Andrey
11189 0 0
Andrey July 22, 2016Specialization: facade finishing, interior finishing, construction of dachas, garages. Experience of an amateur gardener and gardener. We also have experience in repairing cars and motorcycles. Hobbies: playing the guitar and many other things that I don’t have time for :)
To rotate the pipeline, special fittings are used - angles and tees. However, sometimes situations arise when it is necessary to bend a pipe. As a rule, if a beginner takes on this work, the pipe at the bend becomes crumpled or even breaks, so below I will introduce you to some secrets of folk craftsmen that will allow you to successfully cope with this task at home.
Bent pipes
Enter H and h values in millimeters
Do not forget that for bending profiles a technological allowance of 500 to 1000 mm is required. to the workpiece.
You can download the PC version of the bending calculator from this link.
140030, Moscow region, Lyubertsy district, village. Malakhovka, Kasimovskoe highway, 3G
Ownership of PC RADIUS LLC © 2002–2017. All rights reserved.
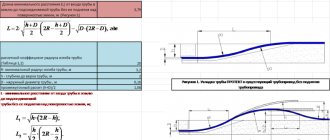
The calculator calculates the depth of deflection of a profile using a pipe bender or bending machine to obtain the specified parameters.
The article was written in response to a request from a user who wanted to calculate the depth of profile deflection by the drive shaft in order to obtain a curved pipe with specified parameters. Before the request, I didn’t even know that there were special machines for cold bending of pipes. Moreover, there are both industrial bending machines and manual hydraulic pipe benders.
They all operate on the same principle, which can be understood by looking at the picture.
The profile (pipe) is placed between the rollers, then the central roller bends the profile with force, and then the remaining piece is rolled through the machine.
From my layman's point of view, the process looks something like this
Or, if you combine:
Actually, the question is: how much should the pipe be bent, that is, lower the drive shaft, in order to obtain the desired bend after rolling the entire section of the profile? The bend of the pipe is obviously given by the radius. But, as the user's request showed, the parameters can be set not only by the radius, but also by the length and height of the chord, if you need to get an arch. Here we will need a calculator that, based on a given length (C) and chord height (h), calculates the length of the required segment (L) and the radius of the circle (R) - see the figure.
Segment parameters by chord and height
See details and formulas here - Circle segment
Go ahead. So, we need to obtain the deflection depth knowing the radius, the distance between the driven rollers, the radius of the rollers and the dimensions of the profile. Let's redraw the combined drawing, adding a few necessary lines and removing all unnecessary ones.
Point B is the center of our circle. Please note that the calculation is carried out along the edge of the profile external to the bend. Since the radius along the height and width of the chord will most likely be calculated along the axis of the profile, the profile radius must be added to the resulting radius so as to obtain the radius of the outer edge of the profile.
Next comes geometry. From the distance AC and distance AB we find the angle ABD.
When installing pipelines made of various types of materials, its bending makes it possible to reduce the number of dismountable or welded connections that reduce the reliability of the pipeline. When carrying out pipe bending work, it is useful to know the permissible pipe bending radius, which ensures the safety and reliable operation of the pipeline system in accordance with the technical documentation.
Most often, bent pipes are made of steel and corrosion-resistant metals: stainless steel, copper, aluminum, brass; when installing household heating systems and water supply systems, products made of plastic and metal-plastic are bent. Methods for bending pipes along a radius vary depending on the material they are made of and can be done manually or electromechanically on special machines.
Rice. 1 Bending angles of copper pipes and brass products
Calculation of pipe bending radius using a ruler
To carry out the calculations, you need to take two rigid rulers 30 and 50 cm long. Initially, the bending radius of the already bent pipe is measured, which must be repeated on the workpiece. The ruler must be applied to the original pipe and the distance between the ruler and the middle of the pipe must be measured (Fig. 1).
Rice. 1 Measure the width in the original pipe.
Rice. 2. Pipe bending radius.
Using the obtained ruler measurement data, it is necessary to select suitable parameters for the radius and diameter of the arc from tables 1 and 2.
