Carbon steel of ordinary quality GOST 380-94
Grades and general technical requirements Depending on the purpose, steel is divided into three groups:
- A) supplied according to mechanical properties;
- B) supplied by chemical composition;
- C) supplied according to mechanical properties and chemical composition.
Steel group A
| Steel category | Steel grades of all degrees of deoxidation and with a high manganese content | Temporary resistance | Relative extension | Cold bending | Yield strength |
| 1 | St0 - St6 | + | + | — | — |
| 2 | + | + | + | — |
Notes: 1. For steel grade St6, cold bending is not standardized. 2. The “+” sign means that the indicator is normalized. 3. For category 3 steel supplied for the manufacture of pipes, cold bending is not standardized.
Group B steel
| Steel category | Steel grades of all degrees of deoxidation and with a high manganese content | Content of carbon, manganese, silicon, phosphorus, sulfur, arsenic, nitrogen | Content of chromium, nickel, copper |
| 1 | BSt0 - BST6 | + | — |
| 2 | BSt1 - BST6 | + | + |
Group B steel
For steel categories:
1 - VSt1 - VSt5 - the chemical composition, tensile strength, relative elongation and bending in the cold state are normalized;
— yield strength, impact strength and mechanical aging are not standardized.
2 - VSt2 - VSt5 - chemical composition, tensile strength, yield strength, relative elongation, cold bending are standardized.
— impact strength and mechanical aging are not standardized.
3 - VSt3 - Vst4 - the chemical composition, tensile strength, yield strength, relative elongation, cold bending, impact strength at a temperature of + 20 degrees are normalized.
— impact strength at a temperature of minus 20 degrees and mechanical aging are not standardized.
4 - VSt3 - the chemical composition, tensile strength, yield strength, relative elongation, cold bending and impact strength at a temperature of minus 20 degrees are standardized.
- impact strength at a temperature of + 20 degrees and mechanical aging are not standardized.
5 - VSt3 - the chemical composition, tensile strength, yield strength, relative elongation, cold bending, impact strength at a temperature of minus 20 degrees and mechanical aging are standardized.
— impact strength is not standardized at a temperature of + 20 degrees.
6 - VSt3 standardizes the chemical composition, tensile strength, yield strength, relative elongation, cold bending and mechanical aging.
— impact strength is not standardized at +/- 20 degrees.
Note: 1. Steel categories 3, 4, 5 and 6 are supplied semi-quiet and calm.
IV. Sampling and sampling, test methods
22. To determine the average chemical composition of the smelting metal, samples are taken as follows.
Two samples are taken from under each bucket. Sampling is carried out after half the metal has been poured from the ladle. A second sample is taken in case of repeat testing.
The metal for the sample is poured into cast iron conical cups - molds. Recommended cup sizes: cup diameter at the bottom 50 mm, at the top 80 mm, height 120 mm. Cups are not filled approximately 20 mm.
Sample weight: at least 2 kg. Filling into cups should be done in an even stream; splashing and splashing of metal is not allowed. Aluminum is added to the sample.
After pouring, a tag with the heat number and sample number and with the QC stamp is immersed in each of the cups. The height of the numbers on the tag is 10-12 mm. Samples are released from the cups after the head of the sample has completely darkened.
It is recommended to forge the sample on four sides in order to compact the metal.
In the case of emergency casting of the melt, for example, when casting without a stopper when covering the cup with a stopper, samples for chemical analysis are taken from the sprues of two ingots, the middle ones for the casting or the middle siphon.
23. If, for some reason, during steel casting, samples for chemical analysis were not taken or if additional verification of the chemical analysis is required, then samples are taken during the process of cutting the rolled product with scissors or from the finished rolled product, preferably from the middle strip of the average casting ingot.
(Typo. Collection of standards “Carbon steel”).
24. Chips for analysis are taken from the sample by gouging the entire cross-sectional surface of the sample or by drilling in the middle part of the sample to a depth of about half its thickness. Selection of chips for analysis is carried out only after complete removal of scale from the surface intended for selection of chips.
