Andrey
11189 0 0
Andrey 22 июля, 2016Специализация: отделка фасадов, внутренняя отделка, строительство дач, гаражей. Опыт любителя-огородника и садовода. Также имеется опыт ремонта автомобилей и мотоциклов. Хобби: игра ни гитаре и много чего еще, на что не хватает времени:)
Для выполнения поворота трубопровода используются специальные фитинги – уголки и тройники. Однако, иногда возникают ситуации, когда необходимо выполнить изгиб трубы. Как правило, если за эту работу берется новичок, труба в месте изгиба сминается или даже ломается, поэтому далее я ознакомлю вас с некоторыми секретами народных умельцев, которые позволят вам успешно справиться с этой задачей в домашних условиях.
Изогнутые трубы
Введите значения H и h в миллиметрах
Не забывайте, что для гибки профилей необходим технологический припуск от 500 до 1000 мм. на заготовку.
Вы можете скачать ПК версию гибочного калькулятора по этой ссылке.
140030, МО, Люберецкий район, пос. Малаховка, Касимовское шоссе, д. 3Г
Право собственности ООО «ПК РАДИУС» © 2002–2017. Все права защищены.
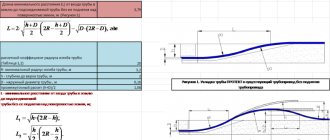
Калькулятор рассчитывает глубину прогиба профиля трубогибом или гибочным станком для получения заданных параметров.
Статья написана в ответ на запрос пользователя, который хотел вычислять глубину прогиба профиля ведущим валом, для получения изогнутой трубы с заданными параметрами. До запроса я даже и не знал, что есть специальные машины для холодной гибки труб. Причем бывают как и промышленные гибочные станки, так и ручные гидравлические трубогибы.
Все они действуют по одному принципу, который можно понять, посмотрев на картинку.
Профиль (труба) укладывается между валиками, затем центральный валик с усилием прогибает профиль, и дальше оставшийся кусок прокатывается через станок.
С моей дилетантской точки зрения, процесс выглядит примерно так
Или, если совместить:
Собственно, интересует вопрос — насколько надо прогнуть трубу, то есть опустить ведущий вал, чтобы после прокатки всего отрезка профиля получить заданный изгиб? Изгиб трубы, очевидно, задается радиусом. Но, как показал запрос пользователя, параметры могут быть заданы не только радиусом, но и длиной и высотой хорды, если надо получить арку. Здесь нам пригодится калькулятор, который по заданной длине (C) и высоте хорды (h) рассчитывает длину требуемого отрезка (L) и радиус окружности (R) — смотри рисунок.
Параметры сегмента по хорде и высоте
Подробности и формулы смотри здесь — Сегмент круга
Идем дальше. Итак, нам нужно получить глубину прогиба зная радиус, расстояние между ведомыми валиками, радиус валиков и размеры профиля. Перерисуем совмещенный рисунок, добавив несколько нужных линий, и убрав все ненужные.
Точка B — центр нашей окружности. Обратите внимание, что расчет идет по внешнему по отношению к изгибу краю профиля. Поскольку радиус по высоте и ширине хорды скорее всего будет рассчитываться по оси профиля, к полученному радиусу надо прибавить радиус профиля так, чтобы получить радиус внешнего края профиля.
Дальше в ход идет геометрия. Из расстояния AC и расстояния AB находим угол ABD.
При монтаже трубопроводов из различного вида материалов его изгиб позволяет уменьшить количество разборных или сварных соединений, понижающих надежность магистрали. При проведении трубогибочных работ полезно знать допустимый радиус гиба трубы, обеспечивающий безопасность и надежную эксплуатацию трубопроводной системы в соответствии с технической документацией.
Чаще всего изгибаемые трубы выполнены из стали и коррозионно-стойких металлов: нержавейки, меди, алюминия, латуни, при устройстве бытовых систем отопления и водопроводов изгибают изделия из пластика и металлопластика. Методы сгибания труб по радиусу различны в зависимости от материала их изготовления и могут быть выполнены ручным или электромеханическим способом на специальных станках.
Рис. 1 Углы гиба медных труб и изделий из латуни
Расчет радиуса гибки трубы с помощью линейки
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис. 1).
Рис. 1 Измерение ширины в исходной трубе.
Рис. 2. Радиус гибки трубы.
Используя полученные данные замеров линеек, необходимо подобрать подходящие параметры радиуса и диаметра дуги из таблиц 1 и 2.
