of the installed circle is 100 millimeters;
- tailstock rotation speed 1590 rpm.
Download the manual for the 3M151 grinding machine
In addition, the overall dimensions of the structure, as well as the maximum weight, should be taken into account. These indicators determine the possibility of using the model in a given situation. The weight of the structure is 5,600 kilograms, which makes its placement difficult. Only with a special base can the best conditions for placement and fastening of the structure be ensured.
Download acceptance manual 3M151
Basic information
A cylindrical grinding machine is a device for automatically grinding metal products. The installation looks like a large table on which additional grinding equipment is installed. The operating principle of cylindrical grinding machines is simple. Using headstocks or a carriage, the metal part to be processed is installed in the working area. After this, the grinding wheel is started and rotates around its axis. The circle approaches the workpiece, which leads to stripping of the metal workpiece.
Using a cylindrical grinding machine, you can process cylindrical, conical and end workpieces, as well as large holes. By design, there are centered and centerless models. For center models, the workpiece is secured using special grooves. In centerless models, the workpiece is fixed in the working area of the machine using a clamping carriage. A cylindrical grinding machine performs the following tasks: abrasive rubbing of the surface of the workpiece, removing an excess layer of metal, eliminating irregularities on the metal surface.
Elements of cylindrical grinding systems
- Desktop. Acts as a base on which all the main elements are attached. The workbench may have small wheels that are used to transport the unit. The work table is made of durable metal alloys, as are other elements of the grinding system.
- Headstock grooves (center models). Used for fastening parts on the desktop. The grooves can rotate around their axis, which allows you to process the workpiece over its entire area + improves the quality of grinding. Some grooves can also move in the longitudinal direction, which allows you to change the position of the part on the work table directly during processing. The head slots can be movable - this allows you to change the angle of the workpiece on the work table. This makes it possible to grind conical workpieces.
- Carriage (centerless models). The carriage is also used for fastening parts on the work table. The main difference from the headstock grooves is that the carriage does not have its own axis of rotation (it can only be moved in the horizontal direction). To process the workpiece from different sides, the workpiece itself is rotated on the carriage.
- Abrasive disc wheel. Located in a perpendicular direction relative to the location of the workpiece on the work table. During operation, it acts as an abrasive with which processing is performed. Abrasive discs come in different shapes. Simple machines have a fixed disk arrangement. The universal cylindrical grinding machine has a movable disc wheel, which makes the installation more versatile.
- Drive unit. Used to move the abrasive wheel while the system is operating. The drive can be mechanical, hydraulic and electric. Large systems are usually equipped with an electric drive, which simplifies the procedure for moving the disk during operation. Small machines have a mechanical or hydraulic drive, which reduces electricity consumption.
- Electric motor. Acts as an energy source that powers all the main elements of the installation (rotating slots-headstocks, abrasive disc-wheel, etc.). If the machine is equipped with an electric drive, then the engine also powers this element. Electric motors usually have a power ranging from 5 to 15 kilowatts, although more powerful units are also available. Modern electric motors usually have additional protective elements to avoid system overheating.
- Cooling system. During processing, serious heating of the workpiece occurs due to friction. To avoid overheating of the workpiece, many modern machines are equipped with a cooling system. It looks like small taps that are installed in the core. The taps are connected to the refrigerant (the refrigerant is usually water). During processing of the part, the valves are activated, which leads to the spraying of coolant in the core.
Design and principle of operation
It is easier to understand the operating principle when the key components of the machine are known. These include:
- Fixed stand. The base that holds the rest of the equipment on itself. It has stable legs. Compact models can be equipped with wheels for moving around the workshop.
- The headstock on which the spindle with the grinding wheel is attached.
- Calipers, knives.
- Gearbox.
- Device for changing the position of equipment.
- Vise for holding the workpiece.
- Control Panel.
- Guides along which the table moves.
- Working surface for placing parts.
