What difficulties arise in the process of bending a profile pipe?
A flexible profile pipe means that it is partially or completely bent. As you know, corrugated pipes have a high degree of strength , so they can only be bent under pressure or when the area being bent is heated. During the process, two forces act on the part:
- compression - inside;
- extensions - outside.
It is precisely the opposite direction of these forces that makes the work difficult when rounding the pipe:
- In different places the corrugated pipe may react differently to bending, which will lead to loss of alignment, that is, individual sections of the workpiece will be located on different surfaces.
- The pipe is not always able to withstand the stretching process and may become wrinkled or burst. More often, such moments occur when bending is done incorrectly.
- The product may have folds that resemble corrugation.
- The degree of strength decreases when overheated, the structure is disrupted.
- The side walls are crushed - this happens when there is excessive pressure when the workpiece passes through the bending structure.
To avoid these problems, you should take into account the material of the pipes and their size: wall thickness, diameter, bend angle.
Alternative bending methods
In order for radial bending of profile pipes to bring the desired results, it is necessary to take into account factors such as:
- plasticity of facing material (tin, plastic, monolithic and cellular polycarbonate);
- cross-sectional shape and wall thickness - square products withstand deformation better;
- elasticity of the metal - when cold forming, the workpieces need to be deformed 10-15% more than the required radius.
The following alternative methods for bending rectangular pipes exist:
- Forging. Bending is done by methodically striking the workpiece with a heavy hammer. An anvil is pre-made, the top of which has a rounded shape. The workpiece is rigidly attached with clamps to the base of the anvil. After this, blows are applied to the profile. Care should be taken as Excessive force may cause the product to flatten. It is more convenient to work with segments no longer than 1 m.
- According to the pattern. The basis for placing the part can be a concrete, asphalt or tiled area. The outline of the arc is drawn on it, after which reinforcing pins or thin steel pipes are driven into the ground. The part is fixed to the first pin. As bending progresses, welding is carried out with pins. When the elastic force weakens, the arch is cut off from the pins with a grinder.
- Rental under pressure. To create pressure, a vehicle with side-mounted wheels and without wings is used. The lath is placed in a pre-prepared groove made of steel or concrete. After this, the wheel is methodically rolled along the profile. Axial alignment is controlled manually or by metal guides.
To reduce the likelihood of deformation of the walls of the product, you can insert a thin and long steel spring into it. When heating is used, do not cool hot steel with water. This may cause it to crack or burst. It's better to use working out. When using muscular force, it is recommended to attach a long and strong lever to the free end of the link. This way you can achieve your desired goal with less effort.
How do the shape and technical characteristics of a professional pipe influence the choice of bending method?
Profile pipes are not round, they are rectangular, oval or square . To make greenhouses near a country house, it is recommended to take square or rectangular models; they have flat walls and are easier to attach the covering to.
The range of profiles is huge. They have different geometric parameters. The main ones include cross-sectional size and wall thickness. Plasticity is important; the possible bending radius depends on this indicator. It is worth noting that the ductility of a heated profile pipe increases, making it easier to bend.
There are two technological methods:
- “cold” - without exposure to temperature;
- “hot”—the area is preheated.
In addition, a pipeline made of low-ligation and carbon material has increased elasticity, and it can “spring back” when bent, so it is not used for the manufacture of greenhouses. Profile pipes with a diameter of 2 mm are not recommended, since they have a low strength index at the bend.
There are no strict standards for choosing a bending technique for square pipes, only for oval ones. According to these standards, “hot” technology is applied to pipelines from 100 mm, but these standards do not apply to profile products.
Professionals suggest using the “cold” method for pipe-rolling material with a diameter of less than 10 mm, and bending it under heat for those from 40 mm and above.
It is recommended to carry out test bending at home - one end of the corrugated pipe should be clamped in a vice, and a larger diameter tube should be placed on the other. This “shoulder” needs to be tightened by bending the workpiece - it bends easily, then you don’t have to carry out heating. Which of these ways to bend a corrugated pipe at home is up to you to decide.
