What is a weld seam
To begin with, let’s define the concepts of “welding seam” and “welding joint”, because some sources consider them to be one and the same thing, others separate the formulations.
The shortest definition: a weld is a permanent connection by welding.
The second option reveals the physics of the welding process as such: a weld is a section in which two or more parts are connected as a result of crystallization or deformation of a substance, or one and the other together. One way or another, it is more logical to take welding seams and joints as one and the same process.
One of the oldest and most famous standards among specialists is “GOST 5264 – 80 Manual arc welding. Welded connections." This GOST was put into effect back in 1981, it still copes with its tasks perfectly: the main types of welds, their sizes, structural elements and instructions on how to correctly lay a weld are clearly listed. An excellent example of a document that does not need adjustments over time.
Trajectory of movement
It seems that this parameter is not at all significant. But, as many years of practice have shown, the formation of a weld is largely determined by the trajectory of the electrode. But in any case, oscillatory movements must be performed. The reason for this requirement is obvious: it is simply impossible to “glue” two blanks into one in any other way.
The configuration of oscillatory movements can be completely different: similar to figure eights, with angles differing in degrees - acute (sharp) or smooth (blunt) - and other shapes. A weld can be called high quality if its smooth edges are combined with its pleasant appearance. In addition, the width of the overlap must be identical to its height. And, of course, in the absence of defects, the most critical of which are the following:
- the area at the end point of the roller that is not covered or welded is a crater;
- a groove in the metal along the entire seam - an undercut;
- a discontinuity formed due to the inability of the molten metal to fill the voids of the weld - lack of penetration.
Types of welding seams
Types of welding joints.
Like welding methods, types of welding seams fall under a strict classification according to different criteria:
- The method of connecting parts;
- Position during welding;
- Seam length;
- Location of the force acting on the seam.
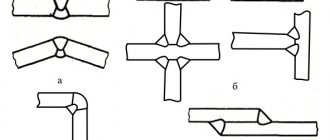
The most popular and important types of seams are grouped according to the method of joining parts:
- Butt.
- Angular.
- T-bars.
- Overlapping.
Important! Whatever type of weld seam you choose, you need to remember and follow one simple rule: no rust on the metal! Pre-treatment with a file or sandpaper is mandatory, the issue is no longer discussed.
Butt seams
Classification of electrodes for welding.
Types of welded joints include both very popular methods and rare ones. Butt methods can be considered highly popular: they are used when welding sheet metal or pipe ends. The fundamental requirement for the butt method is rigid fixation of the parts to be joined with a gap of 1 - 2 mm, which is filled with metal during the welding process.
The most important “butt” issue is the edges of the parts that will melt and join. Or rather, the way to process these edges. The butt connection is considered one of the most reliable and economical in terms of strength. This is especially true when cooking on both sides. Preliminary preparation of the edges is an important component of a high-quality seam. All 32 types of butt joints with edge processing options are set out in the GOST 5264-80 standard.
Here are some examples:
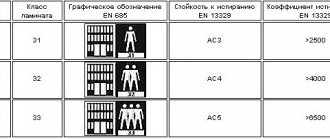
- If the metal sheet is thin - less than 4 mm, no pre-treatment is required; this is a family with symbols C1, C2, C3.
- If the sheet thickness is between 4 and 12 mm, the seam can be welded on both one and both sides. But in this case, edge processing by stripping is necessary. It all depends on the requirements for welding quality. If you choose to weld on one side, you will have to make multiple passes to fill the seam. If high quality is required, you need to peel and cook on both sides. Strippings come in the form of V or U. There are many options, all are listed in GOST, for example, symbols C28, C42.
- If the metal sheet is thicker than 12 mm, only double seams are used with edge processing on both sides in the form of the letter X. V or U shapes for stripping edges with large thicknesses are unprofitable: too much metal will be required to fill them. And this reduces the speed of the process and increases the consumption of electrodes. Symbols C27, C39, C40.
There is no need to outline in this review all the possible methods of welding metals using the arc method, depending on the thickness of the sheets and methods of processing the edges; no one will do this better than GOST 5264-80. Therefore, the best decision would be to refer to it and recommend this excellent example of technical instructions for careful study.
In short, according to GOST, the joint family is divided into:
- Single-sided and double-sided without edge treatment;
- With processing of one of the edges;
- With processing of both edges;
- Sawing in the form of a V or X;
- With double-sided processing of both edges.
