Silver solder is constantly used for industrial production and at home, because it is of the highest quality.
However, its cost is quite high, because it contains precious material. This is why people often try to make this solder themselves. However, this can only be done by those who have specialized knowledge in this area, because it is necessary to make a material that will have all the necessary characteristics and properties. Silver in its pure form is a rather expensive metal, so it is used for solder in rare cases; it is mainly needed for jewelry production. The material has a soft structure, so to ensure a high-quality connection, it is necessary to add other materials to the alloy, for example, aluminum, cadmium, zinc, nickel or copper. When pure silver is combined with copper and zinc, the melting of the metal will become significantly higher, which has a good effect on soldering parts. The seams are of high quality and durable. If there is about 10% or more silver in the material, then the seams become very plastic and are perfectly processed. This option is excellent for soldering steel materials.
With a pure silver content of about 25%, the material efficiently solders brass workpieces. The resulting surface is neat and looks attractive.
Very often, solders are produced in the form of continuous sheets. Before work, it must be carefully divided into strips of about 2 mm in size, but the width can be made at your own discretion, it depends on how the material will be used. Gap soldering in this way produces the highest quality. After use, the seams tolerate various vibrations well and do not deteriorate. Parts may even be deformed or subjected to physical stress, but the connection remains intact and sealed for maximum time.
What is silver solder?
Silver solder is a special matter and requires special attention. The fact is that it is excellent for so-called step soldering, which refers to modern technologies for working with metals.
Some silver alloys can withstand very high temperatures - up to 600°C. It is this property that explains the high quality of soldering with such alloys.
Pure silver solder is rare. First of all, it's expensive. It is much cheaper and more effective to use its alloys with other metals, this is called silver-based solder. They most often contain cadmium, nickel, copper and zinc - excellent companions.
Pure silver solders are, of course, used, but only in jewelry, which is understandable.
Certificate for soft solders.
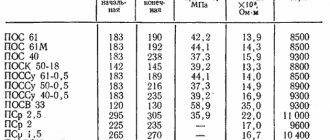
The properties of alloys depend primarily on the proportion of silver. If, for example, its content is above 50%, the alloy becomes ductile and resistant to significant loads. All possible options for silver alloys are set out in a special standard - this is GOST 19738-74 “Silver solders”.
An excellent option for saving money is home production of silver alloy for soldering with your own hands, which we will also analyze.
Physicochemical characteristics
In such alloys, silver is not always the main element. It is, for example, extremely popular when soldering stainless steel or other complex metals. Everyone knows the rule - the higher the silver percentage in the solder, the more ductile and stronger the connection is when soldering.
In addition, the melting point of silver solder with a high proportion of base metal allows greater freedom in choosing the temperature range in the use of the finished product.
One of the most common silver solder compositions is as follows:
- silver – 30%;
- copper – 20%;
- zinc – 16%;
- cadmium – 33%
This composition contains cadmium, which means the alloy is quite brittle. This silver solder is used in soldering products that will not be subject to any vibrations.
If you increase the proportion of soldering silver above 50%, you will get a mixture of metals with high fluidity and excellent resistance to later stress.
A few recommendations
Do not use too much solder to avoid lumps. If they do form, they must be removed with a nail file. If an acid solution spills on clothing or skin, immediately rinse the area with plenty of cold water.
Soldering of any metal is based on knowledge of its physical and chemical properties. This also applies to silver. The transition temperature of this metal from solid to molten state is +960 degrees. This is an ideal indicator.
In practice, when soldering, you have to deal with alloys, and the melting temperature here directly depends on the components, as well as their percentage. Soldering silver requires care, and before starting it, it’s a good idea to practice on inexpensive products.
How to choose the right solder?
It’s not so easy to choose the most suitable option from a huge number of different alloys. Clearly, if vibration resistance and high shock resistance are your top priorities, you should opt for high-silver options.
The same choice applies to working with refrigeration and climate control equipment.
Partner metals behave differently. If, for example, lead should never be added to the alloy when working with products that are resistant to high temperatures, then copper behaves perfectly under such conditions and is an excellent partner for the main components.
If the alloy contains cadmium, then there is increased brittleness - which is why it is a rare element in silver-based solders.
But phosphorus is a popular additive due to its ability to reduce the melting point, which is useful when working with stainless steel, aluminum and other complex metals.
Soldering copper pipes: step-by-step analysis of the work and practical examples
Trunk pipelines made of non-ferrous metals have increased resistance to corrosion. To connect elements, solder is used to fill the joints. Soldering copper pipes can be done independently; no special equipment or tools are required to complete the work.
Soldering copper, why you should learn it
The use of copper pipes for supplying water to premises is limited by the high cost of materials. But copper and alloys based on it have increased elasticity, which makes it possible to manufacture highways of complex geometric shapes without the risk of tearing the walls.
