§ 2. Выбор марки стали для изготовления штампов
Штампы для горячей штамповки работают в очень тяжелых условиях. Они испытывают многократно повторяющуюся ударную нагрузку при высоких температурах, неодинаковых в различных частях штампа. Поэтому выбор марки стали для штампов имеет очень большое значение.
Сталь, из которой изготовляют штампы, должна быть стойкой при высоких температурах, обладать большой ударной вязкостью, достаточной прочностью, малым износом (истираемостью), а также хорошей обрабатываемостью режущим инструментом.
Штампы для горячей штамповки изготовляют из высококачественных инструментальных легированных сталей. Особенно ценным считается присутствие в штамповой стали молибдена.
Наиболее широко используются следующие марки сталей:
5ХНМ, 5ХГМ, 5ХНВ, 5ХНТ — для молотовых, горя-чевысадочных штампов и штампов для горячештамповочных прессов;
7X3, 8X3 — для матриц и пуансонов горячевысадочных штампов;
ЗХ2В8 — для вставок и пуансонов горизонтально-ковочных машин и механических ковочных прессов, работающих в особенно тяжелых условиях нагрева;
X12, Х12М, 8X3 — для матриц и пуансонов горячеобрезных штампов и вставок к ним;
ЗХВ8, 4Х2В8 — для ручьевых вставок к пакетным штампам под кривошипные горячештамповочные прессы большой мощности; рабочие поверхности этих вставок затем азотируют, что значительно повышает их износоустойчивость.
Если не предъявляются высокие требования к стойкости штампов, имеющих несложную форму, применяют стали марок 55, 60, 4ХС, 50Х и некоторые другие дешевые стали.
Детали сборных штампов, не соприкасающиеся с обрабатываемым нагретым металлом, изготовляют из конструкционных сталей марок 35, 40, 45, 50, 40Х и 50Х.
Направляющие колонки и втулки делают из конструкционной стали марки 20 с цементацией, а пружины — из стали марок 60Г или 65Г.
Металлургические заводы, изготовляющие штамповую сталь, поставляют штамповые заготовки прямоугольной и цилиндрической формы определенных стандартизованных размеров. При этом сталь проходит полный отжиг и должна иметь твердость НВ 187—255.
Заготовки штампов получают свободной ковкой под молотом или прессом. Причем требуется обязательная осадка слитка не менее чем на 50% его исходной высоты. Уковка для штамповых заготовок должна быть не менее 3. Под уковкой в данном случае понимают отношение площади поперечного сечения слитка после осадки к площади поперечного сечения готовой заготовки для штампа. Направление волокон (т. е. направление вытяжки при ковке заготовки) должно совпадать с продольной осью заготовок штампов.
Источник
Сферы применения
Использование таких сталей особенно заметно в машино- и приборостроении, характеризуются тем, что их эксплуатационные показатели должны быть выше аналогичных для материалов, которые ими обрабатываются.
По областям применения различают инструментальные стали:
- Для холодной обработки.
- Для горячей обработки.
- Ударопрочные.
- Повышенной износостойкости.
- Специального назначения.
Отдельно выделяют материалы для режущего инструмента, непрерывных (прокатка, волочение, экструдирование) и периодических (резка, штамповка, вытяжка, гибка, формовка, выдавливание) операций обработки давлением. Они применяются соответственно в механических и штамповочных производствах.
Обработка дерева и металла
В штампах для холодной штамповки (рис. 1, а) только формообразующие детали, т. е. пуансон и матрицу, изготовляют из инструментальной стали; в штампах для горячей штамповки из инструментальной стали изготовляют или все детали (рис. 1, б), или только вставки (рис. 1, в). В качестве материала для формообразующих деталей штампов применяют инструментальные стали, твердые сплавы, пластмассы и другие материалы.
Углеродистые инструментальные стали У7, У8, У9 и У10 пониженной прокаливаемости используют для изготовления матриц и пуансонов штампов для холодной штамповки, имеющих простую форму их рабочего контура (в таких штампах нет резких переходов между элементами; отсутствуют узкие прорези, тонкие перемычки металла между отверстиями и т. п.). Это связано с тем, что стали пониженной прокаливаемости деформируются при закалке, в результате чего образуются трещины.