T-joints
The T-type method is cut into the shape of the letter “T”: the end of one part is welded to the side surface of another part. Most often, the elements are located perpendicular to each other. GOST 5264-80 describes 9 T-type types: T1 to T9. For a high-quality T-joint, deep melting is required, which is performed using automatic welding. If welding is done by hand, careful processing of the edges is required.
An interesting feature of deep fusion T-welds: they are stronger than the base metal. The strength of fillet welds (see below about them), on the contrary, is less than the base metal. These kinds of differences must not only be taken into account, but calculations must be made in advance. The concept of “calculation of welded joints” is included in a special section of technical mechanics, which is studied at engineering faculties.
These strength-of-materials tasks take into account the main features and disadvantages of welding joints: uneven strength, uneven heating and cooling processes, as a result, possible warping, residual stress or hidden defects.
Corner connections
Scheme for creating a vertical seam.
In some sources, fillet welds during welding are described as part of T-welds. They are as easy to describe as T-bars: the corner profile resembles the letter “G”, and in GOST 5264-80 they are designated with the initial letter “U”: from U1 to U10.
Despite the apparent simplicity of welding a corner joint, sometimes difficulties arise: metal flows from a corner or vertical surface onto a horizontal one. The solution to this problem is to control the movement of the electrode in order to maintain the correct angles of inclination and so that this movement is smooth. In this case, you will receive a high-quality, evenly filled seam.
An excellent way of high-quality corner welding is the method called “boat welding”: the parts are located at right angles to each other, the length of the seams is 8 mm or more.
If welding corner joints involves sheets of metal of different thicknesses - thin and thick - the electrode should be located at an angle of 60 degrees to the thicker part so that more heating is applied to it. Then the thin metal will not burn out.
Welding fillet welds requires compliance with the rules of the geometry of welding joints.
The main geometric criteria are as follows:
- Width - the gap between the edges of the fusion of metals;
- Curvature – the gap at the point of maximum concavity;
- Convexity – the gap at the point of maximum convexity;
- The root of the joint is the edge farthest from the profile (the actual wrong side)
Welding a fillet weld will be most optimal with a concave level shape. This is explained by the risk of incomplete welding of root fillet welds to the full thickness. When it comes to choosing the most durable option possible, there are many different factors to keep in mind.
Main types of welds.
Basic standards of electric welding for the size of the seam:
- Arc voltage;
- Pace of work;
- Wire cross-section size;
- Magnitude, density, polarity of voltage.
For example, as the current increases, the penetration depth increases (the size does not change). But at a time when the arc intensifies, the seam expands and, as a result, the depth of penetration decreases.
If the cross-sectional size of the welded wire decreases, the current in the wire increases, the penetration depth increases, and the seam itself decreases in size. There are many examples of the optimal combination of welding factors. All types of welded joints contain the main requirement - not to violate the execution technology, plan in advance and calculate the values of all input parameters.
Overlapping seams
Overlap joints: surfaces are parallel to each other, partially overlap each other, welded in a corner manner. These are the easiest stitches to make - a great start for beginners.
Lap joint - diagram.
All types of overlap welds have a strict limitation on the thickness of the sheet metal - it should be no more than 8 mm. Here it is important to find the correct angle of inclination of the electrode - the range is from 15 to 45 degrees. In GOST, overlap joints are conventionally designated as H1 and H2.
When working with two workpieces, one-sided turned welding is often used, which has a serious drawback: gaps form between the parts. Moisture and corrosion become the main enemies with this method. The result of this kind of defect is described in one word - fragility.
However, lap joints have a very wide range of applications, here are a few examples:
- Installation of lightweight structures such as pavilions or stalls;
- Installation of billboards and other structures;
- Assembly of awnings and awnings.
Fixation
Before you begin welding, you need to securely fix the joint being created. This will prevent any shift during the process itself. This is usually implemented using the so-called. potholders. This term refers to small welds that are made where the main seam will lie, but in a transverse direction relative to it and having a cross-section not exceeding half of its width.
Each tack should not be longer than 2.0 cm. Such large elements are allowed only when pipelines are welded. The length of the seam affects the distance of adjacent tacks from one another. The value of this indicator varies within 10.0 cm...80.0 cm. If the seam is short, spot welding can be done along the edges.
