Как правильно подобрать СГ?
Бытует мнение, что для полуавтоматической сварки MIG необходим больший ток по сравнению с выходной мощностью сварочного аппарата, но это заблуждение, так как в данном случае это отразится на весе самой горелки и скажется на маневренности. Поэтому следует сделать акцент на моделях с меньшим коэффициентом тока, более легких и гибких, но при этом отлично справляющихся с поставленными задачами. И этому есть объяснение.
В первую очередь, под указываемым в паспорте изделия максимальным током производитель обычно имеет в виду допустимую температуру, при превышении которой появляется риск повреждения ручки или кабеля-шланга. Во-вторых, основываясь на статистике по времени, можно утверждать, что работа на полной мощности будет циклическим процессом продолжительностью не более 10 минут. Исходя из вышесказанного, можно подтвердить, что этот инструмент свободно может использоваться при меньшем показателе тока без ущерба для него и тем самым предоставлять некоторые преимущества при работах, что сказывается на их эффективности и экономичности.
Газовая горелка для полуавтомата
При использовании полуавтоматических сварочных аппаратов MIG и MAG подбор оптимальной горелки зависит от номинального сварочного тока, типа охлаждения и конфигурации разъема. В любом случае, длина рукава горелки составляет от 3 до 5 метров с учетом поставленных задач.
Охлаждение прибора может быть двух видов:
- воздушное;
- водяное (жидкостное).
Горелки первого типа применяются для работы с токами до 350 А (сварка короткими швами). Жидкостное охлаждение актуально для сварки протяженных швов (независимо от сварочной силы тока). Приобрести качественную горелку для полуавтомата в Москве не составит труда. Более того, в ассортименте присутствуют все виды приборов и запчастей в обеспечение качественной и безопасной работы.
Обзор горелок AURORA для полуавтоматов
Сварочную горелку MIG-MAG — можно смело назвать главным инструментом сварщика. От качества исполнения данного устройства зависят производственные затраты, удобство работы сварщика, а значит и производительность его труда. Группа — предлагает своим покупателям огромный выбор сварочных горелок для полуавтоматической сварки. Горелки «Аврора» — позволят сварщику работать с разными диаметрами проволок, от 0,6 до 1,6 мм. Устройства рассчитаны на 60% рабочий цикл с максимальными сварочными токами от 150 до 500А.
Критерии удачной покупки СГ
Несмотря на это, перед приобретением сварочной горелки рекомендуется определить для нее задачи, а после этого оценить, насколько они выполнимы для определенной модели. Только таким образом можно сделать правильный выбор, который в дальнейшем отразится на производительности и рентабельности.
Сварочная горелка
Довольно часто покупатели не обращают внимания на конструкцию изделия и расходные материалы, а это является важным критерием при покупке, так как от них зависит качество сварного шва, производительность и срок эксплуатации. Кроме этого, в поиске выгоды клиенты порой останавливаются на малоизвестных производителях, которые не всегда предоставляют гарантийный талон. Таким образом, не исключены сбои и простои. Во избежание проблем целесообразнее выбирать модель из ассортимента производителей с хорошей репутацией, которые гарантируют безупречную долгую эксплуатацию и исключают преждевременные траты на ремонт. При этом модель не обязательно должна быть дорогостоящей. Оценивая долгосрочные инвестиции в СГ и расходные материалы к ней, рекомендуется учесть срок эксплуатации, расходы на запчасти, стоимость простоев и техобслуживания, а также простоту замены вышедших из строя элементов.
Горелка для аргоновой варки
Основной задачей горелок для аргоновой сварки является создание искры для сварки. Такие аппараты отличаются по мощности, длине шнура, виду охлаждения и управления, методам подключения к самой сварке.
Устройство СГ и ее части
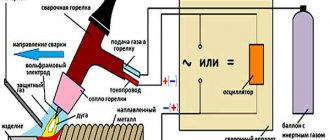
Сварочная горелка для полуавтоматов состоит из тела с плотно примыкающим к нему изоляционным кольцом, из которого выходит держатель для электрода, контактный наконечник и газовое сопло.
К расходным материалам относят сопло, диффузор и контактный наконечник, которые отвечают за проход защитного газа и конечную точку в системе, где происходит выход проволоки и формируется дуга. Исходя из этого, они требуют повышенного внимания, так как отвечают за качественное исполнение сварного шва и производительность. Рекомендуется производить регулярную проверку и по необходимости — замену изношенных деталей. Такие осмотры должны производиться несколько раз в день. Особое внимание стоит уделять внутреннему отверстию у контактного наконечника, потому как он отвечает за хороший контакт. В случае износа требуется обязательная замена. Не менее важно прочищать от попадающих брызг сопло и диффузор, в противном случае возможно прекращение нормальной подачи защитного газа. Наиболее сложным компонентом рассматриваемого инструмента является спираль, проверка которой должна происходить в момент смены катушки, для облегчения чистки лучше использовать сжатый воздух.
Схема работы СГ для полуавтомата проста. Устройство подает защитный газ и электродную проволоку в зону горения, где рабочий, направляя наконечник в необходимое место и начиная процесс сварки, производит манипуляции с помощью рукояти, выполненной из литого материала, обладающего изоляционным свойством.