The chemical inertness of the material allows water supply and heating pipelines to be located in the thickness of concrete walls or ceilings without fear of corrosion destruction of the metal.
The technology for soldering copper pipes does not require the use of aggressive chemicals to remove the oxide layer from the surface. Low-melting alloys based on tin and lead have increased adhesion to copper, which simplifies the procedure for selecting connecting materials.
When applying solder, the copper base does not heat up to high temperatures, causing the formation of compounds with atmospheric oxygen. The tube is not deformed during processing; if necessary, the resulting joint is separated by heating the seam with a portable gas burner.
Methods for soldering copper parts
When connecting products made of copper and alloys based on it, 2 technologies are used:
- capillary soldering at low temperature;
- the process of filling a seam with refractory solder (at an elevated heating temperature of the parts).
Features of high temperature connections
The technology involves the use of solders that pass into the liquid phase at temperatures up to 450-500°C.
The connecting material consists of copper and silver with the addition of alloying metals (for example, to increase elasticity or reduce shrinkage during cooling).
The technology allows you to create a strong seam that is resistant to mechanical loads or local overheating of the main pipeline.
Soldering copper pipes with silver-based hard solder leads to annealing of the base, which negatively affects the strength characteristics of the structure. To reduce the negative impact, natural cooling of the joint line is used.
When installing fans or applying water to the seam, the strength of the pipe decreases. The connection technology is used to connect gas pipelines and water channels with a diameter of 12 to 160 mm.
The technique is recommended when supplying liquids heated to 110-120°C (heating mains) through pipes.
Low temperature soldering in parts
Low-temperature soldering of water pipes from copper pipes is carried out at temperatures below 450°C. For connections, radio engineering solders based on lead and tin (with additional additives) are used.
The use of a low-melting alloy leads to an increase in the width of the seam; the resulting joint is not designed to withstand the application of loads.
The connection is classified as soft, but lowering the heating temperature helps eliminate the possibility of annealing of copper parts during the connection process.
The technology is used when connecting lines with a diameter of 6 to 108 mm; it is prohibited to solder lines for gas supply with low-melting solders. When arranging copper channels for heating, it should be taken into account that solders allow pumping of coolant at a temperature not exceeding 130°C.
What will be needed in the process
Before soldering copper tubes, you will need to prepare a flux that can clean the surface of oxide deposits. The quality of the work depends on the correct preparation of the surface.
The flux additionally promotes the spreading of the alloy over the surface of the tube, which improves the appearance of the weld.
Then you need to decide on the connection technology, which determines the choice of how to solder copper pipes.
https://www.youtube.com/watch?v=n1mQng5Okk8
For high-temperature welding, lead-free solder is used (marked Lead Free on the package). For low-temperature technology, standard PIC solder is used, produced in the form of a rod with a diameter of 3 mm. It is allowed to use alloys with the introduction of alloying elements (for example, bismuth or lead), which have a positive effect on the strength of the connection.
Soldering copper pipes with your own hands involves cutting parts into elements of the appropriate size. A pipe cutter is used to divide the pipe into sections; the edges of the workpieces are processed with a chamfering tool.
Since when connecting pipelines it is necessary to expand one of the ends of the line (to ensure a tight and reliable fit), you will need an expander, which is pliers with a special bushing designed for several pipe diameters.
To heat solder and elements made of non-ferrous metals, a gas burner is used with a nozzle that forms a narrow, directed flame. The equipment is equipped with a cylinder filled with pure butane or a propane-butane mixture.
It is possible to perform work using an electric soldering iron; the tool is used in areas where the use of open flames is prohibited. The craftsman will also need a set of drawing tools to mark the workpieces.
Soldering technology for copper products
After preparing the tools and materials, the pipes are soldered, consisting of the following steps:
- cutting workpieces into pieces;
- degreasing and removal of oxides;
- joining of elements;
- applying solder to the joint line.
Cut the part to the required length
Welding copper tubes begins with marking the pipeline, which is then cut into elements of the required length. When marking, it is necessary to take into account the length reserve required to connect the tubes after expanding the end.
A hand-held cutting tool allows the pipe to be clamped and then a carbide roller is rolled around the outer surface of the workpiece.
As the body of the pipe is cut, the roller is tightened by the adjusting bolt, which allows for an even cut.
It is possible to cut workpieces using a hacksaw for metal and a special template that ensures the perpendicularity of the cut.
When cutting, compression of the pipe is not allowed, since the ovality of the outer surface impairs the tightness of the joint (due to a change in the gap, which will not be filled with solder). The resulting flash is removed with sandpaper and a metal brush.