Bending methods according to the type of pipe material, for:
- rolled metal - welded, trimmed with a grinder;
- steel - with heating;
- plastic or aluminum - any option, since the material is soft.
Square rolled metal differs in cross-sectional index and wall size. These factors influence the bend angle.
There are a lot of engineering nuances in the matter. But you don’t need to know them all for homework. It is only important to pay attention to the following aspects.
- Thin products with a cross-section of up to 20 mm without a pipe bender must be bent in an area that is 2.5 times longer than the height of the pipe itself.
- Thick rolled metal can be bent in a zone that is three times longer than the section. If this point is ignored, the metal will crack from the outside or deform from the inside.
- Bending a square pipe is dangerous in one respect: the occurrence of a fracture at the site of the operation, as a result of which the part is sent to final scrap.
- The limiting condition is the following ratio - the minimum radius should not be less than two and a half sizes along the bend cross-section. For example, for a product with a thickness of 40 mm, the minimum internal radius will be 40 x 2.5 = 100 mm.
Before bending a steel profile pipe, you should remember one more rule.
After exposure, the product strives to return to its original shape. For this reason, it is better to bend a little more than is necessary according to the diagram. If you bend the workpiece a little more, then in the end the rounding will turn out as required by the diagram.
All these conventions must be taken into account before starting work, otherwise focusing on a high-quality result is useless.
Heated
Material that is not amenable to the cold process must be heated at high temperatures. The pipe is first filled with sand to ensure uniform bending and quality of work. You will definitely need canvas mittens. Trimmings (logs) will be needed for a pyramid-shaped plug, ten times longer than the base. The base area of the plug itself should be twice the size of the hole it will cover. Try on how the plugs fit, then make longitudinal grooves on one of them, on each side. On the future bend you need to anneal the workpiece.
Prepare a filler from construction medium-grained sand (it must be thoroughly sifted several times through a sieve with cells of different diameters, first 2 mm, then 0.7 mm). Next, the filler must be heated at a temperature of 150 degrees Celsius. Plug one end of the pipe with a plug, and place a funnel on the other. The workpiece must be installed perpendicular to the ground, or at an angle, it all depends on the size. And fill it with sand through a funnel. To make it compact, tap the pipe with a mallet. A hollow sound means full.
Then close the second plug with the end of the pipe through which the sand was poured. Secure the product in a pipe clamp or vice. The welded joint should be on the side. Very carefully give the required shape to the pipe. In one step, bend it not sharply, but always in a vertical or only horizontal position. Everything worked out. The plugs can be knocked out (burnt out) and the sand poured out, the material for the greenhouse frame is ready!
Is it possible to bend a profile pipe without a pipe bender?
The appearance of welded profiled types of rolled products in the middle of the last century prompted many craftsmen to come up with a variety of ideas for its use. At the same time, many people have a question: how to bend a profile pipe at home without a pipe bender?
The special properties set this semi-finished product apart from conventional rolled metal (rolled angles, channels, T-beams and I-beams, rails), although they have been the basis for the creation of metal frames for a long time. The welded rectangular structure turned out to be much lighter with the same strength.
When making different structures, workpieces often have to be bent. Depending on the design features, it becomes necessary to bend along a radius or without them. In each case, its own technology for executing the process is developed.
Greenhouses using profile designs
The greenhouse frame made of aluminum profile with a multi-pitched roof is a strong, reliable, lightweight structure.
Elements made from profiles are used in many types of modern greenhouses. The multi-pitched roof of the octagonal greenhouse has a durable structure. The material for the frame in this case will be an aluminum profile.
The profile can be forged, shaped, rolled. It rolls up into coils. Aluminum profiles can be processed mechanically: twisted, drilled, cut out. Structures made from this type of profile can be connected with synthetic resins or secured with rivets and bolts.