For control analysis of finished rolled products, chips are selected in one of the following ways: a) by gouging the entire cross-section of the rolled product or a fraction of the cross-section (not less than it); b) by drilling a cross section along the rolling with a uniform distribution of drill bits over the cross section and with the same drilling depth at different points; c) drilling along the center line (along the generatrix) of any face of the profile to a depth of the longitudinal axis.
25. For tensile and bend testing of I-beams, channels and z-beams, flat samples are made, blanks for which are taken along the rolling direction from a vertical stand, closer to the flange, and if this is not possible, from the flange itself.
To test angles and tees, flat samples are made, the workpiece for which is taken along the rolling line from one of the flanges, closer to the edge of the flange.
Other shaped profiles are tested in their entirety or samples are made from them in accordance with the instructions of the relevant standards or technical specifications.
To test strip steel, flat or round samples are made, depending on the thickness of the strips. Blanks for samples are taken along the rolling line, closer to one of the edges of the strip.
Round, square and strip steel with dimensions (diameter or width and thickness) within the sample dimensions recommended by GOST 1497-42 are tensile tested without treatment, preserving the outer surfaces of the metal. If the power of the testing machine is insufficient, turning the samples or cutting out part of the profile is allowed.
If the standards for individual types and sizes of rolled products do not specify the dimensions of the samples and their location, then their dimensions and the location of the axis of the samples in relation to the axis of the material being tested should be as follows:
Table 4
Dimensions in mm
26. Blanks for making samples from longitudinally rolled sheets (rolled from both ingots and slabs) are cut across the rolling from the middle third of the sheet width from the head of the sheet.
From boiling cross-rolled steel sheets (rolled from slabs), blanks for making samples are cut transverse to the rolling direction, anywhere along the width of the sheet. In this case, if the roll is cut into several sheets, then the workpiece is cut between the sheets; if the roll produces one sheet, then the blank is cut from the end of the sheet.
From sheets of cross-rolled quiet steel, blanks for making samples are cut transverse to the rolling direction from the end of the sheet, anywhere along the width of the sheet.
For sheet thicknesses up to 25 mm inclusive, flat samples are made while preserving the surface layers of the sheet; For larger sheet thicknesses, cylindrical samples are made.
27. To determine impact toughness, samples are taken in such a way that one of the faces of the sample coincides with the surface of the metal, and the axis of the cut is perpendicular to this surface. Impact strength is determined according to GOST 1524-42.
28. Chemical analysis of steel is carried out according to GOST 2331-43 or another method that provides the necessary accuracy of determination. For arbitration tests, GOST 2331-43 is mandatory.
29. The mechanical properties of steel are determined by tensile testing according to GOST 1497-42.
30. The bend test is carried out according to OST 1683.
Table of chemical composition of steel according to GOST 380-94
| Steel grades | Element content in % | |||||||
| carbon | manganese | silicon | phosphorus | sulfur | chrome no more | nickel | copper | |
| BSt0 | 0.23 max | — | — | 0,07 | 0,06 | — | — | — |
| BST1kp | 0,06-0,12 | 0,25-0,50 | 0.05max | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt1sp | 0,06-0,12 | 0,25-0,50 | 0,12 — 0,3 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BStG1ps | 0,06-0,12 | 0,7-1,1 | 0.15max | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt2kp | 0,09-0,15 | 0,25-0,5 | 0.07max | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt2ps | 0,09-0,15 | 0,25-0,5 | 0,05 — 0,17 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt2sp | 0,09-0,15 | 0,25-0,5 | 0,12 — 0,3 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt2Gps | 0,09-0,15 | 0,7- 1,1 | 0.15max | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt3kp | 0,14-0,22 | 0,3 — 0,6 | 0.07max | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt3ps | 0,14-0,22 | 0,4 — 0,65 | 0,05 — 0,17 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt3sp | 0,14-0,22 | 0,4 — 0,65 | 0,12 — 0,3 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt3Gps | 0,14-0,22 | 0,8 — 1,1 | 0.15max | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt4kp | 0,18-0,27 | 0,4 — 0,7 | 0.07max | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt4ps | 0,18-0,27 | 0,4 — 0,7 | 0,05 — 0,17 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt4sp | 0,18-0,27 | 0,4 — 0,7 | 0,12 — 0,3 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt4Gps | 0,18-0,27 | 0,8 — 1,2 | 0.15max | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt5ps | 0,28-0,37 | 0,5 — 0,8 | 0,05 — 0,17 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt5sp | 0,28-0,37 | 0,5 — 0,8 | 0,15 — 0,35 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt5Gps | 0,28-0,37 | 0,22 — 1,2 | 0.15max | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt6ps | 0,38-0,49 | 0,5 — 0,8 | 0,05 — 0,17 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
| BSt6sp | 0,38-0,49 | 0,5 — 0,8 | 0,15 — 0,35 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 |
Note.