Пуансоны и матрицы штампов для холодной штамповки более сложной формы делают из сталей марок X, 9ХС, ХВГ , ХГС и других повышенной прокаливаемости.
Пуансоны и матрицы штампов для холодной штамповки весьма сложной формы изготовляют из сталей марок Х12Ф, Х12Т, Х12М высокой прокаливаемости. Эти стали, близкие по своим свойствам к быстрорежущим сталям, содержат около 1% углерода, 12% хрома и около 1% ванадия (титана или молибдена), характеризуются высокими прочностью, износостойкостью, теплостойкостью (около 500°С). Важным достоинством сталей высокой прокаливаемости являются малая деформация и, следовательно, сохранение размеров их рабочего контура при закалке. К недостаткам относятся склонность к карбидной неоднородности и плохая обрабатываемость резанием. Сталь марки Х12Ф почти в 2,5 раза дороже, чем углеродистая сталь марки У10.
Тонкие и длинные пуансоны дыропробивных штампов для холодной штамповки и другие нежесткие детали изготовляют из сталей марок 4ХС, 5ХС, 4ХВ2С, 5ХВ2С и т. п. повышенной вязкости. Снижение хрупкости у этих сталей достигается уменьшением содержания углерода (не более 0,5%), а высокая износостойкость определяется наличием хрома и вольфрама. Теплостойкость сталей этой группы около 300 °С; закаливают их в масле, сквозную закалку получают у образцов диаметром до 50 мм.
Требования к инструментальным материалам
Подразделяются на требования по химическому составу и требования по режимам термообработки.
Металлургические характеристики различных составов чрезвычайно сложны. Но в основном они представляют собой средне- и высокоуглеродистые стали с определенными легирующими элементами, добавленными в различных количествах для обеспечения особых характеристик.
Содержание углерода в рассматриваемых материалах должно быть не ниже 0,3…0,5%; это важно для повышения твердости и износостойкости. В то же время в химсостав часто добавляют определённые легирующие элементы, обеспечивающие:
- Рост показателей ударной вязкости или прочности;
- Сохранение размера и формы инструмента во время его термической обработки;
- Повышение твёрдости и/или износостойкости.
Инструментальные стали, применение которых обусловлено наличием определённых легирующих элементов, обычно содержат:
- Хром — приводит к интенсивному увеличению твердости после термообработки, способствует росту износостойкости.
- Кобальт — используется в быстрорежущих сталях, увеличивает красноломкость при высоких рабочих температурах.
- Марганец — при использовании в небольших количествах способствует приданию стойкости, лучше фиксирует форму изделия после термообработки, снижает температуру закалки.
- Молибден — увеличивает глубину закалённого слоя, снижает температуру закалки, повышает износостойкость.
- Никель – повышает прочность, износо- и окалиностойкость.
- Вольфрам – увеличивает износостойкость и твёрдость.
- Ванадий — повышает ударную вязкость и уменьшает размер зерна.
В обоснованных случаях в химсостав вводится также небольшое количество кремния (повышает твёрдость), серы (улучшает способность к обработке резанием), бора (увеличивает пластичность при знакопеременных нагрузках) и ряда других химических элементов.
Покупка оборудования для штамповки
Компании, производящие оборудование для холодной и горячей штамповки металлов, проводят постоянные модификации своих станков с той целью, чтобы оно позволяло получать высококачественные детали и функционировать длительный срок.
К такому оборудованию относятся:
- электрические пресса;
- пневматические пресса;
- гидравлические прессовые устройства.
Продажи производятся непосредственно с сайтов компаний-производителей, где с клиентом предварительно проводятся различные беседы консультационного типа. Большинство этих компаний занимаются изготовлением не только стандартной прессовой техники, но и производят оборудование с учётом требований заказчиков.