The profile can be shaped, full, intended for the manufacture of frames for greenhouses and greenhouses, racks, shelving. The shaped profile can be bent, drilled, cut, so that it can be used in the manufacture of the structure.
Types of greenhouses.
The aluminum profile frame is lightweight, durable, requires minimal maintenance, and can be strengthened with your own hands.
The greenhouse has a long service life (20-25 years). A significant disadvantage of a greenhouse is that it is too expensive to build with your own hands.
The leading position on the market is occupied by greenhouses made of galvanized profiles. Products made from it are durable, comfortable, and cheap.
Bending pipes without radius
When creating a spatial frame, designers are faced with the need to manufacture elements in which it is necessary to create parts where sections of pipes are connected to each other at a right angle (90 degrees) or at an acute angle (45 degrees, for example). You can cut the pieces and then weld them together. However, the issue can be solved in another way:
- Make markings for the future cutout.
- Cut out excess metal.
- Perform a bend, connecting the edges of the cut made. Weld the metal along the edges.
Scheme of the technical process of bending at right angles with trimming: 1 – marking; 2 – cutting out excess metal; 3 – bending and welding of edges
This method will allow you to obtain a fairly strong part, in which part of the metal remains intact.
If you do not trim, then the excess metal has nowhere to go. The result is an unattractive appearance of the product.
Direct bending of a profile pipe without trimming
What is the reason for this phenomenon? To understand how simple bending occurs, you should consider the diagram.
Scheme of bend formation in pipes
If a suitable mandrel is available, bending is performed:
- One end is fixed motionless.
- The surface of the workpiece rests against the base surface, relative to which the second end will be moved.
- Force is applied and a new surface is formed.
Arch (canopy) without pipe bender
As you know, for a canopy, for example, in the shape of an arch, you need a curved profile pipe. It is important to make sure that the arcs are equally curved, otherwise the canopy will not work. Now we will look at how to do this without using a machine, pipe bender and other aids of this kind.
We will need:
- The support on which we will work, for example, a metal table;
- As a beam, you can take a pipe 80 by 60 or 50 by 50 mm, 3 meters long. But this method is universal - so it doesn’t matter what kind of support beam you end up with;
- A profile pipe 20 by 20 or 20 by 40 mm, which we will bend.
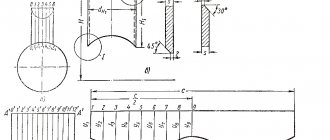
Procedure (step by step instructions):
- We divide the support into 6 equal parts. It is very important here - exactly into 6 parts, regardless of how long it is;
- At the dividing lines, it is necessary to weld the posts strictly at 90 degrees to the beam. The middle post is 250 mm, the closest to the middle one is 250 mm * 0.8888 = 222.22 mm, and the outermost (smallest post) is 250 mm * 0.5556 = 138.9 mm;
Photo: welded racks to the beam
- We fix the beam itself to a metal table;
- We take the pipe that we will bend, place it on the racks and move it relative to the beam with an allowance of 10-15 cm, so that there is a lever that we can grab and bend it around the racks;
- We tie it to the beam with a rope (fix it);
Photo: we placed the profile pipe on the posts and tied it with a rope to the beam. Next, we carefully bend the pipe around the posts and weld it to the ends of the beam using a welding machine.
Photo: this is how we get a bent pipe for a canopy - Next, make the required number of such structures (arches), use polycarbonate sheets and your arched canopy is ready!
Bending pipes along a certain radius with preliminary cutting of grooves
You can often hear the desire to bend a profile pipe by cutting and welding grooves. The process is carried out in the following sequence.
- A cross cut is made on three sides of the pipe. The fourth side is not damaged.
- The inner layer is shifted until the extreme points of the cuts touch.
- After completing the bending along the cuts, welding is performed.