- A – pipe interval (width), mm
- D – arc diameter, mm
- R—bending radius, mm
Table 1. Using a 30 cm ruler
| Interval | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 |
| Diameter | 4505 | 3008 | 2260 | 1813 | 1515 | 1303 | 1145 | 925 |
| Radius | 2253 | 1504 | 1130 | 907 | 758 | 652 | 573 | 463 |
| Interval | 30 | 40 | 50 | 60 | 70 | 90 | 100 |
| Diameter | 780 | 603 | 500 | 435 | 391 | 340 | 325 |
| Radius | 390 | 302 | 250 | 218 | 196 | 170 | 163 |
Table 2. Using a 50 cm ruler
| Interval | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 | 30 | 40 | 50 |
| Diameter | 12500 | 8341 | 6260 | 5013 | 4182 | 3589 | 3145 | 2525 | 2113 | 1603 | 1300 |
| Radius | 6250 | 4172 | 3130 | 2507 | 2091 | 1795 | 1573 | 1263 | 1057 | 802 | 650 |
| Interval | 60 | 70 | 80 | 90 | 100 | 110 | 130 | 160 | 200 |
| Diameter | 1102 | 963 | 861 | 785 | 725 | 678 | 611 | 550 | 513 |
| radius | 551 | 482 | 432 | 393 | 363 | 339 | 306 | 275 | 257 |
Standard requirements for bending radius
When bending pipe elements, their walls should not change their profile, cross-section and capacity (change in internal diameter) - this is achieved due to a certain turning radius, which is established by standards.
When determining the minimum limits of rounding, the methods of obtaining it are taken into account - the best indicators in the direction of reduction are provided by mandrel pipe benders with winding technology and temperature treatment, which makes it possible to reduce the size of the circle.
Free bending
Provides flexibility, but has some limitations in accuracy.
Main features:
- The traverse, using a punch, presses the sheet to the selected depth along the Y axis into the groove of the matrix.
- The sheet remains “in the air” and does not come into contact with the walls of the matrix.
- This means that the bending angle is determined by the position of the Y axis and not by the geometry of the bending tool.
The Y-axis adjustment accuracy on modern presses is 0.01 mm. What bending angle corresponds to a certain Y-axis position? It's hard to say because you have to find the correct Y-axis position for each angle. Differences in the position of the Y axis can be caused by the adjustment of the lowering stroke of the crosshead, material properties (thickness, tensile strength, work hardening) or the condition of the bending tool.
The table below shows the deviation of the bending angle from 90° at various Y-axis deviations.
| 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° | ||
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Advantages of free bending:
- High flexibility: Without changing bending tools, you can achieve any bending angle between the V-die opening angle (e.g. 86° or 28°) and 180°.
- Lower tool costs.
- Compared to calibration, less bending force is required.
- You can “play” with force: greater opening of the matrix means less bending force. If you double the width of the groove, you only need half the force. This means you can bend thicker material at a larger opening with the same amount of force.
- Less investment as a press with less force is needed.
All this, however, is theoretical. In practice, you can spend the money saved on purchasing a lower force press that allows you to take full advantage of air bending on additional equipment, such as additional backgauge axles or manipulators.
Disadvantages of air bending:
- Less precise bending angles for thin material.
- Differences in material quality affect repeatability.
- Not applicable for specific bending operations.
Advice:
- It is advisable to use air bending for sheets with a thickness of over 1.25 mm; For sheet thickness of 1 mm or less, it is recommended to use calibration.
- The smallest internal bending radius must be greater than the sheet thickness. If the inner radius must be equal to the sheet thickness, it is recommended to use the calibration method. An internal radius less than the sheet thickness is permissible only on soft, easily deformable material, such as copper.
- A large radius can be achieved by air bending by using stepwise movement of the backgauge. If a large radius must be of high quality, only the special tool calibration method is recommended.
What effort?