- In steel, the content of arsenic and phosphorus should not exceed 0.08% and 0.008%, respectively.
- When deoxidizing semi-quiet steel with aluminum, titanium or other deoxidizing agents that do not contain silicon, as well as several deoxidizing agents (ferrosilicon and aluminum, ferrosilicon, titanium, etc.), the silicon content in the steel is allowed less than 0.05%. Deoxidation with titanium, aluminum and other deoxidizing agents that do not contain silicon is indicated in the certificate.
- The nitrogen content in finished rolled products should not exceed 0.008%.
- For boiling chemically sealed steel in finished rolled products, a silicon content of up to 0.15% is allowed, except if the steel is intended for cold heading or stamping, which is specified.
Standards
| Name | Code | Standards |
| Ribbons | B34 | GOST 19851-74 |
| Sheets and strips | B33 | GOST 24244-80, TU 14-1-3579-83, TU 14-1-4431-88 |
| Steel pipes and connecting parts for them | B62 | GOST 3262-75, GOST 10704-91, GOST 10705-80, TU 14-3-1160-83, TU 14-3-1428-86, TU 1373-013-02949352-2003 |
| Ribbons | B24 | GOST 3560-73, GOST 6009-74, STP M309-74 |
| Classification, nomenclature and general norms | IN 20 | GOST 380-2005 |
| Long and shaped rolled products | B22 | GOST 5422-73, GOST 5781-82, GOST 8278-83, GOST 8281-80, GOST 8282-83, GOST 8283-93, GOST 9234-74, GOST 10551-75, GOST 11474-76, GOST 19240-73, GOST 19425-74, GOST 30565-98, GOST 535-2005, GOST 30136-95, OST 5.9086-85, OST 5.9087-84, TU 14-2-341-78, TU 14-1-5283-94 |
| Sheets and strips | B23 | GOST 8568-77, GOST 14918-80, GOST 16523-97, GOST 16523-89, GOST 16523-70 |
| Blanks. Blanks. Slabs | B31 | OST 3-1686-90, TU 14-1-4944-90 |
| Long and shaped rolled products | B32 | TU 14-11-245-88, TU 14-136-367-2008 |
| Low carbon steel wire | B71 | TU 14-4-1813-97 |
Regular quality carbon steel
Marking of rolled products made from steel according to GOST 380-94
| steel grade | Marking colors |
| St0 | Red and green |
| St1 | White and black |
| St1Gps | White and red |
| St2 | Yellow |
| St2Gps | Yellow and red |
| St3 | Red and green |
| St3Gps | Red and blue |
| St4 | Black |
| St4Gps | Black and red |
| St5 | Green |
| St5Gps | Green and white |
| St6 | Blue |
Steel is marked with indelible paint, and regardless of the steel group and degree of deoxidation, the colors indicated in the table (see above) are used.