Then one of the edges is treated with an expander, which will create a sealed joint with increased strength.
Apply flux to the surface of the pipe
Welding copper pipes with your own hands requires removing oxides from the surface of the parts being joined. The workpieces are wiped with a degreasing compound (for example, acetone), and then a reagent is applied to the edges to be joined.
It is not recommended to use an increased dose of flux; the active substance is evenly applied in a thin layer to the joint area. To apply the reagent, use a paint brush that does not leave fibers on the surface.
Connecting parts before soldering
After applying flux, the tubes are joined; it is recommended to join the elements immediately after lubricating the surface (to reduce the risk of dust settling).
When connected, the parts rotate relative to each other, which allows the flux to be distributed and ensures a tight fit.
The reagent squeezed out from the joint is removed with a dry cloth; it is prohibited to store flux on elements made of non-ferrous metals, since the destruction of the material begins.
Joint formation during low-temperature soldering
Low-temperature technology uses a flux designed for reduced heating of the structure during connection.
Soldering copper tubes with a gas torch involves supplying a torch to the joint area, the torch moves along the joint, ensuring uniform heating of the parts. Then a bar of solder is taken in hand and fed into the gap between the pipes.
The molten metal begins to spread over the surfaces, the burner is moved to the side, and solder fills the joint due to the temperature of the heated pipe.
Seam formation during high-temperature soldering
When using refractory solders, the pipes are heated with a burner to an elevated temperature. The burner moves along the joint area until the pipe is heated to a cherry-red hue (corresponding to a temperature of 750°C). Then solder, preheated by a burner flame, is supplied to the joint.
Solder melts upon contact with heated pipes, uniformly filling the installation gap. There is no need to apply excess solder since the material will remain on the outside of the pipeline. After completing the procedure, you must wait 2-3 minutes; after the temperature of the joint has decreased and the solder has crystallized, the flux residues are removed. No additional machining of the connection is required.
Safety precautions when soldering copper pipes
Basic safety rules when independently soldering pipes made of non-ferrous metals:
- When applying chemicals and heating pipes, protective clothing and goggles are required. If flux gets on exposed skin, remove the reagent with running water and then wash the area with soap and water.
- Do not wear protective clothing made of synthetic material that melts or ignites when exposed to the flame of a gas torch or the tip of an electric soldering iron.
- Since flux evaporates during work, ventilation is provided in the room.
The main mistakes made when soldering
The main mistakes that occur when welding a copper pipeline on your own:
- Insufficient quality of processing of joints. When applying solder, voids are formed that violate the tightness and strength of the connection.
- Oil stains on the surface of pipes that prevent the material from being treated with flux.
- Wrong choice of joint width. To ensure a correct connection, the surfaces must be in contact over a length of 7 to 50 mm (depending on the diameter of the pipes being connected).
- Heating parts to a low temperature. The solder melts, but after removing the torch it immediately crystallizes, which does not allow filling the gap between the elements being connected. Another mistake is excessive heating of the pipes, which contributes to flux burnout and scale formation.
- Application of an insufficient amount of flux, which is not enough to clean surfaces from oxides. When solder is introduced, a joint of insufficient width is formed, allowing water or gas to pass through during operation.
- An attempt to test the connection line before the solder has completely crystallized, leading to the destruction of the connection. To restore the joint, you will need to remove the solder and then reconnect the parts.
- Violation of safety regulations.
Conclusions and useful video on the topic
Inexperienced installers are recommended to conduct a training cycle using waste pipes. After completing 5-6 test seams, it is allowed to begin making connections on the pipeline.
Since with insufficient experience there is a risk of errors in marking, the pipeline is assembled on the floor of the room.
After checking the correct dimensions, the joints are connected in series using hard or soft solder for soldering the copper pipeline.
#1. Features of high temperature copper soldering:
#2. How to solder copper fittings correctly:
#3. What types of fluxes are there for soldering?
Videos shot by installation crews show how to properly solder copper pipes at home. A novice installer does not always accurately determine the degree of heating of parts, so it is recommended to seek the help of an experienced mentor.
Since copper pipelines and technological components of water supply networks made of non-ferrous metals are very expensive, performing installation work on your own will save money (even taking into account the need to purchase tools).
By the way, you can buy copper tubes inexpensively on the website https://eurometalgroup.ru/
DIY silver solder
The word "prepare" is quite an appropriate expression in this section because silver solder can be prepared in many ways, including the old technique. Let us immediately note that here you need practice to achieve perfection.
GOST for silver solders.
The old recipe requires two coins: a copper nickel from 1962 and a fifty-kopeck coin from 1924, and additional metals, a gas burner for soldering silver and a spoon.