Due to the different material properties and the effects of plastic deformation in the bending zone, the required force can only be determined approximately. We offer you 3 practical ways:
Table
In each catalog and on each press you can find a table showing the required force (P) in kN per 1000 mm of bending length (L) depending on:
- sheet thickness (S) in mm
- tensile strength (Rm) in N/mm2
- V - matrix opening width (V) in mm
- internal radius of the bent sheet (Ri) in mm
- minimum height of the bent shelf (B) in mm
An example of such a table is the required force to bend 1 meter of sheet in tons. Tensile strength 42-45 kg/mm2. Recommended ratio of parameters and force
Formula
1.42 is an empirical coefficient that takes into account the friction between the edges of the die and the material being processed. Another formula gives similar results:
"Rule 8"
When bending low-carbon steel, the width of the matrix opening should be 8 times greater than the thickness of the sheet (V=8*S), then P=8xS, where P is expressed in tons (for example: for a thickness of 2 mm, the matrix opening \/=2x8=16 mm means that you need 16 tons/m)
Bending force and length
The length of the bend is proportional to the force, i.e. the force reaches 100% only with a bend length of 100%. For example:
| An effort | Bending length |
| 100% | 3,000 mm |
| 75% | 2 250 mm |
| 50% | 1 500 mm |
| 25% | 750 mm |
Advice:
If the material is rusty or not lubricated, 10-15% should be added to the bending force.
Sheet thickness (S)
DIN allows a significant deviation from the nominal sheet thickness (for example, for a sheet thickness of 5 mm, the norm ranges between 4.7 and 6.5 mm). Therefore, you only need to calculate the force for the actual thickness you measured or for the maximum specification value.
Tensile strength (Rm)
Here too, tolerances are significant and can have a major impact when calculating the required bending force. For example: St 37-2: 340-510 N/mm2 St 52-3: 510-680 N/mm2
Advice:
Don't skimp on bending force! The tensile strength is proportional to the bending force and cannot be adjusted when you need it! Actual thickness and tensile strength are important factors when selecting the right machine with the right force rating.
V—matrix expansion
As a rule of thumb, the opening of the V-shaped matrix should be eight times the sheet thickness S up to S=6 mm: V=8xS For greater sheet thickness it is necessary: V=10xS or V=12xS
The opening of the V-shaped die is inversely proportional to the required force: • greater opening means less bending force, but a larger internal radius; • smaller opening means more force but smaller inner radius.
Inner bending radius (Ri)
When using the air bending method, most of the material is subject to elastic deformation. After bending, the material returns to its original state without residual deformation (“reverse springback”). In a narrow region around the point of application of the force, the material undergoes plastic deformation and remains in this state forever after bending. The greater the plastic deformation, the stronger the material becomes. We call this “strain hardening.”
The so-called “natural internal bending radius” depends on the sheet thickness and die opening. It is always greater than the sheet thickness and does not depend on the punch radius.
To determine the natural inner radius we can use the following formula: Ri = 5 x V /32 In the case of V=8xS, we can say Ri=Sx1.25
The soft and easily deformable metal allows for a smaller internal radius. If the radius is too small, the material may wrinkle on the inside and crack on the outside of the bend.
Advice:
If you need a small inside radius, bend at slow speed and against the grain.
Minimum shelf (B):
To avoid the flange falling into the die groove, the following minimum flange width must be observed:
| Bend angle | IN |
| 165° | 0.58 V |
| 135° | 0.60 V |
| 120° | 0.62V |
| 90° | 0.65 V |
| 45° | 1.00 V |
| 30° | 1.30 V |
Elastic deformation
Part of the elastically deformed material will “spring back” after the bending force is removed. How many degrees? This is a relevant question, because only the actually obtained bending angle is important, and not the theoretically calculated one. Most materials exhibit fairly constant elastic deformation. This means that a material of the same thickness and with the same tensile strength will spring back by the same amount at the same bending angle.
Elastic deformation depends on:
- bending angle: the smaller the bending angle, the greater the elastic deformation;
- material thickness: the thicker the material, the less elastic deformation;
- tensile strength: the higher the tensile strength, the greater the elastic deformation;
- fiber directions: elastic deformation is different when bending along or across the fibers.
Let us demonstrate what was said above for the tensile strength measured under the condition V = 8xS:
| Tensile strength in N/mm2 | elastic deformation in ° |
| 200 | 0,5-1,5 |
| 250 | 1-2 |
| 450 | 1,5-2,5 |
| 600 | 3-4 |
| 800 | 5-6 |
All bending tool manufacturers take elastic deformation into account when offering free bending tools (eg an opening angle of 85° or 86° for free bends from 90° to 180°).
Pipe bending methods and their advantages
Pipe bending is a technology where the desired rotation in the direction of the pipeline line is created by physical impact on the workpiece, the method has the following advantages:
- Reduced metal consumption; there are no adapter flanges, couplings or pipes in the line.
