Metal forging, along with casting, is the most ancient technology for processing materials. Moreover, humanity began producing products in this way long before the advent of iron and steel. The first blacksmiths worked about 5-6 thousand years ago. Over time, the technology only improved and was supplemented with new techniques. Today, no production can do without metal processing by forging.
What does forging technology include, what equipment and techniques are used in the oldest form of metalworking?
Metal forging concept
In simple terms, forging is the processing of metal heated to forging temperature. The principle of the technology is based on the physical properties of any material that has a melting point. But before this threshold is reached, the structure of the substance will become softer.
Each metal has its own temperature, upon reaching which it becomes softer, and, therefore, more pliable for processing by forging.
However, there is also a metalworking technology where the workpiece is not heated, but forged cold. This technique allows you to obtain products that are no less durable; without heating, the workpiece is pressed and bent. The table shows the temperature limits at which a particular metal can be forged.
Bending
Bending of blanks is a process in which the blanks are deformed along the intended contour.
Video
Bending of workpieces is a process in which the workpieces are deformed along the intended contour, with the outer parts of the workpiece being stretched and the inner parts being compressed. In this case, the cross-sectional area decreases by a certain value, which is called “sink”.
If you are bending flat workpieces, then the change in cross-sectional area will be imperceptible. When bending volumetric workpieces, on the contrary, a large deformation of the shapes and cross-sectional area occurs, and cracks may appear. The bending process is carried out on an anvil in a cold and hot state, using special mandrels, jigs, fixtures, machines and vices. Flat blanks made of ductile steel are bent in a cold state. There are several basic forging bending techniques, which depend on the cross-section of the workpiece.
Types of forging
There are main types of metal forging:
- Free.
- Machine.
- Stamping.
Free forging means that the workpieces are not limited to any shape. Or the material will be fixed on one side on the anvil. This technological technique also includes hand forging of metal, when the product is shaped using a sledgehammer or hammer. Open forging is used both for the production of individual products and simply to improve the quality of the material.
When forging the surface of the workpiece, the properties of the metal improve. Large crystals of the material are crushed, the structure becomes more fine-grained and homogeneous. In addition, during forging, the internal shells are welded, strengthening the body of the workpiece.
Machine forging is a more modern processing option. This technology is used in mass, heavy industry. In this case, mechanized hammers (weighing from 40 kilograms to 5 tons), forging machines or presses are used. The weight of blanks and final forgings can sometimes reach several tens of tons.
VIEW Induction heater on AliExpress →
Stamping. This technological technique made it possible to make mass production. When making products, the metal is limited by stamps and, when deformed, receives the desired shape.
Stamping is used in mass production where it is important to obtain a large number of products. Open forging is typically used in small-scale and one-off production.
Pulling (drawing)
The essence of the operation. Broaching (Drawing) consists of increasing the length of a metal workpiece by reducing the cross-sectional area.
I’ll tell you about the hood and show examples of how it’s done.
Video
Drawing can be aimed at improving the grain structure of the metal or to correct flaws on the outer part of the workpiece, as well as when it is necessary to make a workpiece of smaller thickness from a workpiece of greater thickness.
Drawing: a thick piece is made thinner.
For example, broaching reinforcement in order to make handles for blacksmith pliers.
Here, as an example, I took 14 mm reinforcement, corrugated, to stretch it up to 10 mm thick and make it smooth, for future ticks.
I specially measured it before broaching, the length, as you can see, is 60 cm.
Tool required to perform drawing on an anvil: blacksmith hammer or handbrake (for more details about hammers, see the link). With a mechanical hammer, everything is, of course, much simpler.
Pulling a bar on a mechanical hammer
But we don’t have it, so we’re talking about broaching with a hammer.
In the case where the drawing is carried out by a blacksmith together with a hammer , then a hammer with a rounded wedge-shaped head is a suitable option for increasing the length of the workpiece. The process occurs in such a way that after hitting the back of the hammer with a sledgehammer, the blacksmith moves the hammer along the workpiece. The length of the workpiece increases due to the transverse depressions that are formed during the drawing process; the more there are and the stronger the blows of the sledgehammer, the longer the workpiece becomes.
Then this workpiece is leveled using a tool such as a smoother.
In cases where a very large difference is required between the cross-sectional size of the original workpiece and the required forging, a drawing with transitions is used . Let's consider the example of the need to forge a thick billet of round cross-section into a thin rod of round cross-section.