Tacks are created in 1 pass. Thanks to their presence, the structure gains additional rigidity. This point is very important for large objects.
Permanent tacks remain after welding is completed, while temporary ones are removed. The place where they are performed is the reverse side of the part. The formation of tacks should be carried out on previously cleaned surfaces.
Compare, evaluate
Of the above options, butt welding is considered the most reliable and economical. In terms of current loads, they are almost equal to whole elements that were not welded, in other words, to the base material. Naturally, such strength is achieved only with adequate quality of work.
At the same time, it must be remembered that the reliability and efficiency of the method does not mean that it is easy to implement. Requirements for edge processing, adjustment of many factors to the conditions of a specific welding, certain restrictions in application due to the shape - all this requires strict professional discipline.
Welding butt seams.
T-joints (including corner ones) are also quite popular. They are especially often used when welding massive structures.
The simplest ones to perform are overlapping joints. They do not require edge processing, and general preparation is also much simpler. Very popular in welding sheets of small thickness (thickness up to 60 mm is allowed). Simplicity does not mean efficiency: excessive consumption of deposited and base metals is a common situation for such options.
Seams according to position in space
The next classification criterion is the position of surfaces in space. There are four such provisions:
- Bottom seams
- Horizontal
- Vertical
- Ceiling
If it were possible to choose, experienced craftsmen would choose welding in the lower position. This is the most convenient method, and the weld pool is better controlled. A suitable method for debut works of beginners - there are practically no difficulties here. But the other three spatial options are associated with technical nuances and special requirements for execution.
When welding in a horizontal position, the main problem is gravity - because of it, the metal simply slides down. Such compounds can be cooked both from right to left and from left to right, as is convenient for you. But the rule for using an electrode is the same for everyone: its angle of inclination must be large enough. Of course, when selecting an angle, you need to take into account the current parameters and the speed of movement, everything is interconnected.
Choose, try, the main thing is that the bathtub does not tend to fall down. If the metal still drains, you need to reduce its heating - this can be done by increasing the speed of movement. The second option is to periodically tear off the arc so that the metal cools at least a little. The arc lift method is more suitable for beginners
Classification of seams by position in space.
In vertical connections, the same problem is the force of gravity, but here it is not the entire bath that tends down, but drops of metal. Usually in such cases they take a shorter arc. The seam can be welded in any direction. In the Welding Certification Regulations RD 03-495-02, these options are designated as “welding position B1” - vertical from bottom to top (this method is more convenient). “Welding position B2” is vertical from top to bottom, it is used less often, since strict control of the weld pool is required here.
The ceiling connection is the most difficult in the subgroup, which will require real skill. There are no other options in the position of the electrode - keep it only at a right angle to the ceiling. Make the arc shorter, the speed of the circular motion should be constant. In this case, the release of gases and slags is difficult, and it is difficult to keep the melt from flowing down. Even if the craftsmanship is at the proper level, and all technological requirements are met correctly, the ceiling method is inferior in strength and overall quality to welding seams in all other positions.
How the electrode is tilted
The division of welds into types is carried out according to a number of basic criteria. The formation of the seam itself depends on the following factors: location in space, speed of movement and trajectory of movement of the electrode (its other generally accepted name is consumables). Today there are many types of welded joints. They must be considered taking into account all the nuances of the process.
Getting started - pre-setting the operating current and connection polarity. Each master has his own, so to speak, style of welding, a feature of which is, among other things, the inclination of the electrode. Professionals are of the following opinion:
- the optimal angle of location of the consumable material in relation to the surface of the object being welded is 70°;
- if we take the vertical axis as a basis, then an angle of approximately 20° is formed relative to it.
There are cases where welding must be carried out in an area with limited access due to lack of space. Then an option with a strictly perpendicular arrangement of electrodes is suitable.
Consumables can be moved towards you or in the opposite direction. This freedom of action comes in very handy. This concerns, first of all, the required level of edge heating:
- if you don’t need to heat them up too much, you should move the electrode “away from you”;
- to ensure strong heating of the edges, the consumable material moves in the opposite direction, that is, “towards itself”.
We cook pipelines, special requirements
Only experienced, certified and highly qualified craftsmen are allowed to work with industrial pipelines.