- Reduced labor costs when installing pipelines compared to welded joints.
- Low hydraulic losses due to unchanged profile section.
Rice. 3 Mandrels for pipe benders
- Unchangeable structure of the metal, its physical and chemical parameters compared to welding.
- High quality sealing, the line has a uniform structure without breaks or joints.
- Aesthetic appearance of the highway
There are two main bending technologies - hot and cold, devices and methods can be divided into the following categories:
- According to the type of physical impact, the pipe bending unit can be manual or electric with a mechanical or hydraulic drive.
- By bending technology - mandrel (bent using special internal protectors), mandrelless, and rolling installations with rollers.
- By profile - installations for metal profile rectangular or round products.
Rice. 4 Hot pipe bending methods
Hot bending
This technology, popular in everyday life, is used in cases where there is no pipe bending machine or it is not possible to carry out work using a cold method; the process consists of several operations:
- The workpiece is filled with fine-grained river sand without foreign inclusions in dry form. To do this, insert a plug at one end, fill it with sand and close the hole on the other side.
- The bending point is heated to a temperature of no more than 900 degrees to avoid burnout, and the part is gradually smoothly mechanically wound around a round template.
- At the end of the process, the plugs are removed and sand is poured out of the workpiece.
Cold bending methods for round pipes
Cold methods have undeniable advantages over hot technologies: they do not damage the structure of the metal, are more productive and require less costs. The following defects occur during cold bending:
- reducing the cross-section of the pipe on the outside of the profile;
- curvature in the bend in the form of a corrugation on the inside;
- changing the profile shape at pipe bending points from round to oval.
Rice. 5 Bending metal profile blanks at home
Most often, such defects occur when thin-walled pipes are deformed, so when operating with them, an internal protector is used - a mandrel inserted into the internal cavity.
The mandrel is a device consisting of a rigid rod with movable segments on the edge of a spherical or hemispherical shape. Before work, the device is placed in the internal cavity of the workpiece so that its moving elements are located at the bending point; at the end of the procedure, the mandrel is removed from the finished element and the process is repeated.
Pipe bending radius: dimensions, materials and features
The pipe is simply an irreplaceable invention of man. No technology, construction or comfortable living can do without it. Pipes carry water and gas into our home, while removing all unnecessary waste. In production, they are also integral elements for full functioning. But when using pipes, simple straight laying is not always enough.
They have twists and turns. All this is done in order to position them as comfortably as possible for the consumer and create communications with all amenities. Special devices are used to bend pipes, and this can even be done manually. The method used depends on the material and diameter. Let's consider what the bending radius of pipes is, and all the features of this process.
Methods for bending a square metal profile
Although bending a profile of a square or rectangular cross-section is used in industry, bent metal profiles are more in demand in everyday life. When constructing greenhouse floors, an arched profile is required, which can be made using a simple device. The principle of operation of this device is to roll a profile workpiece through a system of three rotating rolls, the outer two of which are stationary, and the third moves in the longitudinal direction, setting the bending angle.
Pipe bending radius - devices for obtaining in everyday life and industry
On the construction market you can find a large number of devices for individual use for bending pipes, from simple springs to complex electromechanical machines with hydraulic feed.
Manual pipe benders
Pipe benders of this class are low cost, have a simple design, low weight and dimensions; the process of bending the workpiece occurs due to the physical effort of the worker. Based on the principle of operation, manual units produced by industry can be divided into the following categories.
Lever. Bending is achieved through a large lever, which reduces the applied muscle force. In such devices, a workpiece is inserted into a mandrel of a given shape and size (punch) and, using a lever, the product bends around a template surface - the result is an element of a given profile. Lever devices allow a 180-degree radius of curvature and are suitable for small diameter soft metal pipes (up to 1 inch). To obtain curves of various sizes, replaceable punches are used; to facilitate work, many models are equipped with a hydraulic drive.
Rice. 7 Hand-held crossbow devices
Crossbow. During operation, the workpiece is placed on two rollers or stops, and bending occurs by applying pressure to its surface between the stops of a punch of a given shape and cross-section. The units have replaceable punch attachments and movable stops that allow you to set the bending radius of a steel pipe or non-ferrous metal workpieces.
