How to choose the right SG?
There is an opinion that semi-automatic MIG welding requires more current compared to the output power of the welding machine, but this is a misconception, since in this case it will be reflected in the weight of the torch itself and will affect maneuverability.
Therefore, emphasis should be placed on models with a lower current coefficient, lighter and more flexible, but at the same time perfectly coping with the assigned tasks. And there is an explanation for this. First of all, by the maximum current indicated in the product passport, the manufacturer usually means the permissible temperature, above which there is a risk of damage to the handle or cable-hose. Secondly, based on time statistics, it can be argued that operation at full power will be a cyclic process lasting no more than 10 minutes. Based on the above, it can be confirmed that this tool can be freely used at a lower current without compromising it and thereby provide some advantages during work, which affects their efficiency and economy.
Gas burner for semi-automatic machine
When using semi-automatic MIG and MAG welding machines, selecting the optimal torch depends on the rated welding current, type of cooling and connector configuration. In any case, the length of the burner sleeve is from 3 to 5 meters, taking into account the tasks assigned.
Cooling of the device can be of two types:
- air;
- water (liquid).
Torches of the first type are used to work with currents up to 350 A (welding with short seams). Liquid cooling is important for welding long seams (regardless of the welding current). It is not difficult to purchase a high-quality burner for a semi-automatic machine in Moscow. Moreover, the range includes all types of devices and spare parts to ensure high-quality and safe operation.
Review of AURORA burners for semi-automatic machines
The MIG-MAG welding torch can easily be called the welder’s main tool. The quality of execution of this device determines production costs, the convenience of the welder, and therefore his labor productivity. The group offers its customers a huge selection of welding torches for semi-automatic welding. Aurora torches will allow the welder to work with different wire diameters, from 0.6 to 1.6 mm. The devices are designed for a 60% duty cycle with maximum welding currents from 150 to 500A.
Criteria for a successful purchase of SG
Despite this, before purchasing a welding torch, it is recommended to determine the tasks for it, and then evaluate how feasible they are for a particular model. Only in this way can you make the right choice, which will subsequently affect productivity and profitability.
Welding torch
Quite often, buyers do not pay attention to the design of the product and consumables, and this is an important criterion when purchasing, since the quality of the weld, productivity and service life depend on them. In addition, in search of benefits, customers sometimes settle on little-known manufacturers who do not always provide a warranty card. Thus, failures and downtime cannot be ruled out. To avoid problems, it is more advisable to choose a model from a range of manufacturers with a good reputation, which guarantee flawless long-term operation and eliminate premature expenses for repairs. Moreover, the model does not have to be expensive. When assessing long-term investments in SG and its consumables, it is recommended to take into account the service life, costs of spare parts, the cost of downtime and maintenance, as well as the ease of replacing failed elements.
Burner for argon cooking
The main purpose of argon welding torches is to create a spark for welding. Such devices differ in power, cord length, type of cooling and control, methods of connection to the welding itself.
SG device and its parts
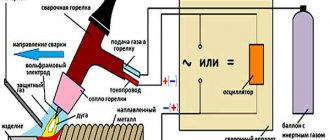
A welding torch for semi-automatic machines consists of a body with an insulating ring tightly adjacent to it, from which comes an electrode holder, a contact tip and a gas nozzle.
Consumables include the nozzle, diffuser and contact tip, which are responsible for the passage of the protective gas and the end point in the system where the wire exits and the arc is formed. Based on this, they require increased attention, as they are responsible for the quality of the weld and productivity. It is recommended to carry out regular checks and, if necessary, replace worn parts. Such inspections should be carried out several times a day. Particular attention should be paid to the inner hole at the contact tip, because it is responsible for good contact. In case of wear, mandatory replacement is required. It is equally important to clean the nozzle and diffuser from splashes, otherwise the normal supply of protective gas may be interrupted. The most complex component of the tool in question is the coil, which should be checked when changing the coil; to facilitate cleaning, it is better to use compressed air.
The operation scheme of the SG for a semi-automatic device is simple. The device supplies shielding gas and electrode wire to the combustion zone, where the worker, directing the tip to the required place and starting the welding process, manipulates it using a handle made of cast material with insulating properties.
