Purpose
The instruction is a guide for soldering steels: structural, corrosion-resistant (stainless) and heat-resistant with high-temperature hard silver solders PSr40; PSr MIN63; PSr21.5; and copper solders VPR1; VPR4 and their imported analogues with gas burners, as well as in chamber furnaces and furnaces with a vacuum environment.
Equipment and materials
2.1 Gas burner GOST 1077-79 2.2 Chamber electric furnace with temperatures up to 1300 degrees 2.3 Vacuum oven type START 2.4 Necessary devices for installation and fixation of parts 2.5 Acetone GOST 2603-79 2.6 Pure argon class “A” GOST 10157-79 2.7 Tweezers
SOLDERS AND FLUXING SUBSTANCES
3.1 For soldering, use the solders listed in table.
| Brand |
solder
19746-74
3.2 Heat treatment of solder is carried out if appropriate, if the solder is not sufficiently ductile. 3.3 For soldering, use the following types of fluxes: • PV200 for soldering with PSr21.5 and VPR1 solders; • PV201 for PSr40 and PSrMIN63; • Potassium tetrafluoroborate (KVF2) GOST 9532-75 for soldering PSr21.5 and VPR1 in a neutral environment.
4 PREPARATION OF THE SURFACE OF PARTS AND SOLDER
4.1 The size of the gaps should, as a rule, be from 0.7 to 0.15 mm for telescope-type connections and up to 0.2 mm for other connections (lap, butt, T-joints). It is allowed to reduce the gap in a telescope-type connection if this is caused by the design features of the unit. 4.2 Surfaces to be soldered must be brought to a roughness of at least 2.5. 4.3 On cemented products, after removing the copper coating, the surfaces for soldering must be mechanically cleaned to bare metal. 4.4 The presence of a chamfer in the place where the fillet is formed during furnace soldering must be excluded. The edges of the groove in which the part to be soldered is placed must be blunted with a radius of ±0.1 mm. 4.5 Presence of tarnish and corrosion on the soldered surfaces of assemblies after fur. processing is not allowed 4.6 Parts to be soldered must be washed. 4.7 Immediately before soldering, degrease the parts included in the assembly and solder in acetone or another solvent and dry in air for 10-15 minutes. After this procedure, assemble with tweezers or use cotton gloves.
5 PREPARATION OF EQUIPMENT AND FIXTURES
5.1 When soldering in a chamber furnace in argon, the inner surface of the container must be cleared of dirt and cleaned by washing with acetone or another solvent. 5.2 Before loading units for soldering, the vacuum furnace must be cleaned of dirt and oil in accordance with the operating instructions. 5.3 The equipment must be washed in acetone or other solvent before soldering. If there are loose oxide films, it is allowed to blow the equipment with electrocorundum or hydrohoning. 5.4 When soldering in a neutral environment, before launching argon into the furnace, purge the pipeline system with argon. Changing cylinders during the soldering process is prohibited.
6 ASSEMBLY
6.1 Assembly of units should be carried out in devices that ensure the required position of the parts and eliminate stress in the soldering zone. 6.2 Fix the solder on resistance welding machines using a welding gun or welding pliers.
7 SOLDERING
a) Soldering with a gas torch 7.1 Dilute the flux in H2O or alcohol to a paste, then coat the surfaces to be joined. 7.2 Coat the solder with flux diluted in H2O or alcohol and sprinkle with flux powder. During the heating process, it is necessary to ensure that the surface of the metal at the gap is not exposed to flux and, if necessary, add flux powder. 7.3 Heat the soldered area to the temperature indicated in the table above. The temperature during soldering is controlled visually at the beginning of melting of the solder. Heat the connection area evenly along the entire length of the connection, avoiding overheating. When soldering parts with different wall thicknesses, heat the more massive parts first. 7.4 Do not allow the flux to come into contact with the flame for more than 4-5 minutes due to the possibility of it losing its fluxing properties. The optimal heating time for flux when soldering in a gas flame is 20-60 seconds.
Read also: 220V wire connectors are reliable
7.5 During the soldering process, it is prohibited to subject the assembly to mechanical stress until it has completely cooled.
7.6 If necessary, to protect the inner surface of the pipes from excessive oxidation, apply flux to the inner surface of the pipe or pass argon inside.
When soldering, place the pipe in the joint area, if possible, vertically. The fittings must be at the bottom.