Information about the manufacturer of cylindrical grinding machine 3151
Manufacturer of cylindrical grinding machine 3151 - Kharkov Machine Tool Plant (currently JSC Kharkov Machine Tool Plant)
The plant was founded on January 29, 1936 and specializes in the production of universal and special cylindrical grinding machines
Machine tools produced by the Kharkov Machine Tool Plant
- 2B56
radial drilling machine Ø 50 - 3A151
cylindrical grinding machine with hydraulic plunge mechanism Ø 200 x 700 - 3A161
cylindrical grinding machine with hydraulic plunge mechanism Ø 280 x 1000 - 3A164
cylindrical grinding machine Ø 400 x 2000 - 3B151
cylindrical grinding machine Ø 200 x 700 - 3B161
cylindrical grinding machine Ø 280 x 1000 - 3M132v
cylindrical grinding machine Ø 280 x 1000 - 3M151, 3M152, 3M162, 3M163
cylindrical grinding machine Ø 200 x 700, Ø 200 x 1000, Ø 280 x 1000, Ø 280 x 1400 - 3M151F2
CNC cylindrical grinding machine Ø 200 x 700 - 3M193
heavy cylindrical grinding machine with increased precision Ø 560 x 2800 - 3M194
heavy cylindrical grinding machine with increased precision Ø 560 x 4000 - 3M196
heavy cylindrical grinding machine with increased precision Ø 800 x 4000 - 3M197
heavy cylindrical grinding machine with increased precision Ø 800 x 6000 - 3130
cylindrical grinding machine Ø 280 x 700 - 3132
cylindrical grinding machine Ø 280 x 1000 - 3151
cylindrical grinding machine Ø 150 x 750
Machining on cylindrical grinding machines
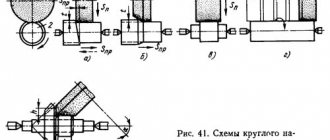
Cylindrical grinding is performed by rotating the wheel at speed V
and rotational motion (circular feed Scr
) blanks.
When grinding with longitudinal feed (Fig. 7.2, a), the workpiece rotates uniformly and performs a reciprocating motion. After each move or double move of the table, the circle and the workpiece come closer together. At the end of the operation, nursing is usually carried out, i.e. perform several strokes without cross feed to compensate for elastic movements.
| a b |
| in d d |
Rice. 7.2. Cylindrical grinding patterns
Rigid workpieces can be ground using the plunge method (Fig. 7.1, b), when the width of the machined surface is less than the width of the grinding wheel. With this method, the wheel moves at a constant feed until the required size of the surface being processed is reached. This method is more productive and is widely used in large-scale and mass production when processing cylindrical and shaped surfaces.
The shoulder grinding process consists of two stages - first, plunge grinding is performed with periodic movement of the table in the longitudinal direction by 0.8..0.9 of the wheel width, and then several moves are made with longitudinal feed without transverse movement to clean the surface (Fig. 7.1, V).
When face-cylindrical grinding (Fig. 7.1,d) a combined processing of a cylindrical and end surface is performed simultaneously with the feeding of the grinding wheel along the bisector of the angle or sequentially in the radial and axial directions.
When deep grinding open surfaces (Fig. 7.1, d), in one stroke the conical section of the wheel removes the entire allowance, and the cylindrical section cleans the treated surface. There is no cross feed.
Cylindrical grinding machines are characterized by a high level of precision and versatility. They are designed for external and internal grinding of cylindrical and conical surfaces, as well as for grinding flat ends of parts. This type of machines includes universal cylindrical grinding machines, semi-automatic cylindrical grinding and face cylindrical grinding machines, as well as specialized cylindrical grinding machines.
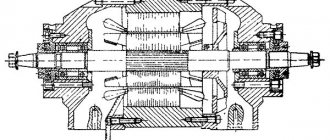
The main components of a universal cylindrical grinding machine (Fig. 7.2) are: bed 1, table 3, headstock 4 with gearbox, grinding headstock 5 and tailstock 6. The machines are equipped with a folding internal grinding spindle. For grinding conical surfaces, it is possible to rotate the grinding headstock, as well as the upper work table and the headstock, around the vertical axes.
Fig.7.2 Cylindrical grinding machine
The grinding wheel is driven by a separate motor through a V-belt drive. Circular feeding of the workpiece is carried out using another electric motor with stepless control.
The longitudinal feed movement is communicated to the lower table using a hydraulic drive; movement is controlled using devices that are switched by the table itself in its extreme positions. The grinding head is also periodically moved in the transverse direction using hydraulic mechanisms. Most machines have mechanisms for wide regulation of grinding modes and means of automating the working movements of the table and grinding headstock. It is possible to use active control devices that allow you to measure the workpiece during the grinding process, as well as devices that automatically stop the machine when the required size is reached.