Современные гидравлические прессовые станки изготовлены из такого металла, что практически могут создавать деформации любого материала. На сайте производителя клиенту предлагают прессовое оборудование в широкой номенклатуре. Чтобы купить оборудование для листовой штамповки, достаточно оформить свой заказ и произвести предварительную оплату.
Условия доставки заказа в любой регион РФ также нужно обговорить заранее. Компании охотно оказывают транспортные услуги, но уже за дополнительную плату. По дополнительному же договору специалисты поставщика берутся за установку и пуско-наладку поставляемых прессовых устройств. Очень важно при этом не забыть оформить договорённость на гарантийное обслуживание станков, которая предусматривает их бесплатный ремонт в случае выхода из строя в период действия гарантии поставщика.
Штампуемые стали
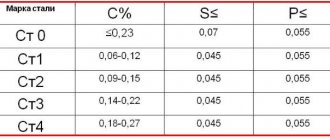
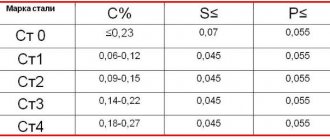
Для холодной штамповки востребованы низкоуглеродистые стали, содержание Cв которых не превышает 0,2%, марганца – 0,4%, количество азота, кислорода и водорода минимально. Наиболее популярная марка – 08 кп/сп/пс. Также применяются «черные» углеродистые стали – 05 кп, 10, 15, 20, Ст 1, Ст 3.
Для изготовления высокопрочных изделий применяют низколегированные стали – 03ХГЮ, 06ХГСЮ, 12ХМ, 06Г2СЮ. В качестве легирующих элементов они содержат марганец, кремний, хром, небольшие добавки алюминия и вольфрама.
Нержавеющие стали по процентному соотношению хрома и никеля делят на следующие группы:
- Хром – 16-18%, никель – 6-8%. Эти стали применяют при производстве высоконагруженных изделий. Для изготовления штампованной продукции не рекомендуются.
- Хром – 17-20%, никель – 8-11%. Материалы средней пластичности, могут использоваться для неглубокой вытяжки.
- Хром – 17-18%, никель – 10-12%. Для этой стали характерна высокая пластичность, поэтому она может применяться для глубокой вытяжки.
При добавлении титана и ниобия снижается пластичность, для компенсации этого явления повышают содержание никеля.
Штамповка стальных изделий: отличия от ковки
У производства нержавейки штамповкой есть родственная технология — свободная ковка. Во время этого процесса на стальную заготовку, расположенную на основании и не зафиксированную, воздействует ударное оборудование — молот, который поднимается гидравлическим или пневматическим способом и опускается в падении.
Когда обработка одной из сторон завершается, деталь переворачивают на другую, и процесс возобновляется. Такие перемещения могут производиться многократно. Подобная ковочная обработка может происходить и на прессах, просто в этом случае на прокат будет воздействовать сила давления.
При объемной штамповке нержавеющей стали заготовке не предоставляется никакой свободы. Она может изменять форму только внутри штампа, состоящего из двух частей — статичной матрицы и подвижного пуансона. Нетрудно догадаться, что эта операция гарантирует намного более высокую точность, чем ковка. Есть у нее и другие преимущества:
- изготовление деталей с оптимально чистой поверхностью, которым не нужна финишная обработка;
- серийный, практически в любом количестве, выпуск продукции;
- больший уровень автоматизации, а следовательно, и более высокая производительность оборудования для штамповки из нержавеющей стали.
Минус технологии скрывается в самом процессе изготовления штампа: операция выходит сложной и недешевой. Но если учесть то, сколько заготовок он может превратить в стальные детали, выгода очевидна. Норма “выработки” одного штампа составляет тысячи единиц. И даже после того, как он исчерпает этот ресурс, его можно отправить не в переплавку, а в ремонт, и он так же исправно прослужит второй срок.
Виды штамповки нержавеющей стали
По необходимости термической обработки выделяют горячую штамповку нержавейки и холодную. Деформацию с нагревом используют для особо твердых сортов стали и для листов с большой толщиной сечения. В целом же если нагрева можно избежать, стараются обойтись без него, так как в остывающем металле происходит процесс коробления и утяжки. Именно поэтому, планируя горячую штамповку нержавеющей стали, необходимо оставлять резерв под припуски.