- А – интервал (ширина) трубы, мм
- D – диаметр дуги, мм
- R — радиус гибки, мм
Таблица 1. Использование линейки 30 см
| Интервал | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 |
| Диаметр | 4505 | 3008 | 2260 | 1813 | 1515 | 1303 | 1145 | 925 |
| Радиус | 2253 | 1504 | 1130 | 907 | 758 | 652 | 573 | 463 |
| Интервал | 30 | 40 | 50 | 60 | 70 | 90 | 100 |
| Диаметр | 780 | 603 | 500 | 435 | 391 | 340 | 325 |
| Радиус | 390 | 302 | 250 | 218 | 196 | 170 | 163 |
Таблица 2. Использование линейки 50 см
| Интервал | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 25 | 30 | 40 | 50 |
| Диаметр | 12500 | 8341 | 6260 | 5013 | 4182 | 3589 | 3145 | 2525 | 2113 | 1603 | 1300 |
| Радиус | 6250 | 4172 | 3130 | 2507 | 2091 | 1795 | 1573 | 1263 | 1057 | 802 | 650 |
| Интервал | 60 | 70 | 80 | 90 | 100 | 110 | 130 | 160 | 200 |
| Диаметр | 1102 | 963 | 861 | 785 | 725 | 678 | 611 | 550 | 513 |
| радиус | 551 | 482 | 432 | 393 | 363 | 339 | 306 | 275 | 257 |
Требования стандартов к радиусу изгиба
При сгибе трубных элементов их стенки не должны изменять свой профиль, сечение и пропускную способность (изменение внутреннего диаметра) – это достигается за счет определенного радиуса разворота, который установлен стандартами.
При определении минимальных пределов закругления учитывают способы его получения – наилучшие показатели в сторону уменьшения обеспечивают дорновые трубогибы с технологией наматывания и температурная обработка, позволяющая уменьшить размеры окружности.
Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты:
- Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы.
- Лист остается «в воздухе» и не соприкасается со стенками матрицы.
- Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, свойствами материала (толщина, предел прочности, деформационное упрочнение) или состоянием гибочного инструмента.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
| 1,5° | 2° | 2,5° | 3° | 3,5° | 4° | 4,5° | 5° | ||
| 4 | 0,022 | 0,033 | 0,044 | 0,055 | 0,066 | 0,077 | 0,088 | 0,099 | 0,11 |
| 6 | 0,033 | 0,049 | 0,065 | 0,081 | 0,097 | 0,113 | 0,129 | 0,145 | 0,161 |
| 8 | 0,044 | 0,066 | 0,088 | 0,110 | 0,132 | 0,154 | 0,176 | 0,198 | 0,220 |
| 10 | 0,055 | 0,082 | 0,110 | 0,137 | 0,165 | 0,192 | 0,220 | 0,247 | 0,275 |
| 12 | 0,066 | 0,099 | 0,132 | 0,165 | 0,198 | 0,231 | 0,264 | 0,297 | 0,330 |
| 16 | 0,088 | 0,132 | 0,176 | 0,220 | 0,264 | 0,308 | 0,352 | 0,396 | 0,440 |
| 20 | 0,111 | 0,166 | 0,222 | 0,277 | 0,333 | 0,388 | 0,444 | 0,499 | 0,555 |
| 25 | 0,138 | 0,207 | 0,276 | 0,345 | 0,414 | 0,483 | 0,552 | 0,621 | 0,690 |
| 30 | 0,166 | 0,249 | 0,332 | 0,415 | 0,498 | 0,581 | 0,664 | 0,747 | 0,830 |
| 45 | 0,250 | 0,375 | 0,500 | 0,625 | 0,750 | 0,875 | 1,000 | 1,125 | 1,250 |
| 55 | 0,305 | 0,457 | 0,610 | 0,762 | 0,915 | 1,067 | 1,220 | 1,372 | 1,525 |
| 80 | 0,444 | 0,666 | 0,888 | 1,110 | 1,332 | 1,554 | 1,776 | 1,998 | 2,220 |
| 100 | 0,555 | 0,832 | 1,110 | 1,387 | 1,665 | 1,942 | 2,220 | 2,497 | 2,775 |
Преимущества свободной гибки:
- Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы (например, 86° или 28°) и 180°.
- Меньшие затраты на инструмент.
- По сравнению с калибровкой требуется меньшее усилие гибки.
- Можно «играть» усилием: большее раскрытие матрицы означает — меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие. Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
- Меньшие инвестиции, так как нужен пресс с меньшим усилием.