When processing on cylindrical grinding machines, the workpiece is most often mounted in rigid (non-rotating) centers located on the headstock and tailstock; in this case, the circular feed is provided by a drive device connected to a rotating faceplate. It is also possible to secure workpieces in jaw chucks, and when grinding non-rigid workpieces it is additionally necessary to use steady rests.
Types of Grinding Machines
Conventional grinding machines are divided mainly into four categories, which you can pick up in the Stroymashservice hypermarket:
- Surface grinding machine
- Cylindrical grinding machine
- Internal grinding machine
- Special types of grinding machines
Surface grinding machine
It is used for processing mainly flat and horizontal surfaces.
Surface grinding machines are classified according to the position of the spindle and work table as follows:
- Recirculation table with horizontal spindle.
- Recirculation table with vertical spindle.
- Rotary table with horizontal spindle.
- Rotary table with vertical spindle.
Cylindrical grinding machine
It is only used for processing cylindrical parts. Capable of processing only the outer surfaces of cylindrical objects, but can machine any cylindrical profiles such as conical, straight and stepped.
This machine is also classified according to the workpiece part and grinding wheel, which is as follows:
- Centerless surface grinding machine with cylindrical surface.
- Universal surface grinding machine with a cylindrical surface.
- Surface grinding machines - surface grinding and cylindrical grinding.
Internal grinding machine
As the name suggests, this machine is used to machine internal surfaces that must have cylindrical shapes and profiles.
The three main types of grinding machines are:
- Internal grinding machine with chuck.
- Central grinding machine minus internal grinding.
- Planetary internal grinding machine.
Grinding machine for tools and cutters
These are special types of grinding machines that are used to process cutting tools for milling, turning and drilling. Tool grinding consists of two parts: making a new tool and sharpening the old one.
The simple single-point cutting tool used in turning is machined or sharpened using a pedestal or hand-held grinder on a table, while multi-point cutting tools such as drilling tools and reamers are processed on some complex grinding machines such as the milling cutter and universal machine.
Thread grinding machines
This is a type of special grinding machine with a special grinding wheel. This machine is almost similar to the cylindrical grinding machine, but has a very precise lead screw for precise pitch of the threaded part.
Electrical circuit diagram of the machine 3B161
Electrical diagram of the 3B161 cylindrical grinding machine
The machines are equipped with seven electric drives: grinding wheel, hydraulic pump, cooling pump, grinding head spindle bearing lubrication pump, bed guide lubrication pump, magnetic separator and workpiece.
All electric drives, except for the product drive, have three-phase asynchronous electric motors with a squirrel-cage rotor. The electric drive of the product has a DC electric motor with a parallel field winding, which receives power from a block of magnetic amplifiers and rectifiers.
The speed of the electric motor driving the product can be steplessly adjusted from 250 to 2500 rpm.
The machines are equipped with local lighting from a reduced voltage of 36 V.
A voltage of 127 V is provided for control circuits.
The local lighting and control circuits are powered through a step-down transformer.
The machines are produced for power supply from a three-phase alternating current network with a voltage of 380 V, 50 Hz.
By agreement with the manufacturer, machines can be manufactured for other supply voltages, local lighting and control circuits.
The control station is attached to the machine bed.
Description of the electrical circuit diagram of the 3B161 machine
To start the machine, you must turn on the automatic switch AB (Fig. 1) and operate the CNG button. In this case, the electric motors of the pumps will turn on: hydraulics G, lubrication of the spindle bearings of the grinding headstock C, lubrication of the frame guides 1C.
After making sure that there is oil circulation in two transparent caps located on the cover of the grinding headstock housing, by pressing the KPSh button, we turn on the electric motor of the grinding wheel Ш.
Turning on and off the electric motor of the product I can be done either manually by acting on the KPI (1KPI), KSI (1KSI) buttons, respectively, or automatically by quickly approaching (turning on) and retracting (turning off) the grinding head.
In the first case, the VI switch must be installed in a position in which contacts 45-47 are closed, in the second case - in a position in which contacts 45-55 are closed.
The switching on and off of the electric motor of the product when the grinding head is supplied and removed occurs as a result of the CI microswitch being pressed and released accordingly.
Stopping the electric motor and the product occurs in dynamic braking mode.
Turning on and off the electric motor N of the cooling pump during grinding occurs simultaneously with the electric motor of the product I, when dressing - simultaneously with the electric motor of the grinding wheel Ш.