7.7 Cold-worked parts made of steel type 12Х18Н9Т should be annealed before soldering (parts made of pipes after bending)
7.8 Bending pipelines after soldering is not recommended and is absolutely not permitted at a distance of less than 20 mm from the soldering point. Solder beads on the nipple can be filed off.
b) Soldering in a chamber furnace
7.9 Produce in sealed containers with a steel screen cap in an argon atmosphere.
7.10 Fluxes 200, 201, 209 are diluted in water to a paste-like state and applied in a thin layer, then dried for 10-15 minutes. Potassium tetrafluoroborate powder is poured into a container. The amount of flux, temperature, holding time, argon consumption, heating and cooling rates are specified in the technology.
7.12 Temperature control is carried out with a thermocouple inserted inside the container.
The thermocouple hot junction should be placed as close as possible to the surface of the work being soldered.
7.13 Cool the parts under a flow of argon to room temperature. It is allowed to blow the container with compressed air in order to reduce the cooling time.
c) Soldering in a vacuum oven
7.14 Produce primarily in argon.
7.15 Place the assembled unit in the device on the furnace tray, covering it with a cap-screen made of steel type 12Х18Н10Т.
7.16 Soldering in argon is performed according to the following scheme:
- Purge the piping system to the vacuum valve with argon
- Pump out the air from the furnace to the residual pressure specified in the technology. It is allowed to flush the chamber with argon, which consists of the following: pumping out to 10-3 mm Hg. Art., filling with gas and pumping again to the required vacuum.
- Feed argon gas into the furnace chamber. Feed continuously for 8-10 minutes.
- Turn on the heat and perform soldering.
7.18 Temperature control is carried out using a thermocouple with recording on a recorder. The thermocouple hot junction should be placed as close as possible to the surface of the soldered assembly. It is permissible to measure the temperature in the chamber, provided that the experimentally determined temperature difference on the surface of the product and in the chamber is taken into account.
8 REMOVAL OF FLUX RESIDUE
In hot, then in cold running water, followed by blowing with hydrohoning.
9 SEAM CONTROL
9.1 Monitoring the condition of components must be carried out at all stages of the technical process of preparing surfaces, assembling and soldering, introducing flux and solder, and eliminating flux residues after soldering.
9.2 The materials used must be GOST certified or have specifications. Monitor the expiration date of the flux.
9.3 Apply the following types of control:
a) external inspection;
b) radiographic analysis;
c) checking components for strength and tightness;
9.4 Externally examine 100% of the units using a magnifying glass of 4-7x magnification.
You need to inspect the solder seam and the area of the base metal adjacent to it at a distance of at least 10 mm.
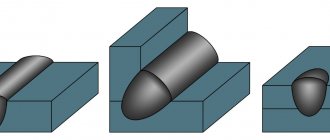
9.5 The seam must be clean, without porosity, cavities, fistulas, missing solders, foreign inclusions, flux residues, etc. provided that the solder has filled the gap and formed a fillet.
10 CORRECTION OF DEFECTS
10.1 Eliminate unacceptable solder gaps, pores, cavities and other defects by soldering no more than 2 times with the same solder used for soldering or with a lower melting point.
Add a comment Cancel reply
You must be logged in to post a comment.
Is it worth BUYING, reviews from welders:
- Welding transformer PATRIOT 200AC 102.00 RUR
- Charger GreenWorks G24C RUB 2,490.00
- Voltage stabilizer PRORAB DVR 1000 2597.22 RUR
- Stabilizer Resanta ASN-2000 N/1-C Lux 3610.00 ₽
- Voltage stabilizer Stavr SN-2000 3920.00 RUR
- Welding machine BauMaster AW-79161 3990.00 RUR
- Hitachi AB17 charger RUB 4,076.87
Using soldering with tin-lead solders (Table 4.1), the output ends of the armature coils and phase rotors are connected, respectively, with the commutator cocks and slip rings, the heads of the core winding of the phase rotors with brackets, the armature and rotor bands into a single whole (soldering).
There are several methods for soldering with these solders. The most common method of connecting the lead ends of the armature windings with the caps of the commutators and the heads of the rotor rods with staples using soft solders is soldering in bathtubs. Various solder bath designs are used for soldering. The solder in them is melted by heating the bath with resistance coils, and the collector plates are heated with the heat of the molten solder.