Все это, однако, теоретически. На практике вы можете потратить деньги, сэкономленные на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, на дополнительное оснащение, такое как, дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки:
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Совет:
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее рекомендуется использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа -рекомендуется использовать метод калибровки. Внутренний радиус меньше толщины листа допустим только на мягком легко деформируемым материале, например меди.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется только метод калибровки специальным инструментом.
Какое усилие?
По причине различных свойств материала и последствий пластической деформации в зоне гибки, определить требуемое усилие можно только примерно. Предлагаем вам 3 практических способа:
Таблица
В каждом каталоге и на каждом прессе вы можете найти таблицу, показывающую требуемое усилие ( Р ) в кН на 1000 мм длины гиба ( L ) в зависимости от:
- толщины листа ( S ) в мм
- предела прочности ( Rm ) в Н/мм2
- V — ширины раскрытия матрицы ( V ) в мм
- внутреннего радиуса согнутого листа ( Ri) в мм
- минимальной высоты отогнутой полки ( B ) в мм
Пример подобной таблицы Необходимое усилие для гибки 1 метра листа в тоннах. Предел прочности 42-45 кг/мм2. Рекомендуемое соотношение параметров и усилия
Формула
1,42 — это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом. Другая формула дает похожие результаты:
«Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы \/=2х8=16 мм означает, что вам необходимо 16 тонн/м)
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%. Например:
| Усилие | Длина гиба |
| 100% | 3 000 мм |
| 75% | 2 250 мм |
| 50% | 1 500 мм |
| 25% | 750 мм |
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например : St 37-2: 340-510 Н/мм2 St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V — раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм: V=8xS Для большей толщины листа необходимо: V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию: • большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус; • меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32 В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | В |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем, больше упругая деформация;
- направления волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
| Предел прочности в Н/мм2 | упругая деформация в ° |
| 200 | 0,5-1,5 |
| 250 | 1-2 |
| 450 | 1,5-2,5 |
| 600 | 3-4 |
| 800 | 5-6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°).
Методы сгибания труб и их преимущества
Сгибание труб является технологией, где нужный поворот в направлении трубопроводной линии создается путем физического воздействия на заготовку, метод имеет следующие преимущества:
- Уменьшенная металлоемкость, в магистрали отсутствуют переходные фланцы, муфты и патрубки.
- Пониженные трудозатраты при монтаже трубопроводов по сравнению со сварными соединениями.
- Низкие гидравлические потери из-за неизменного профильного сечения.
Рис. 3 Дорны для трубогибов
- Неизменная структура металла, его физические и химические параметры по сравнению со сваркой.
- Высокое качество герметизации, линия имеет однородную структуру без разрывов и стыков.
- Эстетичный внешний вид магистрали
Существуют две основных технологии гибки – горячая и холодная, приспособления и методы можно разбить на следующие категории:
- По типу физического воздействия трубогибный агрегат может быть ручной и электрический с механическим или гидравлическим приводом.
- По технологии сгибания – дорновые (гиб при помощи специальных внутренних протекторов), бездорновые, и вальцовочные установки с роликами.
- По профилю – установки для металлопропрофильных прямоугольных или круглых изделий.
Рис. 4 Горячие способы гибки труб
Горячая гибка
Популярная в быту технология применяется в случаях, когда отсутствует трубогибный аппарат или нет возможности произвести работы холодным способом, процесс состоит из нескольких операций:
- Заготовка заполняется речным мелкозернистым сеяным песком без посторонних вкраплений в сухом виде. Для этого с одного конца вставляют заглушку, засыпают песок и закрывают отверстие с другой стороны.
- Место изгибания нагревается до температуры не более 900 градусов во избежание пережога и производится постепенное плавное механическое наматывание детали вокруг округлого шаблона.
- По окончании процесса заглушки извлекаются и из заготовки высыпается песок.
Холодные методы сгибания круглых труб
Холодные способы имеют неоспоримые преимущества перед горячими технологиями: они не нарушают структуру металла, более производительны и требуют меньше затрат. При холодном сгибе возникают следующие дефекты:
- уменьшение сечения трубы с внешней стороны профиля;
- искривления в загибе в виде гофры с внутренней стороны;
- изменение профильной формы в местах изгиба труб с круглой на овальную.
Рис. 5 Сгибание заготовок из металлопрофиля в быту
Чаще всего подобные дефекты возникают при деформации тонкостенных труб, поэтому при операциях с ними используется внутренний протектор – дорн, вставляемый во внутреннюю полость.