This is achieved using the BH switch, which when grinding is set to the “grinding” position - contacts 41-49 are closed, and when editing - contacts 37-41 are closed to the “editing” position.
All electric motors are turned off by pressing the KS button.
The local lighting is switched on and off using the VO switch.
The installation diagram is shown in Fig. 2, layout of electrical equipment on the machine - in Fig. 3, symbolic images on control panels - in Fig. 4, and the diagram of the grounding route in Fig. 5.
Electrical equipment protection
Protection of the electrical equipment of the machine from short circuits is carried out by automatic switches AB, PG, PN and fuse links PI, PU, PO, and protection of electric motors Ш, Г, И from overload is provided by thermal relays RTSh, RTG, RTI.
Thermal relays have manual reset.
Protection of the electric motor from runaway in the event of a field failure is provided by the ROP relay.
Do-it-yourself sheet bender
In order not to spend money on a purchased model, you can assemble a sheet metal bending machine with your own hands. Initially, you need to calculate the dimensions, draw a drawing, prepare consumables and tools.
Do-it-yourself sheet bender
Preparation and equipment
To make a design with your own hands, you need to prepare:
- metal channels;
- corners, depending on the length of the working part;
- door hinges;
- fittings or small diameter pipes for making handles;
- metal sheet, rods to create a frame;
- wooden beam.
Tools you need are a grinder, a welding machine, and a metal brush.
Assembly steps
When making a homemade machine for bending sheet metal with your own hands, you need:
- Draw a design drawing. Indicate dimensions and moving elements.
- Make a frame with stable legs from channels and metal rods. Fasten a sheet of metal to the workbench. Everything is held together with a welding machine. The seams are cleaned with a brush and coated with an anti-corrosion compound.
- Fasten the corners parallel to each other. Connect them with loops. This is a movable element that needs to be fixed to the desktop.
- On one of the corners you need to weld tubes that will act as handles.
Bending machines are used to bend metal sheets at different angles. In order not to buy expensive equipment, you can assemble it yourself. To do this, you need to calculate the dimensions of the sheet bending machine, prepare materials, and carry out assembly.
Do-it-yourself sheet bender. Professional
Application area
Cylindrical grinding machines are used for external processing of cylindrical and conical parts made of ferrous and non-ferrous metals using the method of longitudinal, plunge and depth grinding in conditions of single, serial and mass production in the field of metallurgy and mechanical engineering at production sites in the workshops of enterprises. Also, the mentioned equipment can often be found in laboratories and research departments of factories and factories. Compact cylindrical grinding machines are actively used in repair shops, vehicle service stations, and garages. In addition, the units are used in workshops of vocational educational institutions that train machine tool specialists.
Features of cylindrical grinding machines
The equipment design includes the following elements:
- bed;
- upper and lower tables;
- device for internal grinding;
- quill;
- fastenings for grinding wheels;
- headstock;
- electrical cabinet;
- mechanism for straightening the abrasive wheel;
- Remote Control.
We offer to buy a cylindrical grinding machine, which makes it possible to process any metal surface with high precision. It is noteworthy that the work tables of these units can be equipped with additional stiffening ribs to increase strength and make it possible to work with large parts that exhibit significant mass. Hydraulic workpiece feeding systems ensure cyclic processing of parts with minimal time.
In our company's catalog you can buy a cylindrical grinding machine with sliding guides, which are covered with special covers to prevent contamination. Tables move along them, driven by a manual mechanism or a hydraulic system. The presence of a folding indicator device on the front of the high-strength frame allows you to control table movements with high accuracy. Segmental self-aligning bearings on which the spindle of the grinding headstock is mounted provide rigidity of support and increased rotational accuracy.
, which supplies customers from Russia and neighboring countries with equipment for processing metal parts, gives customers the opportunity to buy a cylindrical grinding machine with an electric locking of the grinding head motor, which protects the equipment from overloads. It is also noteworthy that the inclined working surface of the unit helps to move the tailstock and headstock without losing alignment. Grinding wheels of various grain sizes and hardness are used as tools for abrasive processing of parts. To straighten them, special devices with carbide discs are used.