Read also: Sample order on assigning a mark to a welder
When soldering using a blowtorch, the collector cocks, together with the output ends of the coils embedded in them, are heated to the soldering temperature with a blowtorch flame. A stick of solder is brought to the heated cockerel of the plate. Heated by the flame of the blowtorch and the commutator plate, the solder melts and, flowing into the commutator slot, wets the lead ends and side surfaces of the slots and firmly connects them.
Soldering with a soldering iron is used when soldering armature bands. The wire bandage placed on the armature or rotor made of tinned wire is washed with flux using a hair brush. An electric arc soldering iron is placed on the bandage to warm it up and a stick of solder is brought to it. The flow of molten solder is leveled on the bandage with a soldering iron. By successively heating sections of the bandage and melting the solder, the entire bandage is completely soldered.
Brazing is used in armatures with class H insulation. The lead ends of the windings of such armatures are connected to the collector terminals using Psr-2.5 silver-cadmium solder.
Melting point, °C
Electrical conductivity, % conductivity of copper
Technological features of widespread soldering work require the use of consumables of different melting temperatures.
Where is it used?
Brazing is notable for the fact that when it is carried out, the area where the products are joined must be heated to temperatures of about 450 degrees or more.
Such solders are called refractory, and the joint obtained with their help retains its strength characteristics even with strong thermal heating.
Unlike hard soldering, soft soldering involves the use of low-temperature consumables, which provide reliable adhesion at significantly lower heat (about 200-300 ℃).
They are, as a rule, used when soldering products operated under normal temperature conditions, and do not guarantee the preservation of contact under high heat.
The capabilities of hard solders are widely used in those areas where it is necessary to obtain a seam whose strength properties occupy an intermediate position between welding and low-temperature soldering.
In this case, special attention is paid to preserving the structure of materials in the contact zone, which after processing should not lose their original characteristics.
Carbide compounds are most often in demand in the following situations:
- production of metal-cutting tools, cutters with carbide working inserts;
- in the manufacture of containers and vessels made from non-ferrous metals and stainless steel;
- in auto repair shops (when repairing radiators and individual transmission elements), as well as in those places where the use of welding is extremely undesirable;
- during installation and repair of tubes made of hard copper alloys installed in refrigeration and heat exchange equipment and operating under conditions of “critical” temperatures or high pressure;
- for reliable and durable connection of thin-walled objects and parts that experience increased loads and elastic deformations during operation.
The use of hard soldering technology ensures the necessary strength of the resulting connection and its resistance to overheating. In addition, carbide methods are used in the repair of copper or brass products that are exposed to high temperatures during operation.
Unlike the hard solders described above, the scope of application of soft soldering is limited to normal operating conditions. This method is most often used when it is necessary to obtain a reliable connection of products and parts made of low-melting materials that are not subject to excessive heating and deformation.
Widespread tin-lead soldering compounds are especially popular for “soft” jointing of parts.
Preparing parts for soldering
Most often, parts are etched before soldering in hydrochloric and sulfuric acid. For these purposes, the part is placed in an acid-proof container, which is half filled with the above components.
For etching with sulfuric acid, a temperature of at least 60 degrees is required, while for etching with hydrochloric acid, it is lower, about 40 degrees. When etching, it is very important that the oxides on the metal surface dissolve as quickly as possible.
If you do not need to clean the entire product, but only the soldered area, then it would be more advisable to use a 15% solution of hydrochloric acid, which is applied with a brush to the part to be soldered. Rust is removed from the surface of metals using special etching pastes.
Among other things, before soldering it is important to clean the metal and degrease its surface. For degreasing, it is allowed to use gasoline, as well as the following compounds:
- For degreasing steel parts - trisodium phosphate, sodium carbonate and caustic soda, as well as liquid glass. Degreasing time is 30 minutes at a temperature of 70 degrees;
- To degrease copper parts and copper alloys - laundry soap, caustic soda and liquid glass. The time for degreasing parts is 5 minutes at a temperature of 60 degrees;
- For degreasing aluminum parts - trisodium phosphate and caustic soda, as well as liquid soap. Degreasing temperature 60 degrees, time 5 minutes.
After degreasing, the parts are washed in hot and cold water.
Household use
Using the hard soldering technique at home requires the presence of a gas burner, through which a high degree of heating can be provided in the contact area.
In addition, you will need refractory solder itself, which melts at temperatures above 450 degrees, as well as a special active additive called flux.
Only if these requirements are met as a result of soldering work, it is possible to obtain a sufficiently reliable and hard soldered joint.
An example is the use of hard solder when soldering a bicycle frame, the restoration of which by other methods is not as effective and reliable.