Дорн представляет собой устройство, состоящее из жесткого стержня с подвижными сегментами на краю шарообразной или полусферической формы. Перед работой устройство помещается во внутреннюю полость заготовки таким образом, чтобы его подвижные элементы располагались в точке гиба, по окончании процедуры дорн извлекают из готового элемента и процесс повторяют.
Радиус гиба труб: размеры, материалы и особенности
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием.
Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Методы сгибания квадратного металлопрофиля
Изгибание профиля квадратного или прямоугольного сечения хотя и применяется в промышленности, гнутый металлопрофиль более востребован в быту. При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.
Радиус гиба трубы – приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.
Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием – в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.
Рис. 7 Арбалетные приспособления ручного типа
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.
Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 – 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок – при пластический деформации возможно раскрытие отдельных участков шва.
Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 – 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.
Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.
Рис. 9 Промышленные трубогибы
Способы изгиба труб
Потребность в изгибе труб может возникнуть в ряде случаев, к примеру, в процессе монтажа трубопровода, если нужно «обойти» какое-либо препятствие. Также нередко приходится прибегать к этой операции в процессе изготовления различных металлоконструкций, таких как навесы, теплицы, беседки и т.д.
Следует отметить, что если речь заходит об изгибе труб, то имеются в виду следующие их виды:
Подходящие для изгибания виды труб
Далее я расскажу, как согнуть в домашних условиях все вышеперечисленные виду труб.
Металлические круглого сечения
Процесс изгиба металлических заготовок круглого сечение достаточно сложный, так как они легко деформируются, а иногда и рвутся. Поэтому когда изгибом занимаются в промышленных условиях, особенно если требуется маленький радиус, перед тем как осуществить эту операцию выполняют расчет трубы на изгиб.
Загибание металлической детали в домашних условиях
В домашних условиях, конечно, точная формула расчета трубы на изгиб вам не понадобится. Единственное, нужно определить минимальный допустимый радиус. Его значение во многом зависит от способа, которым выполняется эта операция:
- при нагреве набитой песком детали – R= 3.5хDH;
- с использованием трубогибочного станка (изгибание холодным способом) – R=4хDH;
- изгиб с получением рифленых складок (гнутье горячим способом) — R= 2.5хDH.
Получить минимальный радиус, равный двум диаметрам, можно методом горячей протяжки или штамповки. Однако, в домашних условиях осуществить такой изгиб невозможно.
В этих формулах используются следующие значения:
| Буквенное обозначение | Значение |
| R | Минимальный радиус изгиба |
| DH | Радиус заготовки |
Надо сказать, что существует более универсальный расчет – радиус должен составлять не менее пяти диаметров трубы.
Итак, с теорией мы немного разобрались, теперь перейдем к практике. Как уже было сказано выше, существует несколько способов решения этой задачи. Наиболее простой из них – это использование специального станка – трубогиба.
Гидравлический трубогиб
Правда, цена подобного инструмента довольно высокая – стоимость гидравлического станка, который позволяет загибать заготовки диаметром до четырех дюймов, начинается 15000-16000 рублей. Стоимость ручного трубогиба, который позволяет работать с деталями диаметром до одного дюйма, составляет 4 700- 5 000 рублей.
Если вам придется часто заниматься подобной операцией, но при этом нет желания платить большие деньги за трубогиб, его можно сделать самостоятельно. На нашем портале вы можете найти подробную информацию о том, как сделать станок для изгиба профильных труб своими руками .
Схема изгибания профильной или круглой трубы вокруг штырей
Однако, не всегда трубогиб имеется под рукой, к тому же, если вам нужно выполнить эту операцию единоразово, то приобретать ради этого инструмент, конечно же, не имеет смысла. В таком случае можно выполнить изгиб при помощи колышков.
Делается это следующим образом:
- прежде всего нужно начертить радиус изгиба на подходящей площадке;
- затем по контуру вкапываются металлические прутья. Располагать их желательно как можно ближе друг к другу. Для надежности прутья можно забетонировать.
Рядом с крайним прутом нужно вставить еще один, чтобы загибаемая деталь могла поместиться между ними. Это необходимо для ее фиксации;
- далее надо засыпать в сгибаемую трубу соль или песок. При этом в отверстия с двух сторон следует забить деревянные пробки;
- после этого деталь фиксируется между двумя первыми прутьями и затем загибается вокруг остальных прутьев, как показано на схеме выше.
Самодельный трубогиб из крючков
Альтернативой этому варианту является использование крючков, которые крепятся к куску фанеры и образуют необходимый радиус, как на фото выше. Если же нужно получить меньший диаметр, в качестве шаблона следует использовать широкий диск или валик.