Вид горючего
Материалы, которые используются в горелках, бывают:
- Газ;
- Жидкое топливо;
- Комбинированные материалы.
Поступление окислителя
- С использование воздуха;
- С подводом окислителя.
Как выбрать сварочную горелку
Для полуавтоматических аппаратов сварки следует выбирать грелку, ориентируясь на некоторые характеристики:
- Ток для работы должен совпадать для сварки и горелки;
- Внешняя оболочка горелки должна быть из материала устойчивого к повреждениям;
- Небольшой размер;
- Лёгкий вес;
- Устойчивость к минусовым температурам и химическим веществам.
Газовая сварка: плюсы и минусы
Газовая сварка широко используется в промышленности. Ее плюсы – простота технологии, дешевизна аппаратов, и то, что их легко найти и купить. Пламя регулируется простым вентилем. При наружных ремонтных работах подобная сварка хороша тем, что пламя газовых сварочных горелок не может погасить даже сильный ветер.
Оборудование для этого типа сварки легко перевозить в нужное место. Оно не требует дополнительной установки, и поэтому работать можно где угодно – даже в лесу.
Минусов у газовой сварки тоже немало. Самый очевидный – взрывоопасность. При небрежной работе может произойти пожар или взрыв горючей смеси.
Данная технология не рекомендуется для сварки листов металла толще 3-5 миллиметров – шов получится неаккуратным, будет деформироваться и трескаться.
С газовым или водяным охлаждением?
Еще один ключевой вопрос, какое выбрать охлаждение — воздушное или водяное? Это немного похоже на покупку мотоцикла — одно- или двухцилиндровый двигатель с воздушным охлаждением или четырехцилиндровый с водяным охлаждением? Дело в том, что системы с водяным охлаждением часто более долговечны. Любой сварщик, который использовал сварочную систему с водяным охлаждением, скажет вам, насколько более удобной была сварка такой горелкой и насколько легко с ней было обращаться. Кроме того, системы с водяным охлаждением не только служат дольше, но и обеспечивают большую мощность. Сварочные горелки с воздушным охлаждением не подходят для высоких токов и длительной работы, в то время как горелки с водяным охлаждением продолжают хорошо работать при токах значительно выше 200 А.
Естественно, преимущества водяного охлаждения имеют свою цену и стоимость на горелки с водяным охлаждением в среднем на 20-30 % выше. Существует также дополнительная стоимость установки самой системы водяного охлаждения. Замена изнашиваемых деталей сварочной горелки будет составлять часть текущих эксплуатационных расходов, поэтому стоимость является важным фактором при выборе между газовым или водяным охлаждением.
Сварка алюминия полуавтоматом
Любую из представленных горелок можно использовать при сварке алюминия. Для корректной работы мы рекомендуем вам заменить направляющий канал для стали на тефлоновый канал. Тефлоновый канал имеет лучшее скольжение, более твердый, что не позволяет алюминиевой проволоки внутри шлейфа скручиваться и заламываться.
Кроме того, при выборе токопроводящего наконечника для сварки алюминия мы рекомендуем соблюдать простое правило: выбирать диаметр наконечника чуть больше, чем диаметр алюминиевой проволоки.
Это связано с тем, что при выходе из наконечника алюминий сильно расширяется и если диаметры будут совпадать, то сварочная проволока может залипать в наконечнике.
Вставки под наконечники
Вставки применяются для фиксации сварочного наконечника.
Артикул: 071.250.803 Вставка под наконечник M8 25мм (MIG MP 400/500) EGO5025-168
Вставка под наконечник M8 для горелок MIG устанавливается на гусак полуавтоматической горелки и служит для фиксации сварочного наконечника. Товар изготовлен из латуни.
Цена: 101 р
Артикул: 071.360.803 Вставка под наконечник M8 28мм (MIG MP 36) EGO3628-88
Вставка под наконечник для горелок MIG MP 36 устанавливается на гусак полуавтоматической горелки и служит для фиксации сварочного наконечника. Резьба M8. Товар изготовлен из латуни.
Цена: 84 р
Артикул: 071.360.603 Вставка под наконечник M6 28мм (MIG MP 36) EGO3628-86
Вставка под наконечник для горелок MIG MP 36 устанавливается на гусак полуавтоматической горелки и служит для фиксации сварочного наконечника. Резьба M6. Товар изготовлен из латуни.
Цена: 84 р
Артикул: 071.240.603 Вставка под наконечник M6 26мм (MIG MP 24/240) EGO2426-66
Вставка под наконечник для горелок MIG MP 24/240 устанавливается на гусак полуавтоматической горелки и служит для фиксации сварочного наконечника. Резьба M6. Товар изготовлен из латуни.
Цена: 82 р
Артикул: 071.250.003 Вставка под наконечник M6 35мм (MIG MP 25) EGO2535-86
Вставка под наконечник для горелок MIG MP 25 устанавливается на гусак полуавтоматической горелки и служит для фиксации сварочного наконечника. Резьба M6. Товар изготовлен из меди.
Цена: 100 р