APPENDIX A (recommended)
Comparison of steel grades “St” and “Fe” according to international standards ISO 630-80 and ISO 1052-82
Table A.1
| Steel grades | |||
| "St" | "Fe" | "St" | "Fe" |
| St0 | Fe310-0 | St4kp | Fe430-A |
| St1kp | — | St4ps | Fe430-B |
| St1ps | — | St4sp | Fe430-С |
| St1sp | — | — | Fe430-D |
| St2kp | — | St5ps | Fe510-B, Fe490 |
| St2ps | — | St5Gps | Fe510-B, Fe490 |
| St2sp | — | St5sp | Fe510-C, Fe490 |
| St3kp | Fe360-A | ||
| St3ps | Fe360-B | St6ps | Fe590 |
| St3Gps | Fe360-B | St6sp | Fe590 |
| St3sp | Fe360-C | — | Fe690 |
| St3Gsp | Fe360-C Fe360-D | ||
Production Features
GOST 30136-95 carbon steel wire rod of ordinary quality. technical specifications
The properties of the finished material are determined by the substances that make up its composition and largely depend on what technologies were used in the production of a particular alloy.
The basis of the steel alloy is ferrite. It is a component of iron-carbon alloys. It is, in fact, a solid solution of carbon and alloying components. To increase its strength, the melt is saturated with carbon.
Impurities from which nothing but harm can be expected include phosphorus and sulfur, as well as their derivatives. Phosphorus, reacting with ferrite, reduces the ductility of the alloy when exposed to high temperatures and increases brittleness when exposed to cold. During the melting process, iron sulfide may be formed, which can lead to red brittleness. St3 steel contains no more than 0.05% sulfur and 0.04% phosphorus.
For the production of structural steels, two steelmaking technologies are used:
- open hearth;
- converter
The parameters of the St3 grade, obtained by one or another method, differ little from each other, but the converter technology is simpler and cheaper.
Deoxidation of St3 steel
The deoxidation process is performed to remove excess oxygen, which reduces the mechanical properties of steel. For this purpose, silicon or aluminum is used. They neutralize oxygen, and the resulting oxides serve as a stimulus for the formation of crystallization centers and thereby contribute to the appearance of a fine-grained structure. Steels that have undergone this operation are divided into three types:
- calm - sp;
- semi-calm - ps;
- boiling - ks.
What are their differences from each other? Calm steels get their name because they do not boil when poured. They have a more uniform structure, are better processed by welding and exhibit good resistance to dynamic loads. But, on the other hand, they are more expensive and that is why semi-quiet ones have become more widespread. They occupy a place between calm and boiling alloys. By the way, semi-quiet steels are most often used to create structures for various purposes. To obtain it, a smaller amount of deoxidizing agent is used, mostly silicon.
An example is the use of St3 PS steel to create building structures.
It should be noted here that the steel must meet the requirements of GOST 380-71. When purchasing this brand, the supplier must provide documents with the results of testing the material for chemical composition, strength characteristics, tensile strength, etc.
Rating: /5 — votes
Description
Carbon steel, grades, types, properties and qualities
St5ps steel is used: for the manufacture of parts of riveted structures, bolts, nuts, handles, rods, bushings, rollers, wedges, axles, levers, stops, pins, pins, rods, sprockets, tubular grids, flanges and other parts operating in the range temperatures from 0 °C to +425 °C; forgings with a diameter of up to 800 mm. strength classes KP 175, KP 195; forgings with a diameter of up to 300 mm. strength class KP 215; forgings with a diameter of up to 100 mm. strength class KP 245; hot-rolled C-shaped profile for agricultural machines; knives of earth-moving machines (bulldozers, scrapers, graders and motor graders, as well as for knives of bulldozer and grader equipment of excavators, rollers and other earth-moving machines); double-headed, T-bar and P5 type rails intended for ground and overhead tracks.