The bending shoe is mounted on a rod, which can be moved by a helical gear, hydraulic fluid pressure when manually pumping, or by electrically driven hydraulics. Such devices allow bending of pipes made of soft materials with a diameter of up to 100 mm.
Three-roller units (pipe bending rollers). They are the most common type of pipe bending units in everyday life and industry; they operate on the principle of cold rolling. Structurally, they are made in the form of two rollers, in the grooves of which the workpiece is installed, the third roller is gradually brought to the surface, simultaneously rolling the product in different directions. As a result, the workpiece is deformed without folding into a larger cross-section than in other manual pipe benders.
A distinctive feature of the unit is the impossibility of obtaining a small radius of curvature (the usual value is 3 - 4 times the internal diameter).
All of the listed devices are mandrelless units, therefore they are ineffective when bending thin-walled products; it is also undesirable to use them when working with workpieces with a welded joint of the walls - with plastic deformation, individual sections of the seam may open.
Rice. 8 Pipe bending rollers
Electromechanical pipe benders
Electromechanical units are mainly used in industry and provide the following technological processes.
Coreless bending. The machines are used when working with workpieces, for bending radii of 3 - 4 D., they are capable of bending thick-walled pipes for the furniture and construction industries, and main pipelines. The machines have the simplest design and control compared to other types, and are characterized by small overall dimensions and weight.
Booster treatment. Units that operate using a special technology for advancing the carriage with the part using an additional unit are designed to produce complex bends without thinning the walls. They are used for the manufacture of coils of various shapes in the thermal energy, boiler and water heating industries.
Mandrel bending. Units of this type allow high-quality bending of thin-walled elements with an outer diameter of up to 120 mm. Industrial machines can be automatic or semi-automatic with numerical control.
Three-roll bending. The design is widely used for bending any metals and alloys; it is versatile: it copes well with round or rectangular profiles, corners and flat plates. The versatility of the unit is achieved by changing rolls with different types of working surfaces and sizes.
Using this unit, it is convenient to bend elements of long length with the same large radius of curvature throughout.
Rice. 9 Industrial pipe benders
Pipe bending methods
The need to bend pipes may arise in a number of cases, for example, during the installation of a pipeline, if it is necessary to “bypass” any obstacle. It is also often necessary to resort to this operation in the process of manufacturing various metal structures, such as canopies, greenhouses, gazebos, etc.
It should be noted that when it comes to pipe bending, we mean the following types:
Types of pipes suitable for bending
Next, I will tell you how to bend all of the above types of pipes at home.
Round metal
The process of bending metal blanks with a round cross-section is quite complex, since they are easily deformed and sometimes even torn. Therefore, when bending is carried out in industrial conditions, especially if a small radius is required, before carrying out this operation, the pipe is calculated for bending.
Bending a metal part at home
At home, of course, you won’t need the exact formula for calculating pipe bending. The only thing you need to determine is the minimum allowable radius. Its meaning largely depends on the way in which this operation is performed:
- when heating a part filled with sand – R= 3.5xDH;
- using a pipe bending machine (cold bending) – R=4xDH;
- bending to obtain corrugated folds (hot bending) - R= 2.5xDH.
A minimum radius equal to two diameters can be obtained by hot broaching or stamping. However, it is impossible to carry out such a bend at home.
These formulas use the following values:
| Letter designation | Meaning |
| R | Minimum bend radius |
| D.H. | Workpiece radius |
It must be said that there is a more universal calculation - the radius should be at least five pipe diameters.
So, we have sorted out the theory a little, now let's move on to practice. As mentioned above, there are several ways to solve this problem. The simplest of them is the use of a special machine - a pipe bender.
Hydraulic pipe bender
True, the price of such a tool is quite high - the cost of a hydraulic machine, which allows you to bend workpieces with a diameter of up to four inches, starts at 15,000-16,000 rubles. The cost of a manual pipe bender, which allows you to work with parts with a diameter of up to one inch, is 4,700-5,000 rubles.
If you often have to do this kind of operation, but don’t want to pay a lot of money for a pipe bender, you can do it yourself. On our portal you can find detailed information on how to make a machine for bending profile pipes with your own hands.
Scheme of bending a profile or round pipe around the pins
However, a pipe bender is not always available at hand, and, moreover, if you need to perform this operation one-time, then purchasing a tool for this, of course, does not make sense. In this case, you can bend it using pegs.