Advantages of cylindrical grinding machines
We advise visitors to buy a cylindrical grinding machine that demonstrates advantages such as:
- safety in use, subject to all rules for working with equipment;
- automatic lubrication system for spindle heads, reducing wear and increasing the service life of spindles;
- a system that makes it possible to regulate the speed of longitudinal transmission without jerking;
- accelerated approach and retraction of the grinding wheel to save time and increase productivity;
- high reliability in use due to the impeccable quality of components from which industrial cylindrical grinding machines are assembled;
- the presence of an effective cooling system that allows reducing the temperature of the grinding wheel during rotation and extending its service life;
- hydraulic or manual (mechanical) high-precision movement of work tables and spindle heads;
- stability of the shape of the working area during load fluctuations;
- devices that ensure quick removal of flanges and, if necessary, replacement;
- the presence of splash guards that prevent liquid contaminated with metal particles from entering the operator’s clothing;
- the possibility of installing magnetic separators or paper filters for the grinding wheel cooling system;
- reliable and durable electric motors that consume moderate electricity;
- stable processing quality;
- maintainability and the ability to replace components.
Device and design features
The design of cylindrical grinding machines depends on the working materials and quality requirements for the finished products. The following accuracy classes of devices are distinguished:
- increased accuracy;
- high precision;
- especially high precision.
Let's consider the design features of various devices and the most common layout options.
Working nodes
Regardless of the type of design, the main elements of cylindrical grinding machines are:
- bed;
- Desktop;
- grinding and headstock;
- control mechanisms.
The drive to the spindle is mounted in the headstock, and the drive to the wheel is mounted in the grinding headstock.
The main element of the control mechanism is the push-button station. Flywheels are responsible for manual movement of the work table and spindle head, which are controlled using the following handles and stops:
- fast feed of the headstock;
- moving the quill;
- adjustable desktop speed;
- disabling automatic table movement and reverse.
In addition to the above components and parts, the following elements play an important role:
- Grinding headstock. Differs in rigidity of a design. Depending on the layout of the machine, it can be a fixed or movable element. It contains a spindle mounted on hydrodynamic or other supports.
- Balancing mechanism. Reduces oscillatory processes during the working cycle. There are models with both manual and automatic machine balancing.
- Working tool editing mechanism. Adjusts the shape of the contact tool and maintains its functionality.
- Feeding unit. Responsible for moving the grinding wheel.
- Tailstock. It is one of the design elements of machines for which the working location of the workpiece is installation in the centers.
- Lunettes. Special supports for working with long parts.
Possible layout options
The most common ways to configure cylindrical grinding machines are:
- cartridge;
- center;
- centerless.
An important factor is the presence of a second table. In centerless models, the shoe is a fixed element.
Fixed knife models have found their application on automatic assembly lines. They are valued for their high quality characteristics, because this arrangement ensures the stability of the workpiece axis, regardless of the condition of the machine’s grinding tool. The design of such equipment is characterized by high technological complexity due to the movable headstock and the mechanism for its movement.
Information about the manufacturer of the semi-automatic cylindrical grinding machine 3B161
Manufacturer of the semi-automatic cylindrical grinding machine 3B161 - Kharkov Machine Tool Plant (currently JSC Kharkov Machine Tool Plant)
The plant was founded on January 29, 1936 and specializes in the production of universal and special cylindrical grinding machines
Differences between machines models 3A151, 3A161, 3B151, 3B161
The 3A151 and 3A161 machines have a hydraulic plunge-in mechanism with a semi-automatic operating cycle and are designed for both plunge-cut and longitudinal grinding, and are designed primarily for operation in serial and mass production conditions, but can also be used in individual production.
Machines models 3A151 and 3A161 are recommended for plunge-cut and longitudinal grinding of small, medium and large batches of identical parts with a diameter of 10 to 40 mm. To do this, they must be configured for longitudinal grinding with automatic transverse feed or for plunge grinding to the stop with a semi-automatic operating cycle. If there is an active control device (it is supplied with machines on special order and at an additional cost), the grinding cycle is controlled automatically depending on the actual size of the product.
The following types of processing can be performed on machines models 3A151 and 3A161:
- longitudinal and plunge grinding with manual control;
- longitudinal grinding with automatic transverse feed, carried out when the table is reversed;
- Plunge grinding to the stop in a semi-automatic operating cycle.
On the machines of these models, it is possible to install active control devices, which are supplied with them on special order and for an additional fee.
Machines models 3B151 and 3B161 do not have a hydraulic plunge mechanism. They are designed mainly for longitudinal grinding and are equipped with an automatic transverse feed mechanism, which occurs when the table is reversed. They can also be used for plunge-cut and longitudinal grinding with manual transverse feed.