Надо сказать, что оба способа подходят для деталей диаметром не более 16-20 мм. Если же вы хотите загнуть заготовку большего диаметра, место сгиба следует хорошо разогреть.
Если вам нужно придать форму заготовкам из цветных металлов, прочность на изгиб которых значительно меньше, чем у стальных аналогов, можно воспользоваться пружиной. Последняя должна строго соответствовать внутреннему диаметру, так как вставляется внутрь трубки. Конечно, можно надеть пружину и снаружи, но в таком случае неудобно совершать изгиб.
Защитив трубку пружиной, она сгибается своими руками. Работу следует выполнять аккуратно, чтобы добиться нужного радиуса и при этом не повредить деталь.
Профильные трубы
Профильные
Профильные трубы гораздо сложней гнуться, так как благодаря своей форме имеют повышенную прочность. Изделия малого сечения можно загнуть описанными выше способами.
Также существует еще один способ изгиба профильной трубы, который позволяет работать с заготовками достаточно большого сечения. Принцип его следующий:
- в заготовку нужно засыпать песок или соль, после чего надежно заткнуть торцы пробками;
- далее деталь надо надежно зажать в тисках;
- затем участок сгиба следует прогреть докрасна;
- после этого заготовку надо править киянкой до получения нужного радиуса.
Пропилы в профильной трубе
Если у вас имеется сварочный аппарат и болгарка, то вы сможете загнуть заготовки даже самого большого диаметра без особых усилий. Делается это следующим образом:
- прежде всего на заготовке размечается радиус изгиба;
- далее по всему радиусу нужно разметить полоски с трех сторон профильной заготовки. Чем меньше радиус, тем меньше должен быть шаг между полосками;
- затем болгаркой выполняются пропилы с трех сторон детали по выполненной разметке;
- теперь заготовка изгибается без каких-либо проблем;
- после получения нужного угла, пропилы следует заварить;
- в завершение работы нужно зачистить швы и зашлифовать.
Таким способом можно изготавливать детали даже сложной формы, при этом точность изгиба получается очень высокой. Однако, необходимо опыт работы с болгаркой и сварочным аппаратом.
Изгибание металлопластиковой заготовки руками
Металлопластиковые
Металлопластиковые трубы с одной стороны гнутся очень просто, но с другой – легко ломаются. Поэтому выполнять работу нужно очень аккуратно. При этом следует помнить, что минимальный радиус изгиба металлопластиковой трубы аналогичен радиусу металлических заготовок, т.е. должен составлять не менее пяти диаметров.
Если диаметр трубы 16 мм, то загнуть ее можно без каких-либо специальных приспособлений. Делается это следующим образом:
- возьмите деталь двумя руками сверху. При этом большие пальцы расположите под трубой, параллельно ей, и сомкните друг с другом, как показано на фото выше;
- затем двумя руками сгибайте трубу и обязательно обеспечьте упор большими пальцами;
- согнув трубу до необходимого радиуса, сместите ее в ладонях влево или вправо, и затем повторите процедуру;
- таким образом изгибайте заготовку и перемещайте ее до тех пор, пока не получите нужный угол.
Чтобы «набить руку», потренируйтесь выполнять данную процедуру на обрезках труб, так как вполне вероятно, что поначалу заготовки у вас будут ломаться.
На фото – изгибание металлопластиковой заготовки при помощи пружинного кондуктора
Трубу диаметром 20 мм согнуть вокруг пальцев гораздо сложней. Поэтому в качестве упора можно использовать любую другую подходящую поверхность. Однако, удобней всего выполнять эту работу с использованием пружинного кондуктора, который может быть как наружным, так и внутренним, т.е. который вставляется внутрь заготовки.
Чтобы выполнить изгиб внутренним кондуктором посередине длинной заготовки, привяжите его к веревке и затем протолкните на нужную глубину. После выполнения изгиба, вытяните пружину, потянув за веревку.
Вот, собственно, и все народные способы изгиба труб, которыми я хотел с вами поделиться.
Применение гидравлики – преимущества
Во многих ручных и практически во всех промышленных трубогибочных агрегатах используется гидравлический привод, имеющий следующие преимущества перед винтовым механическим:
- бесступенчатая подача привода к сгибаемому изделию;
- возможность развивать большие статические усилия при возвратно-поступательном движении, недостижимые при использовании только одних электроприводов;
- малые габариты основных узлов;
- высокое быстродействие;
- надежность и долговечность;
- отсутствие трущихся узлов и хорошая смазываемость.