Холодная штамповка проводится без нагрева или с незначительным нагревом, не влияющим на плотность материала (такой способ называют в обиходе “теплым”, или “полугорячим”). Эта методика подходит для пластичных типов сталей разной степени легированности. Изменять форму “холодным” способом могут не только листы нержавейки, но и их производные — полосы и ленты.
Основные операции по штамповке нержавейки
К ведущим технологиям штамповки из нержавейки относятся:
- вырубка. Помогает получить не объемные, а плоские детали из листового материала;
- обжим. Обработке подвергаются полые элементы. Задача операции — сузить их торцы;
- пробивка: один из способов сделать отверстия в металле;
- формовка: формоизменяющая заготовку технология, способная также увеличить или уменьшить размеры детали;
- вытяжка. При помощи нее из листа создается объемная конструкция;
- отбортовка. Используется обычно для трубного проката. В результате на срезах труб появляются бортики;
- гибка: способ деформирования заготовки методом штамповки из нержавеющей стали.
Горячая штамповка металла
Горячая штамповка металла позволяет обрабатывать более толстые заготовки, так как в раскаленном сплаве гораздо слабее межмолекулярные связи, и он лучше поддается сгибанию. Металлические изделия перед началом процедуры проходят те же самые подготовительные этапы, как и в случае с холодной штамповкой. Но оборудование для штамповки металла уже существенно отличается. Оно состоит из двух основных частей: печи и пресса. Печь используется для предварительного нагрева заготовки до температуры красного каления. В таком виде сплав хорошо поддается физическому воздействию и при этом полностью отсутствует риск его пережога.
Для создания оптимальных условий внутри печи современные станки оборудуются высокоточной автоматизированной системой управления. Она требует лишь выставления начальных параметров, которые зависят от типа обрабатываемой детали. Обо всем остальном позаботится компьютер. Прессы для штамповки металла горячим способом изготавливают из твердых, высоколегированных марок стали, которые проходят дополнительную обработку для повышения стойкости к термическим нагрузкам. Они должны выдержать определенное количество технологических операций без потери своих первоначальных характеристик, поэтому очень важно использовать наиболее качественный материал для их производства.
Горячая штамповка требует непосредственного участия человека в производственном процессе. Заготовка быстро остывает в нормальных условиях, так что ее необходимо оперативно доставлять от печи к станку для штамповки металла. Этим занимается рабочий, который при помощи кузнечных клещей переносит изделие на нужное место. Работа в среде с постоянно высоким температурным режимом негативно отражается на организме, поэтому необходимо правильно рассчитывать продолжительность смен, чтобы минимизировать вредное влияние условий на работников. Автоматизация процесса также сталкивается с большими трудностями и требует высоких затрат, поэтому практически нигде не используется.
Для охлаждения деталей не применяют дополнительного оборудования, они остывают естественным путем. В большинстве случаев после штамповки не требуется дополнительной обработки деталей. Исключение составляют изделия для автомобильной промышленности, которые подвергаются процедуре оцинковке. Иногда при штамповке листового металла возникает необходимость обрезать лишние элементы. Для этого используется специальный станок с высокоточным резаком.
Классификация материалов
Инструментальные стали делятся на три основные категории:
- Для холодной обработки металлов;
- Для горячей обработки металлов;
- Быстрорежущие.
Первые могут закаливаться на воздухе и в масле, вторые – только в масле. Причина: закалка в масле снижает максимально достижимую твёрдость поверхности, что важно при обработке металлов в холодном состоянии, когда пластичность заготовок понижена.
Быстрорежущие инструментальные стали характеризуются наиболее высокой твёрдостью, но – одновременно – и повышенной хрупкостью, поэтому подлежат дополнительной термообработке на красноломкость.
К другим типам инструментальных сталей относятся водоотверждаемые, ударостойкие, а также материалы специального назначения.