They don’t make something like this from a thick piece like this and make it so thin all at once.
Here, as in the picture, a square is made from a round cross-section, an octahedron is made from a square, and a round rod is made from an octahedron, only thinner.
Please write me a comment with your opinion about what you are watching. Please write questions and advice in the comments.
Changing the shape of the workpiece must be carried out in several approaches, which are based on drawing the metal with a subsequent change in the shape of its cross section.
To give the required shape to the workpiece, it should be turned during drawing. The turning procedure consists of rotating the workpiece by 30°, 45° and 90° around the longitudinal axis.
In order to obtain an intermediate product with an octagonal cross-section, it is necessary, after several stretches, to place the workpiece so that it lies with one edge on the anvil. After hitting the opposite edge with a hammer, you should forge along the length of the product and repeat the procedure until you get an octagonal blank . Indispensable assistants for giving the correct shape to the workpiece will be rolling and crimping tools, as well as other tools for giving a cylindrical shape.
Guy
By the way, we have a Telegram channel where we publish all the news from our Forging-Welding and Weldlek sites, as well as news from YouTube channels on the topic of forging and welding. The link is on every page of the site. Subscribe to receive news there.
Drawing is a type of drawing (drawing) , when the workpiece is pulled only at the end and a thinning is created. For example, you can sharpen a nail or a construction staple this way.
This is only one forging operation, with its help there is little that can be done, except to make a thick workpiece thinner (broaching) or sharpening a lance (draw), subscribe to the channel, because further there will be videos about how this can be applied in practice on specific simple products, and turn on the bell.
Let me show you a small guy, so I can start making a practical forged product , very simple. Hook for clothes, keys or anything else.
It will be very simple, I will do complex ones in future videos, here I want to show the simplest operations in action.
This is how we pull back the tip of a piece of rod, then we will also apply straightening and bending operations, and we will get such a simple hook. Simple, but made with your own hands and it is handmade, hand-hot forging.
Equipment and tools
The centuries-long development of this type of metalworking has led to the emergence of a huge number of tools and devices.
But hot forging of metal retained the same technological line as thousands of years ago: heating, fastening, deformation, hardening. When making forged products by hand, they use almost the same sets of tools and equipment that craftsmen have used since the inception of this technology. The list is as follows.
- Blacksmith hearth → VIEW on AliExpress
- Anvil → VIEW on AliExpress
- Ticks.
- Hammer → VIEW on AliExpress
A forge or forge is used to heat the material to the desired temperature. There are many different types of this equipment.
- Stationary and portable.
- Closed and open hearths.
- Fuel or electric.
- Liquid, gas or solid fuel.
- With side air supply nozzles or central lance.
Anvils are massive metal tables where the workpiece is actually formed. They consist of a base, a horn and a casing with holes for bending. There are several varieties of this forging device, but a steel support with a weight of 30 kilograms or more is required.
In hand forging, the craftsman uses pliers to handle the workpiece during the work process.
Hammers, the main tool used in blacksmithing, can have different weights to work with workpieces of different sizes.
Introduction
Innovations in the blacksmith's craft concern only the improvement of forging techniques , but the basis has remained unchanged for hundreds of years. As before, the technological processing of metals consists of the mutual sliding of grains, as a result of which they are drawn out; the key point of the process is the direction of grain stretching - along the flow of the metal. In this case, the fibrous nature of the metal is ensured by the stretching of non-metallic inclusions. Due to the high temperature, the metal acquires high mechanical properties as the grain size increases.
The technique of forging metal involves processing it in a heated state, since high temperature ensures plasticity and pliability of the material. But cold metal processing is not excluded, although it requires additional equipment, while for hot metal processing the main tools are a hammer (hand hammer or mechanical hammer) and an anvil, and for cold forging - special machines and a grinder.
Video: how to hit with a hammer
Strict adherence to the thermal conditions of forging will simplify the work with metal and subtly feel the changes in the plasticity of the metal during the cooling process to give it the desired qualities.
Depending on the type of steel, the length of processing time and the complexity of working with the metal vary. For example, high-carbon steel requires more skill and time than low-carbon steel, which can be worked with longer without reheating .
In addition, high-carbon steel is more difficult to forge due to the temperature conditions during heating and subsequent work with the metal.