Machines of models 3B151 and 3B161 are designed to work in conditions of serial and single production.
Machines models 3A161 and 3B161 have a larger working space (Ø 280 x 1000 mm) compared to models 3A151 and 3B151 (Ø 200 x 700 mm).
Key Features
There are quite a few different designs of cylindrical grinding machines that allow processing of cylindrical and conical surfaces. The version with a 3M151 grinding head is used quite often; the passport indicates all the important technical characteristics, and the diagram also indicates important points about the location of structural elements.
Cylindrical grinding machine model 3M151 is used for processing the outer cylindrical surface. Shaft-type products are often processed on the 3M151 machine. In this case, conical workpieces can also be processed while the grinding headstock is displaced. The machine passport contains information about how conical the surface can be. It is worth noting that the cylindrical grinding machine model 3M151 has increased accuracy. When using it, you can carry out the following types of work:
- The design scheme makes it possible to carry out longitudinal and transverse grinding using manual feed. the passport indicates the maximum longitudinal and transverse manual feed;
- model 3m151 can be used for plunge-cut and longitudinal grinding in a semi-automatic operating cycle;
- Some versions have a system for entering a workpiece processing program; the work is carried out automatically.
Production of the 3M151 model began in the last millennium. Information from the passport and diagram determines the possibility of using the 3M151 model in small-scale, serial and large-scale production. Over many years of using the equipment, it was noted that the installed grinding head allows metal to be removed from a conical surface with great accuracy.
Types of grinding
Grinding using a cylindrical grinding machine can be carried out by three main methods - plunging, shoulder processing, longitudinal working stroke. Each of the techniques has several additional modifications, so there are many more actual processing scenarios.
Basic processing techniques
- Longitudinal grinding. The workpiece is installed in special grooves, which perform rotational movements during operation. The grooves move at low speed along (the speed is adjusted manually or using CNC). This leads to two effects during operation - the part not only rotates, but also moves along its axis. The polishing wheel is also turned on to perform the grinding. Due to the longitudinal stroke, the part is processed over its entire area, which simplifies its processing. The optimal depth is 0.05-0.1 mm.
- Longitudinal depth grinding. This method repeats the previous technology with one small difference - during operation the depth is from 0.1 to 0.4 millimeters. This allows you not only to clean the surface, but also to cut off the unnecessary layer of metal from the workpiece. Deep processing speeds up cleaning, but it is not suitable for working with soft metal alloys (brass, bronze, aluminum and others).
- Double longitudinal grinding. Two processing disks are installed on the machine equipment, and the processing itself is performed using the longitudinal stroke method. The first disc has a larger grain compared to the second. A small spacer can be installed between the discs to simplify the processing procedure. The meaning of such a system is this: the part is cleaned on the first disk, where the unnecessary layer of metal is cut off. Then it goes to the second disk, where it is polished and final cleaned.
- Plunge grinding. The metal workpiece is mounted in grooves that perform rotational movements during operation. The grooves are static (that is, the part does not make longitudinal movements). For processing, a wide wheel-disc is used, which is much longer than the workpiece itself. Grinding is performed as follows: the part is brought to a rotating wheel, which leads to grinding of the workpiece along its entire length. The technology is suitable for processing shaped or identical parts and solid sheets that do not have small recesses or recesses.
- Shoulder grinding. The technique is a combination of longitudinal and plunge grinding technologies. Shoulder grinding is used to grind long, rough parts that are difficult to process using only one of the standard grinding technologies. The mechanics of the process look like this. The part is mounted in special recesses that rotate it and move it horizontally. For the processing itself, one or more grinding discs are used. During penetration, one of the sections of the part is processed using the plunge-cut grinding method. Then a longitudinal stroke is performed, which makes it possible to process another part of the workpiece. If necessary, stop the machine and replace the abrasive disc (when working with grooves, recesses, holes).
Rough and fine grinding
During rough grinding, a layer of a certain thickness is cut off from the metal surface. The main purpose of roughing is to reduce the size of the part (in an individual fragment or over the entire area).
During finishing processing, polishing is performed, as well as the removal of defects (burrs, cracks, sharp corners). Rough and finishing grinding can be performed on different or on the same machine.
A universal cylindrical grinding machine performs double grinding - the first disc removes excess metal, and the second layer performs final polishing.