Hard solders are in high demand when repairing various kitchen utensils and cookware made from carbide materials (brass or copper, for example).
Read also: Name the cross-sectional shapes of a file
Most often, samovars heated by coal or similar heating devices made of refractory metals are subject to restoration repairs.
Let us add to this that household brazing is widely in demand when carrying out repair work related to the restoration of individual units of refrigeration and heat exchange equipment.
In the latter case, soldering copper tubes using a gas torch will require hard brass solder, which allows you to obtain a strong and reliable connection suitable for use in critical conditions.
Let's look at the features of working with soldering compounds of varying degrees of refractoriness using the example of such a common operation as pipe sealing.
Methods for connecting parts
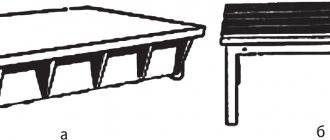
There are many ways to connect soldered parts to each other. This includes an overlap, a stepped seam, a corner connection, a comb, a butt and a flange connection.
The strength of soldered parts largely depends on the area of the surfaces being soldered. Therefore, the choice of method for joining workpieces must be approached carefully. The most durable joints are soldered joints with a comb and an overlap.
The T-joint is used quite rarely, since instead of it, a corner connection of the parts being soldered is most often used. In this case, the area of the connected surfaces increases noticeably.
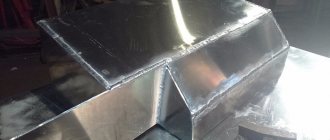
For soldering sheet metal products, a lock connection is most often used. This connection ensures complete sealing of the seam.
After degreasing, the parts are connected to each other using one of the selected methods and securely fixed with clamps. It is very important that after fixing the correct position of the workpieces is not disturbed, since this guarantees a neat and high-quality joint.
Features of soldering pipe products
The order of sealing pipes with soft solders is determined by the following sequence of work operations:
- First, a joint with a socket is prepared from the pipes, and flux for soldering with soft solder is applied to the inner surface of the pipe.
- Then the same flux composition is applied to the outer part of the pipe being joined, after which the finished joint is heated to a temperature of about 300-400 degrees with a high-power soldering iron (at least one kilowatt).
- You can control the degree of heating of the docking unit by changing the color shade of the flux.
- After it has darkened, a wire rod of solder is introduced into the contact area (sometimes for better contact it is prepared in the form of small chips that fill all the joining gaps).
- Upon contact with the heated contact area, the solder melts and then, under the influence of flux, spreads over the entire area of the connecting seam.
High-temperature soldering using a solid composition differs from the procedures already described in the following ways.
Firstly, when implementing it, a flux of a completely different composition is applied to the joint, and secondly, the solder introduced into the soldering area must be made of refractory components.
And finally, to heat the contact zone with solid properties, special equipment is used (thermal oven, gas burner or induction heating device).
Both the processing of copper blanks and the soldering of steel at home require the use of a conventional gas burner, which is always available on the farm of any private owner.
Particular attention should be paid to the last stage of connecting pipe blanks, when, after softening the filler wire, one of the pipes rotates around its axis.
As a result of this operation, the solder, which has not yet hardened, is wound onto the joint area, followed by the formation of a reliable annular seam.
What types of solders are there?
There are a large number of materials for soldering, the main division is into soft and hard. Radio equipment is installed using low-melting material; its melting point ranges from 300 to 450 °C. In terms of strength, soft types of solders are not inferior to others when soldering; they are used in the assembly of almost all electronic products.
The soldering process is based on an alloy of tin and lead with a certain standard and quantity.
Some refractory solders have steel alloys, which makes it possible to implement certain parameters when connecting. Impurities are used to achieve certain characteristics, anti-corrosion properties, and strength levels. Solder for soldering is used in most cases of the POS brand, which means tin-lead solders. The number indicates the percentage of tin in the composition.
Tin-lead solder
If a situation occurs where solders and fluxes used in soldering are of unknown origin, they can be distinguished by the following physiological properties:
- The melting point of lead-tin solders varies from 183 to 265 °C.
- A bright metallic sheen indicates a high tin content, presumably grade POS-61 and higher.
- A high lead content is indicated by a dull gray tint and matte surface.
- A large amount of lead increases the ductility of the wire; a product with a diameter of 6 mm can be easily bent by hand, but a higher quality product cannot be bent.