Blacksmithing techniques
Basic forging operations used in metal forging technology:
- Sedimentary.
- Landing.
- Drawing.
- Break-in.
- Rolling out.
- Firmware.
- Overclocking.
Sedimentary forging work involves reducing the height of the workpiece and increasing its cross-sectional area.
Upsetting is essentially a partial settling of the workpiece. It is used when some thickenings need to be made on the metal surface. This is achieved by reducing the length of the workpiece.
Broaching is another technological method of processing metal using the forging method. This operation involves lengthening the workpiece. This reduces the cross-sectional area.
Rolling on a machine
Rolling in blacksmithing involves giving the workpiece the shape of a cylinder. During the process of metal deformation, the workpiece rotates around its axis.
Rolling - processing of a ring blank. When it is necessary to increase its internal and external diameters, the metal is rolled out on a mandrel by reducing the wall thickness.
In blacksmithing, broaching is used to produce a through hole through the use of a punch.
Dividing is the operation of obtaining a wider workpiece. Essentially, the metal for forging is flattened on the surface of the anvil with a hammer, moving across the axis of the product.
There are also many other techniques by which the required product shapes are obtained.
Draft
Upsetting is a technological operation that makes it possible to reduce the height of the original workpiece while simultaneously increasing its cross-sectional area. Upsetting is used, for example, to solve the following problems:
- increasing the cross-sectional diameter of the original workpiece, which has sufficient volume but small diameter;
- crushing, grinding the initial coarse-grained structure of the workpiece metal, including in carbide-class steels (for example, tool steels); reducing the score of carbide heterogeneity (grinding carbides, ensuring their more uniform distribution in the volume of the forging);
- obtaining a deformation texture (fibers of a certain direction) to improve the performance characteristics of the manufactured part;
- alignment of mechanical properties along and across the axis of the forging;
- brewing existing flakes in the metal;
- making the ends of the forging parallel to each other, for example, before the subsequent formation of a hole in the forging;
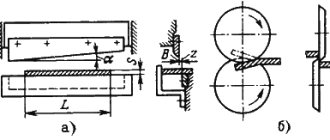
- removing scale before further deformation of the workpiece. As a result of upsetting, cylindrical workpieces take on a barrel-shaped shape (Fig. 1), while square ones get distorted cross sections, which tend to transform from a square into a circle.
Rice. 1. Upsetting diagram: a – initial position of the workpiece before upsetting; b – precipitation process; H and D are the height and diameter of the original workpiece, respectively; H1 and D1 are the height and average diameter of the workpiece after upsetting, respectively; D1 max – maximum diameter of the workpiece; τ – friction forces on contact surfaces; P – draft force
Rice. 2. Deformation zones in the upsetting cylindrical workpiece
The main reason for shape distortion is the friction forces that arise in the areas of contact between the ends of the workpiece and the rigid surfaces of the machine - tool (press, hammer). This is also facilitated by cooling the ends of the workpiece when they come into contact, for example, with cold strikers.
Three characteristic zones can be distinguished in the upset billet (Fig. 2): I – zone of intense deformation; II – zone of “difficult deformation”, consisting of two areas adjacent to the ends of the workpiece and under conditions of uneven all-round compression. These areas seem to wedge zone I in the axial and radial directions.
Zone III extends to the side surfaces of the workpiece. The intensity of deformation in this zone is greater than in the first and less than in the second zone. In zone III, tensile stresses arise, which limit the maximum degree of deformation of the workpiece during upsetting and are the initiators of the formation of cracks on its side, barrel-shaped surface when the deformation increases above the limit.
The degree of deformation is determined by the expression ε = ΔН/Н, which can vary from 0 to 1. The permissible degree of deformation is determined by the properties of the workpiece material at the upsetting temperature.
The diameter of the forging D1 is determined without taking into account the barrel shape according to the expression
(1)
where Vз is the volume of the original cylindrical workpiece.
Depending on the intensity of impacts on the workpiece, for example with a hammer, the degree of deformation of the upsetting workpiece, and the amount of friction acting at the ends of the workpiece, the latter acquires a different barrel shape, as shown in Fig. 3.