Scheme of the technological process of bending along cuts
Pipe bender for the manufacture of greenhouses
Reviews:
pasha mashkalo
writes: laik definitely
Philip Nazarov
writes: Not new, but well done
Baillif
writes: Sell pipe bender
pasha mashkalo
writes: laik definitely
Philip Nazarov
writes: Not new, but well done
If you don't have a machine, you can do the work yourself. To do this, two structures are fastened parallel to each other. A drawing with the desired bend is made on the ground. Then, in accordance with it, you need to bend the first structure. According to it, similar work is carried out with the second profile pipe.
The rollers are mounted on axes in one line. There should be more than 50 cm between them. The third roller is installed in the middle. It is mounted above two already installed rollers by 100 mm. This roller is lifted with a jack and is responsible for the angle of bending.
How is the calculation done?
To figure out the number of cuts, you need to perform a simple calculation. Let's assume that the following conditions need to be met:
- there is a pipe measuring 30·50 mm;
- a turn at an angle of 180 ⁰ is required;
- full turning radius R = 100 mm;
- movement is carried out along the wall b = 30 mm.
It is necessary to determine the outer length of the formative half of the circle.
here π = 3.14 is the ratio of the circumference to the radius.
Along the way, half of the generatrix is determined along the internal radius.
The difference between the values determines the overall width of the cuts.
Knowing the thickness of the saw blade (h = 2 mm), it is easy to determine the number of cuts.
All that remains is to substitute all the data into the calculation formula and determine the number of cuts for a 90⁰ rotation. The total quantity can be determined as:
Calculation scheme for determining the parameters of cuts
It is better to present the calculation in the form of table 1
Table 1. Determination of the number of cuts for initial conditions
| Pipe width b, mm | 30 |
| Radius of the inner layer R, mm | 100 |
| Outer radius R out, mm | 130 |
| Length of half a circle along the outer layer Lout, mm | 408,2 |
| Half-circle length along the inner layer Lin, mm | 314 |
| Difference between the length of the outer and inner layer C, mm | 94,2 |
| Cutting width h, mm | 2 |
| Number of cuts n | 47 |
| Total number of cuts N | 94 |
People who want to build a greenhouse often ask about bending pipes using cuts. They are interested in: “How many times do you need to saw through the walls to obtain a bend with a certain radius of the generatrix?” Using the proposed dependencies, you can easily calculate the pipe grooves for the greenhouse. Table 2 shows calculations for pipes of different diameters and radii of the internal generatrix.
Table 2. Calculation for greenhouse profile pipes
| № | Pipe width b, mm | Radius of the inner layer R, mm | Outer radius R out, mm | Length of half a circle along the outer layer Lout, mm | Half-circle length along the inner layer Lin, mm | Difference between the length of the outer and inner layer C, mm | Cutting width h, mm | Number of cuts n | Total number of cuts N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
To assess the effectiveness of such technology, it is advisable to estimate the labor intensity and costs of materials (Table 3).
Table 3. Labor costs and cost of consumables for bending arcs for a greenhouse
| Number of cuts | Duration of one cut, min | Total duration of pipe sawing, min | Consumption of cutting discs with a diameter of 125 mm, pcs. | Total consumption of cutting wheels, pcs. | Duration of bending along the grooves, min | Duration of welding a seam along a cut, min |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Number of cuts | Total duration of welding grooves, min | Electrode consumption 3 mm per groove on three sides | Total electrodes required, pcs. | Total process duration, min | Total duration of the process, hour | Given costs for the purchase of disks and electrodes, rub. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |
How much does one steel profile pipe of size 20·20 mm cost? According to the latest data, a six-meter section can be purchased at a price of 320...360 rubles. It turns out that the cost of the process will cost about the same as the pipe itself costs. In this case, you will have to spend more than an hour and a half on one arc. The appearance of the finished products is far from perfect. To give it a marketable appearance, it is necessary to grind using an abrasive tool. This operation is comparable in time to the costs of welding work. Flap wheels will further increase direct operating costs.