Different types of solder are produced by manufacturers depending on certain factors. Most modern soldering materials use a flux tolerance of 1 to 3%, which significantly improves working conditions. There is no need to bring the tip of the soldering tool to the flux each time if it is contained in the solder core. A type of lead-tin product is POSSu brand solder. The designation involves the addition of antimony, is used in various industries, and is suitable for use with tin parts.
Solder Sn63Pb37
The most common type of solder used for soldering and tinning copper and bronze parts through which current flows is tertiary solder. The melting point of this variety is 190 °C, resulting in a sealed seam. The foreign analogue is Sn63Pb37, where the content of tin to lead corresponds to the name.
Varieties
The main component of heat-resistant joints formed as a result of brazing is copper, from which almost all refractory consumables are made.
Pure copper is used extremely rarely as an adhesive component. As a rule, it is taken in combination with other metals (silver, zinc, silicon or tin).
Each of these additives makes the solder more refractory, and the resulting joint stronger and more durable.
Almost all of these impurities reduce the temperature at which the solid solder itself melts (for pure copper this figure is 1083 degrees).
For high-temperature processing of metals, as a rule, copper-zinc compounds are used, ideal for soldering bronze or copper parts (less commonly, steel).
However, they have one significant drawback, which is manifested in their poor protection from vibration and shock. In order to eliminate this drawback, the method of alloying with other metals is used, which significantly increases their strength characteristics.
Thus, hard brass solders can be considered as copper-zinc compositions that have undergone an alloying operation, thanks to which they are widely used in the manufacture of carbide cutters.
The main characteristics and areas of application of various types of solders can be found in the summary tables.
Fluxes for refractory metals
The main component of flux additives used when working with hard solders are boron compounds, collectively called “borax” (Na2B4O7).
In order to increase the activity of fluxes of this class, a small amount of fluorine is added to them to form such active compounds as potassium fluoride and calcium.
To work with products made of copper and its hard alloys, it is advisable to use chemically pure borax, which is a universal flux composition that is optimally suited for high-temperature soldering conditions.
It should be noted that flux additives for soft and hard solders are available in a wide variety of forms (in the form of liquid, crystals or powder) and are often combined with solders.
This technique allows you to simplify the operation of their dosing and normalize the consumption of this component, which is important for high-quality soldering.
Brands of soft solders for soldering with a soldering iron
Soft solders are used in conjunction with an electric soldering iron and flux. The tin included in the composition is an environmentally friendly product and can be used to connect elements of the food industry. The most common soldering product is the tertiary, which got its name due to the composition containing a third of lead . Soft solders are divided into varieties according to their purpose and melting temperature.
Solder POSV-33
Low-melting solders are used for soldering heat-sensitive parts such as fuses and transistors. The composition includes lead, tin, bismuth and cadmium, the latter material is toxic and is not used in all areas of activity. Melting of Wood's products begins at the lowest temperature - 69 °C.
Domestic brands of products are labeled POS; with the addition of some substances, the name changes. For example, POSV - 33 has equal parts of lead, tin and copper, and is applied to brass and copper parts that require a sealed seam.
Main technical characteristics of soft solders for soldering with an electric soldering iron
The technical characteristics of materials used for soldering are divided into several parameters:
- conductivity or electrical resistivity is 0.1 ohm per meter. Tin-lead type solder conducts electric current an order of magnitude worse than aluminum or copper;
- Tensile strength is measured kg/mm; low-temperature solders do not include this parameter, because not designed for load. The parameter depends on the amount of tin; the more there is, the higher the number. For example, POS-61 brand solder has a strength of 4.3 kg per mm, and POS-90 solder has a strength of 4.9 kg/mm.
- The melting point depends on the purpose and components.
What is soldering
Soldering is a method of joining metal parts using a lower melting metal. The process itself is the penetration of one substance into another at high temperature (180-250 degrees).
Important! The main thing is high-quality heating of the parts to be soldered, followed by fixing them with solder.
Having mastered the soldering technique, the master will be able to connect any parts
Soldering iron - the main tool
The main tool, without which it is impossible to connect parts and wires, is a soldering iron. There are many designs with different technical characteristics, so choosing the right product will not be an easy task for a beginner.
These tools are powerful and feature ceramic or spiral heaters. The former heat up very quickly, but require maximum care, since even minor impacts lead to breakage and failure. In the second case, soldering irons take longer to heat up, but are more practical and have a longer service life. Any of these modifications are used when solving the problem of how to solder with a soldering iron with tin and rosin.