A “normal” barrel (Fig. 3, a) is formed when upsetting a cylindrical billet with a ratio N/D ≤ 2.5, when upsetting is performed with “heavy”, powerful hammer blows or in the case of slow press pressure. A concave (“glass-shaped”) barrel (Fig. 3, b) is obtained with short and light hammer blows; it is observed during the upsetting of high workpieces (H > 2D) on high-speed hammers, as well as on hammers with insufficient mass of falling parts, when the deformation does not have time to spread into the depth of the workpiece, and “riveting” of the end sections of the workpiece occurs.
A double barrel with a cylindrical part (Fig. 3, c) is formed with a low degree of draft. During further upsetting, the diameter of the cylindrical part increases and the workpiece takes the shape of a cylinder, to which end sections in the form of truncated cones are adjacent (Fig. 3, d).
Rice. 3. Forms of barrel formation during sediment: a – “normal” barrel; b – concave; c – double with a cylindrical part; g – cone-shaped; d – double
With increasing deformation (s = 40...50%), the diameter of the middle section grows more intensively and the workpiece takes on a “normal” barrel-shaped shape (Fig. 3, a). At large D/H ratios (<0.5), it is possible to obtain a “double” barrel (Fig. 3, e), which, with further settling, turns into a single barrel (Fig. 3, a).
Barrel formation is especially undesirable when forging highly alloyed, hard-to-deform alloys (heat-resistant, etc.), since in addition to distorting the shape of the forging, barrel formation leads to uneven distribution of deformations in the volume of the forging and, consequently, uneven mechanical properties of the metal.
To reduce barrel formation, successfully perform upsetting (eliminate defects in the form of forged folds, cracks, etc.) and reduce the required deforming loads, it is necessary to follow a number of rules, discussed below.
- A workpiece can be successfully upset if its height H does not exceed three diameters D. Usually the height is chosen equal to 2.5D. Larger ratios can cause the workpiece to buckle and require alignment.
- The ends of the upsetting workpiece should be as smooth as possible, parallel to each other and perpendicular to its axis (the higher the workpiece, the more important this condition is). Alignment of the ends is carried out with light hammer blows or gentle press pressure.
- To reduce the degree of barrel formation of forgings, heating of the sedimentary plates (strikers) is used; in some cases, gaskets made of ductile steel or non-ferrous metals are placed between the ends of the workpiece and the sedimentary plates (strikers), and various lubricants are used (Fig. 4).
- Before upsetting, the workpiece must be uniformly heated to the maximum permissible temperatures (upper limit of the forging temperature range).
- When settling on the hammer, it is necessary to take into account that the longer the workpiece, the shorter the working stroke of the hammer will be, and, consequently, the lower the impact energy. Therefore, it is necessary that at least 1/4 of the full stroke of the hammer head remains before impact.
- When upsetting, critical degrees of deformation should be avoided and the recrystallization diagram of the material being processed should be taken into account.
Rice. 4. Upsetting schemes that reduce or eliminate the formation of a barrel during upsetting: a – upsetting of the workpiece 1 using highly plastic solid spacers 2; b – the same, using ring gaskets; c – technological sequence of upsetting two workpieces with rotation and change of relative position
1.1. Varieties of sediment
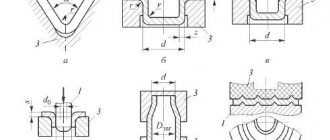
Upsetting – upsetting of a part of the workpiece (Fig. 5). Upsetting produces a thickening of the end or middle zone of the workpiece. Before upsetting the end part of the workpiece, only the upsetting zone is heated, and when upsetting the middle part, the middle part of the workpiece subject to upsetting is heated.
Rice. 5. Upsetting the upper section of the workpiece: 1 – hammer head; 2 – workpiece after landing; 4 – matrix (backing ring)
Cold zones of the workpieces ensure the transfer of deforming force to the heated areas of the workpieces.
When planting thickenings (flanges) on long and heavy forgings of shafts, local heating of the zone of future thickening is performed. Planting is carried out using a steel rod suspended on a crane chain with a thickening 4 at the end, called a “falcon” (Fig. 6). (In some sources, the bar is called “romance”, and the planting process is called “romanation”.) By striking with a “falcon”, the heated area is planted.
Currently, hydraulic presses are produced equipped with devices that replace the function of a steel swinging rod.