Pipe connections belong to the vertical method with all the “vertical” nuances. The peculiarity lies in the angle at which the electrode is held, this is an angle of 45 degrees. The width of the pipe seam can reach 4 cm, it depends on the thickness of the pipe itself. There are separate standards for this type of welding, for example, GOST 16037-80 describes the dimensions of seams for various connections of pipeline structures.
Defects and sewing defects
The most common defect in a beginner’s work is a crooked seam with uneven filling. This picture is the result of uneven guidance of the electrode; it literally dances in the hands of the young master. Here you will need perseverance and work: with experience, all this passes without a trace. The second most common mistake is the incorrect choice of current strength or arc length, which leaves “undercuts” or uneven filling. With some defects, aesthetics suffer more, with others - strength.
Lack of penetration - insufficient filling of the joint of parts with metal. It needs to be corrected, since we are talking about the strength of the connection.
In what cases does lack of penetration appear:
- Poor quality processing (or lack thereof) of surface edges;
- The current is too weak;
- Electrode movement too fast.
An undercut is an unnecessary groove along a seam. The diagnosis is simple: choosing an arc that is too long. The treatment is also clear: either a shorter arc, or a higher current intensity.
Examples of electrode movement patterns.
A burn-through is a banal hole in a seam for the following reasons:
- Wide gap between edges;
- The current is too high;
- Low electrode speed
And here we are looking for the optimal ratio of three components: current, gap width, electrode movement.
Pores and nodules are multiple small holes. This is a critical defect that affects the strength of the connection.
Causes:
- Dirt and rust on metal;
- Oxygen reaching the molten metal (in a draft);
- Poor quality edge processing;
- Low quality electrodes;
- Use of filler wires;
Cracks are serious violations of the integrity of the seams. They appear after the metal has cooled and are essentially harbingers of the destruction of the seam itself. In this case, only new welding or complete removal of the old seam and re-applying a new one will save.
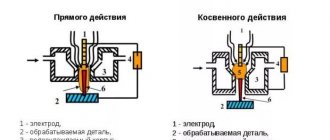
Electric arc
An electric arc is the space that exists between the surface and the electrode at the moment of maximum heating. It should be enough to cause an electrical discharge. The first thing welders learn to do in practice is control it. There are 3 arc gaps during welding:
- Short (0.1-0.15 cm). The main difference between this arc is that the metal does not heat up well across its width. A small depression is formed at the edges of the seam, which indicates poor quality.
- Long (0.35 – 0.6 cm). The arc periodically goes out, which also indicates insufficient heating. The result is also a marriage.
- Normal (0.2-0.3 cm). An option suitable for a welder who is just learning to work with the machine.
It is important to remember that its tension depends on the length of the arc, and also with its help the correct or incorrect structure of the seam is established.
Normal arc Source atl-met.ru
Some tips for welding various joints
Is it possible for a beginner to learn how to apply high-quality sutures on his own? Yes, without a doubt. Some sources use the word “with ease.” It’s better not to promise ease, because welding has never been an easy or safe process. But it is quite possible to determine consistent and feasible steps on your own. The principle is from simple to complex. Of course, all the main types of welding joints have their own secrets and subtleties that need to be mastered.
For beginners, electric arc welding is best suited. The best option is to start studying under the supervision of an experienced mentor. But if this is not possible, there are a huge number of videos on the Internet showing all the actions and detailed explanations for them.
Single-pass and multi-pass seams.
The main initial stage is the competent preparation of the necessary equipment.
Here's what you need to prepare for electric arc welding:
- Welding equipment (various types);
- Electrodes with the correct diameter (extremely important!)
- Hammer for cleaning the cooled seam;
- Metal brush for the same cleaning of the welded area
- Mask, special light filter.
The requirements for clothing are simple: it must be thick, with long sleeves and gloves. A rectifier with a transformer will come in handy (especially if the equipment is old).
https://www.youtube.com/watch?v=AoRkP_DqEKs
Bottom line
The main types of welded joints are placed within the framework of a precise and clear classification with symbols and a detailed description of technological features and tips. One of the most popular standards is GOST 5264-80, which describes almost all types of welding seams.
You can learn welding on your own according to the principle “from simple to complex.” A “simple” starting point for execution is to take overlapping seams. You can finish with aerobatic work - welding with ceiling-mounted surfaces. We wish you pure metal, good orders and a working mood.