This is done as follows:
- first of all, you need to draw a bend radius on a suitable site;
- then metal rods are dug in along the contour. It is advisable to place them as close to each other as possible. For reliability, the rods can be concreted.
Next to the outer rod, you need to insert another one so that the part to be bent can fit between them. This is necessary to fix it;
- Next, you need to pour salt or sand into the bent pipe. In this case, wooden plugs should be driven into the holes on both sides;
- after this, the part is fixed between the first two rods and then bent around the remaining rods, as shown in the diagram above.
Homemade pipe bender made from hooks
An alternative to this option is to use hooks that are attached to a piece of plywood and form the required radius, as in the photo above. If you need to get a smaller diameter, you should use a wide disk or roller as a template.
It must be said that both methods are suitable for parts with a diameter of no more than 16-20 mm. If you want to bend a workpiece of a larger diameter, the bending area should be well heated.
If you need to shape workpieces made of non-ferrous metals, the bending strength of which is significantly lower than that of their steel counterparts, you can use a spring. The latter must strictly correspond to the internal diameter, as it is inserted inside the tube. Of course, you can put the spring on the outside, but in this case it is inconvenient to bend it.
Having protected the tube with a spring, it bends with your own hands. The work should be done carefully to achieve the desired radius without damaging the part.
Profile pipes
Profile
Profile pipes are much more difficult to bend, since due to their shape they have increased strength. Small cross-section products can be bent using the methods described above.
There is also another method of bending a profile pipe, which allows you to work with workpieces of a fairly large cross-section. Its principle is as follows:
- you need to pour sand or salt into the workpiece, and then securely plug the ends with plugs;
- Next, the part must be securely clamped in a vice;
- then the bend area should be heated red-hot;
- After this, the workpiece must be adjusted with a mallet until the desired radius is obtained.
Cuts in a profile pipe
If you have a welding machine and a grinder, then you can bend workpieces of even the largest diameter without much effort. This is done as follows:
- first of all, the bending radius is marked on the workpiece;
- Then along the entire radius you need to mark strips on three sides of the profile blank. The smaller the radius, the smaller the step between the strips should be;
- then, using a grinder, cuts are made on three sides of the part according to the markings made;
- now the workpiece bends without any problems;
- after obtaining the desired angle, the cuts should be welded;
- To complete the work, you need to clean the seams and sand them.
In this way, it is possible to produce parts of even complex shapes, and the bending accuracy is very high. However, experience with an angle grinder and a welding machine is required.
Bending a metal-plastic blank by hand
Metal-plastic
Metal-plastic pipes, on the one hand, bend very easily, but on the other hand, they break easily. Therefore, the work must be done very carefully. It should be remembered that the minimum bending radius of a metal-plastic pipe is similar to the radius of metal blanks, i.e. must be at least five diameters.
If the diameter of the pipe is 16 mm, then it can be bent without any special devices. This is done as follows:
- Grasp the part with both hands from above. In this case, place your thumbs under the pipe, parallel to it, and close them together, as shown in the photo above;
- then bend the pipe with both hands and be sure to provide support with your thumbs;
- Having bent the pipe to the required radius, move it in your palms to the left or right, and then repeat the procedure;
- In this way, bend the workpiece and move it until you get the desired angle.
To get better at it, practice performing this procedure on pipe scraps, since it is likely that your pieces will break at first.
The photo shows bending of a metal-plastic blank using a spring conductor
It is much more difficult to bend a pipe with a diameter of 20 mm around your fingers. Therefore, any other suitable surface can be used as a stop. However, it is most convenient to carry out this work using a spring conductor, which can be either external or internal, i.e. which is inserted inside the workpiece.
To make a bend with an internal jig in the middle of a long piece, tie it to the rope and then push it to the desired depth. After making the bend, extend the spring by pulling on the rope.
Here, in fact, are all the folk methods of bending pipes that I wanted to share with you.
Application of hydraulics - advantages
Many manual and almost all industrial pipe bending units use a hydraulic drive, which has the following advantages over a screw mechanical one:
- stepless drive supply to the product being bent;
- the ability to develop large static forces during reciprocating motion, unattainable when using only electric drives;
- small dimensions of the main components;
- high performance;
- reliability and durability;
- no rubbing components and good lubrication.