Rice. 6. Upsetting the heated end of a long workpiece: 1 – stop; 2, 3 – strikers; 4 – suspended blank (“novel”, “falcon”)
Rice. 7. Settlement in the backing rings with metal flowing into the cavities of the rings: 1, 2 – strikers; 3, 4 – backing rings; 5 – upset billet
Upsetting in backing rings is used for the manufacture of blanks - forgings in the production of large-sized gears, turbine disks with bosses on both sides and similar parts. In this case, the workpieces are upset either with preliminary forging of shanks, which are placed in the holes of the rings, or with metal flowing into the holes of the rings (Fig. 7).
Cold forging method
Most cold forging work is performed on equipment specially designed for this purpose. You can name a certain list of equipment that is used for cold metal processing. As a rule, such equipment shows its effectiveness when performing large volumes of work in the architectural design of buildings and structures.
Among the equipment used in the production of cold forging products are the following:
- torsion bar, it is used to twist the rod along its axis;
- wave, various wave-like parts are made on it.
In total, the fleet of cold forging equipment includes about a dozen units. Some are powered by the operator's muscular strength, some are powered by an electric drive. Some craftsmen are engaged in the independent production of such equipment.
Types of Metal Casting Processes
Metal casting involves filling a mold with raw materials, which are in a liquid aggregate state. After a certain time, the material in the container hardens and is then removed.
Sand casting is considered the cheapest and most widespread. The model is filled with sand mixture, which fills the free space between it and 2 open boxes. Cavities and holes in the part are created using sand cores placed in the mold. The mixture poured into the boxes is shaken, resulting in compaction. The cavities that have formed are filled with molten metal through special sprues. The casting is removed after breaking the mold following the solidification of the liquid metal.
Precision casting is an improved Italian method of wax molding. As it progresses, a plaster model and mold are created, the product and sprues are modeled from wax, and a molding container is created. The model and sprue wax are then melted out, the molten metal is poured into the mold and knocked out. Finally, the casting is finished.
Steel forging and casting
Both manufacturing processes require applying high temperatures to the steel raw material (to liquefy or pliable it) and performing CNC (Computer Numerical Control) machining at the end of the process to produce the final product.
The final products can also undergo surface treatments such as painting, powder coating, polishing, various types of coatings (such as galvanizing) and wear protection/hardening (tungsten carbide coating).
Last but not least, cast and forged parts can be assembled, welded, hard-brazed before being shipped as the final product.
Products resulting from casting and forging processes have different properties in terms of surface porosity (generally better for forged and cast products), grain structure (better for forged products), tensile strength (generally better for forged products ) and resistance to fatigue loads.
Therefore, these alternative manufacturing processes are used (and suitable) for different circumstances and applications.
The casting process is preferred for:
- parts and components that would be too complex or expensive to fabricate using forged steel (such as large valve bodies);
- parts that have internal cavities;
- large parts (there are practically no restrictions on the size in terms of weight of parts that can be produced in the casting process);
- parts made of special alloys (some specific alloys are more difficult to forge than castings, for example, with a high content of nickel and molybdenum, which have significant resistance to mechanical stress);
- parts requiring mass production and small batches.
The forging process is preferred for:
- parts requiring extremely high strength, toughness and resistance (indeed, during the forging process, the structure of the steel grains is modified in accordance with the shape of the final product - with high uniformity of composition and metallurgical recrystallization);
- parts that must withstand stronger impacts and mechanical stress;
- areas where porosity, the risk of gas cavities, pockets and possible cavities (even microgranular ones) are unacceptable;
- production of mechanically strong parts without the use of expensive alloys;
- parts that require high wear resistance;
- parts subject to high loads and stress;
- high-performance applications where part integrity and quality are the primary goal in the manufacturing process rather than time and cost.
Developments in casting technology have narrowed the gap between the physical properties of cast and forged products, making modern cast products very competitive in terms of quality, strength and wear resistance: however, in many applications, forging steel remains nonetheless the preferred manufacturing option (example: small valves , i.e. forged valves or high pressure valves).
Application areas of steel castings and forgings
Steel casting and forging are used to produce parts for the following industries:
- petrochemical plants (such as forged valves, forged fittings, flanges, etc.)
- power generation and waste recycling
- mining and processing of minerals
- agriculture and livestock
- water purification
- aeronautics
- automotive industry (pulleys and gears)
- materials processing
- brickworks
- asphalt plants
- storm drain parts
- plant rendering
- railways