Type of fuel
The materials used in burners are:
- Gas;
- Liquid fuel;
- Combined materials.
Intake of oxidizer
- With the use of air;
- With oxidizer supply.
How to choose a welding torch
For semi-automatic welding machines, you should choose a heating pad based on some characteristics:
- The current for operation must be the same for welding and torch;
- The outer shell of the burner must be made of material resistant to damage;
- Small size;
- A light weight;
- Resistant to sub-zero temperatures and chemicals.
Gas welding: pros and cons
Gas welding is widely used in industry. Its advantages are the simplicity of the technology, the low cost of the devices, and the fact that they are easy to find and buy. The flame is regulated by a simple valve. For external repair work, such welding is good because the flame of gas welding torches cannot be extinguished even by a strong wind.
Equipment for this type of welding is easy to transport to the desired location. It does not require additional installation, and therefore you can work anywhere – even in the forest.
Gas welding also has many disadvantages. The most obvious is the danger of explosion. If handled carelessly, a fire or explosion of a flammable mixture may occur.
This technology is not recommended for welding metal sheets thicker than 3-5 millimeters - the seam will turn out sloppy and will deform and crack.
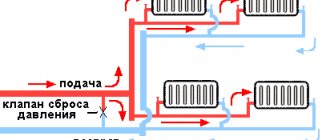
Gas or water cooled?
Another key question is which cooling to choose - air or water? It's a bit like buying a motorcycle - air-cooled one or two cylinder or water cooled four cylinder? The fact is that water-cooled systems are often more durable. Any welder who has used a water-cooled welding system will tell you how much more convenient it was to weld with a water-cooled welding torch and how easy it was to handle. Additionally, water-cooled systems not only last longer, but also provide more power. Air-cooled welding torches are not suitable for high currents and long-term operation, while water-cooled torches continue to perform well at currents well above 200 A.
Naturally, the advantages of water cooling come at a price and the cost of water-cooled burners is on average 20-30% higher. There is also the added cost of installing the water cooling system itself. Replacing welding torch wear parts will be part of the ongoing operating costs, so cost is an important factor when choosing between gas or water cooling.
Semi-automatic aluminum welding
Any of the presented torches can be used when welding aluminum. For correct operation, we recommend that you replace the steel guide channel with a Teflon channel. The Teflon channel has better sliding and is harder, which does not allow the aluminum wire inside the cable to twist and break.
In addition, when choosing a conductive tip for welding aluminum, we recommend following a simple rule: choose a tip diameter slightly larger than the diameter of the aluminum wire.
This is due to the fact that when leaving the tip, aluminum expands greatly and if the diameters match, the welding wire may stick in the tip.
Tip inserts
Inserts are used to fix the welding tip.
Article: 071.250.803 Insert for tip M8 25mm (MIG MP 400/500) EGO5025-168
The M8 tip insert for MIG torches is installed on the semi-automatic torch neck and serves to secure the welding tip. The product is made of brass.
Price: 101 rub.
Article: 071.360.803 Insert for tip M8 28mm (MIG MP 36) EGO3628-88
The MIG MP 36 torch tip insert is installed on the semi-automatic torch neck and serves to secure the welding tip. M8 thread. The product is made of brass.
Price: 84 rub.
Article: 071.360.603 Insert for tip M6 28mm (MIG MP 36) EGO3628-86
The MIG MP 36 torch tip insert is installed on the semi-automatic torch neck and serves to secure the welding tip. M6 thread. The product is made of brass.
Price: 84 rub.
Article: 071.240.603 Insert for tip M6 26mm (MIG MP 24/240) EGO2426-66
The tip insert for MIG MP 24/240 torches is installed on the jib of a semi-automatic torch and serves to fix the welding tip. M6 thread. The product is made of brass.
Price: 82 rub.
Article: 071.250.003 Insert for tip M6 35mm (MIG MP 25) EGO2535-86
The tip insert for MIG MP 25 torches is installed on the neck of a semi-automatic torch and serves to fix the welding tip. M6 thread. The product is made of copper.
Price: 100 rub.