Type of bent products obtained by cutting grooves followed by welding
From the presented calculations it is clear that the technology of bending pipes along a radius can be justified only for bending profile workpieces only in limited quantities. If you need to create a complex spatial structure, you should use special devices for industrial bending.
Pipe bending technologies
In practice, special bending machines are used. They are divided according to the principle of action:
- rental Rolling is carried out on guide rollers. During the execution process, you have to roll between the support rollers;
- profiling. In tools of this type, pipes are bent along specific profiles;
- tension. The plastic properties of the material are used. This method is only possible for long workpieces.
Rolling machines for bending profile and round pipes
Industrial bending machine
The design of rolling equipment uses rows of rollers. Two of them are located below. Another one is installed on top. The process occurs in the following sequence.
- The middle roller rises to the top position.
- The pipe is started and placed on the two lower rollers.
- The upper roller presses the pipe.
- By rotating the handle, the pipe is forced to roll along the roller back and forth.
- Press the upper roller. Now the pipe begins to move not in a straight line, but along a certain radius.
- Rolling repeatedly, constantly press the upper roller to a given mark.
- When they reach a certain position, the process is stopped.
- The bent pipe is removed from the machine and placed on a template to check the compliance of the dimensions and bending radius.
- If necessary, they put it on the machine again and bring the product to the required standard.
Some homemade homemade machine designs use additional chains. Manufacturers of such machines claim that during operation, traction on all rollers occurs with the same force.
Push action rolling pipe bender
Most DIYers take a different route. There are bending machines. In them, the radius is set by one of the lower rollers, which is raised using a mechanical or hydraulic jack.
Bending pipe bender
Practice shows that such machines are much easier to manufacture. It is enough to use several channels and rollers mounted on powerful bearings.
To roll round pipes, you need to make rollers, the stream of which has a profile corresponding to the profile of the workpiece. For stainless steel products, the rollers are machined from textolite. Such material does not mark the surface. Many people can see bent products in the entrance areas of the retail chain, as well as in fencing on stairs (fencing made of stainless pipes with a diameter of 50 mm).
Profiling machines
It is necessary to make bent products in the production of towel dryers. These wall products are made according to different patterns. Hot coolant circulates in them. Laundry hung on tubes dries much faster than clothes hung on regular lines. Therefore, similar heating equipment is installed in most bathrooms.
Stainless steel pipes are used to make heated towel rails. To bend to specified dimensions, simple bending machines are used.
Profile bending machine
- profiling roller. It stands motionless, fixed on an axis;
- stop for fixing one end of the workpiece;
- rolling roller, which is located on the lever. The lever itself rotates about the same axis.
- The pipe is installed firmly.
- The rolling roller is pressed against the outer wall of the workpiece.
- By moving the lever, the workpiece is bent.
- The finished product is removed from the machine.
Manufacturers often have several bending machines in their arsenal to combine production of different radii.
To prevent the walls from collapsing, they are first filled with sand, and then plugs are hammered into the ends. The internal volume remains unchanged. Therefore, the quality of the product remains quite high.
To reduce the effort on the levers, a complex lever design is used. Here, by increasing the radius of application of force, a decrease in the values of forces at the ends of the lever is achieved. Even women can do this kind of work. The amount of force applied does not exceed 4...6 kg.
Bending of long workpieces
In practice, suspended structures are made. For the canopy, you need to use a template according to which the pipe will be bent and then welded to the support posts.
Canopy made of profile pipe
Huge areas can be protected by spatial radius supports. Anyone can try applying force to a square pipe. It bends quite easily. All that remains is to choose a suitable template to give the final shape to the product.
Pipe blanks
To obtain a rigid structure, an equidistant bent surface is built. It turns out an arch with an internal amplifier. It is able to withstand high snow loads in winter. In summer, atmospheric moisture will flow down the sides.
Reinforced canopy truss