It starts like a fairy tale: we melt silver in a spoon. Then lower the copper coin and mix, rolling the spoon. The more patiently you roll the spoon, the better the mixing will be. After this, the solution is poured into a metal mold called “ingus” and rolled out again.
The alloy prepared in such a primitive way actually has very high qualities: it is pure sample No. 900.
An important factor in the quality of preparation is fresh flux. The flame in the burner must be monitored very carefully: it should be soft, and a not very hot fire should resemble a broom in outline. In this case, the seam will turn out to be of truly high quality.
To repair products, solder is made light in the following composition:
- silver – 7 parts;
- brass – 2.8 parts;
- zinc – 0.35 parts.
We stock up on the following materials for work:
- spoon;
- soldering torch;
- sandpaper or sandpaper;
- scissors, folds, scales;
- mixing spatula;
- borax for adding to the finished melt.
You need to work with brass first - clean it from the oxide film. Melt silver with hallmark No. 999 in a spoon, add brass and mix well right in the spoon. After complete melting, add zinc.
You can add zinc in its pure form, or in an alloy with brass or copper. Zinc is often added by wrapping it in foil. We begin to roll the composition. We cut the finished rolled sheet with scissors.
Soldering with a torch
Diagram of a gas burner.
It is best to melt PSR type solder to solder silver parts using a miniature gas burner - a gas soldering iron.
Such a device is a low-power burner with a flame temperature of up to 1300ºC.
The gas flow comes from the cartridge and is regulated by a special system, while air is sucked in at the same time.
The gas medium used is butane, propane or acetylene.
The nozzle on the burner nozzle can have a different shape; when soldering silver, it is advisable to use a nozzle with a flat nose.
Melting solder
If you decide to do without old recipes, stock up on these materials:
- container with water;
- wood mixture with coal;
- borax;
- crucible and iron hook.
Solder composition and melting point.
We melt metals in a crucible, which must be placed in a forge or heated with a blowtorch. During melting, be sure to add borax. It is important to know and follow a clear sequence of the process. The main thing is to melt refractory metals first, and only then fusible ones.
Liquid metals are constantly stirred in the crucible with a hook or wooden stick. It is better to divide the process into two stages. The crucible with molten metals is removed from the furnace, and the metal is combined with water. The resulting small drops of metal are dried and melted again, adding borax.
After final melting, pour the solder into the mold. When it hardens, roll it into strips.
The most important part of the silver soldering process at home is the transition of the alloy from liquid to solid state. First, the mixture is melted and then cast into ingus.
The preparation of the spoon is as follows: a rectangular-shaped cardboard is placed on its bottom, and a plate is placed on top of it so that its edges wrap around the edges of the spoon. Cardboard sheets are carefully crimped to form a concave-shaped bed.
Sorting of the charge is carried out on special jewelry scales, scrap silver of different samples is checked and weighed: 916 and 875, pure silver, metal, borax. The charge is divided into equal piles of approximately twenty grams, it is cleaned using a magnet to remove impurities of iron and steel.
Scrap with purity 875 is mixed with the remaining parts. Borax acts as a flux.
The proportion of silver sample No. 875 and copper is exactly 4:1 (three copper nickels and one fifty kopecks), borax is added at the rate of one part per ten parts of the charge.
Ingus or another form is greased with wax and placed next to the burner. The fact is that the melt should under no circumstances cool down. Therefore, it is poured into well-heated ingus. The mold is then placed under cold water to cool. The cooled block is removed.
When can you solder silver?
Silver is a fairly soft metal, so products made from it often break. For example, a broken chain, earrings or a cracked silver ring are simply taken to a jewelry workshop. But with certain soldering skills, it is quite possible to repair the product at home.
Jewelry made of silver with tin must be soldered very carefully so as not to spoil it. Silver has its own characteristics and working with it occurs somewhat differently than, for example, with tin, which is familiar to repairmen.
A few words about fluxes
The purpose of fluxes is to protect the soldering metal from the effects of oxides by isolating the soldering area from air. The most common composition of fluxes for repairs is a mixture of potash and borax in equal proportions; sometimes soda is used instead of potash.
To obtain powdered borax, you must first dry the aqueous solution of borax. It is better to do this on a regular gas stove in a porcelain evaporation container.
Once the solution turns into crystals, they need to be ground to a powder. Flux must be removed after soldering with a weak heated acid solution.
Medium melting alloys
Silver solder has unique qualities:
- highest strength;
- resistance to corrosion and in aggressive environments;
- low melting point;
- high thermal conductivity.
In addition, it perfectly fills all the gaps between soldered surfaces and fits perfectly on any metal surface.
Making silver solder is easy, creative and very fun. And if you take into account the significant cost savings, then silver soldering is a method that is worth learning.