Standards
| Name | Code | Standards |
| Steel pipes and connecting parts for them | B62 | GOST 3262-75, GOST 8639-82, TU 14-3-1160-83, TU 14-3-1428-86 |
| Rails. Overlays. Linings. Crutches | B42 | GOST 3280-84, GOST 7056-77, GOST 8194-75, GOST 12135-75 |
| Ribbons | B24 | GOST 3560-73, GOST 6009-74, STP M309-74 |
| Classification, nomenclature and general norms | IN 20 | GOST 380-2005 |
| Long and shaped rolled products | B22 | GOST 5422-73, GOST 5781-82, GOST 8239-89, GOST 8240-97, GOST 8278-83, GOST 8281-80, GOST 8282-83, GOST 8283-93, GOST 8320.0-83, GOST 8509-93, GOST 8510-86, GOST 9234-74, GOST 10884-94, GOST 11474-76, GOST 12492.13-90, GOST 17152-89, GOST 19240-73, GOST 19425-74, GOST 19771-93, GOST 19772-93, GOST 535-2005, GOST 2590-2006, GOST 2591-2006, OST 5.9086-85, OST 5.9087-84, TU 14-2-949-91, TU 14-1-5254-94 |
| Sheets and strips | B23 | GOST 82-70, GOST 14637-89, GOST 14918-80, GOST 16523-97, GOST 19903-74, GOST 16523-89, GOST 16523-70, GOST 103-2006, GOST 19903-90, TU 14-1- 3023-80 |
| Metal forming. Forgings | B03 | GOST 8479-70 |
| Blanks. Blanks. Slabs | B31 | OST 3-1686-90, TU 14-1-4944-90 |
| Thermal and thermochemical processing of metals | B04 | ST TsKBA 026-2005 |
| Sheets and strips | B33 | TU 14-1-4431-88 |
| Long and shaped rolled products | B32 | TU 14-2-849-89, TU 14-11-245-88, TU 14-136-367-2008 |
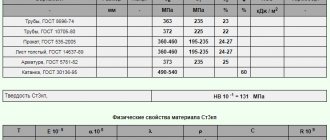
Mechanical characteristics
| Section, mm | sТ|s0.2, MPa | σB, MPa | d5, % | d4 | d10 |
| Cold-rolled steel for enameled cookware according to GOST 24244-80 in the delivered condition (rolled drawing group, quality category is indicated) | |||||
| 0.5-1.5 | ≥250 | 270-368 | — | ≥30 | ≥36 |
| 1.5-2 | ≥235 | 270-368 | — | ≥30 | ≥36 |
| 2-2.5 | ≥235 | 270-368 | — | ≥32 | ≥36 |
| 0.5-2 | — | 255-362 | — | ≥28 | ≥34 |
| 2-2.5 | — | 255-362 | — | ≥30 | ≥34 |
| 0.5-2 | — | 265-382 | — | ≥26 | — |
| 2-2.5 | — | 265-382 | — | ≥29 | — |
| 0.5-2 | — | 265-382 | — | ≥25 | — |
| 2-2.5 | — | 265-382 | — | ≥28 | — |
| Hot-rolled bars and shapes in delivery condition | |||||
| ≤10 | ≥195 | 305-390 | ≥35 | — | — |
| ≥100 | ≥165 | 305-390 | ≥32 | — | — |
| 10-20 | ≥195 | 305-390 | ≥35 | — | — |
| 20-40 | ≥185 | 305-390 | ≥34 | — | — |
| 40-100 | ≥175 | 305-390 | ≥32 | — | — |
| The sheet is in delivery condition. No heat treatment | |||||
| — | — | 310-400 | ≥33 | — | — |
| Hot-rolled thin sheets in delivery condition. Strength group OK300V | |||||
| ≤2 | ≥215 | 300-480 | — | ≥21 | — |
| 2-3.9 | ≥215 | 300-480 | — | ≥23 | — |
| Cold-rolled thin sheets in delivery condition. Strength group OK300V | |||||
| ≤2 | ≥215 | 300-480 | — | ≥24 | — |
| 2-3.9 | ≥215 | 300-480 | — | ≥26 | — |
Application of steel St3
The technical parameters of St3 allow it to be used for the production of loaded elements of welded structures and parts of machines and mechanisms operating at positive temperatures.
Some types of rolled products, in particular those of the fifth category, are used in the production of metal structures that can operate at temperatures from -40 to 425 degrees Celsius under alternating loads.
After constructing complex structures, it makes sense to carry out heat treatment, in particular annealing. This operation is necessary to relieve stress arising after welding work.
In addition, this material is used in the production of At400s construction reinforcement.
Sheets made from this steel are used for the production of parts produced using cold stamping technology. It is used to produce troughs for collecting coolants and waste oils installed on machines, containers of various sizes and purposes, covers for machine equipment, casings, etc.