Автор статьи:
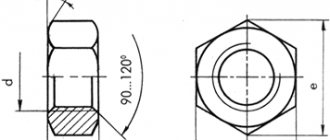
Болты входят в число самых распространенных и популярных элементов крепления в различных областях деятельности, начиная от машиностроения и строительства, и заканчивая мелким домашним ремонтом. Болт выглядит как стержень из металла с нанесенной резьбой и головкой, форма которой обеспечивает надежный захват инструментом для обеспечения крутящего момента. Самые распространенные варианты таких метизов имеют шестигранные головки — под ключ подходящего размера.
Маркировка высокопрочных болтов
Существует много классификаций, в которых приняты различные обозначения высокопрочных болтов. Но наиболее значимая характеристика, по которой их различают и делят на группы, это прочность болтов по отношению к физическому давлению. Стойкость к такому воздействию характеризует функциональный потенциал метиза и его срок службы. Она также распространяется на способность крепежного соединения противостоять изменениям температуры и другим явлениям искусственного и природного характера.
Вот некоторые из используемых обозначений:
| Класс прочности | Материал изготовления | Основные типоразмеры |
| Болты класса прочности 8.8 | 40Х | М30-М64 |
| 40ХН2МА | М30-М64 | |
| 40ХН | М30-М64 | |
| Болты класса прочности 10.9 | 40Х | М12-М36 |
| 40ХН2МА | М24-М48 | |
| Болты класса прочности 12.9 | 40Х | М12-М30 |
| 40ХН2МА | М24-М36 |
Метизы, имеющие класс прочности 8.8, производятся из закаленной стали и подходят для большинства строительных и монтажных работ. Болты более высокого класса прочности рассчитаны не только на постоянную нагрузку, но и на переменное давление, поэтому применяются в конструкциях повышенной сложности, а также там, где планируется регулярный монтаж и демонтаж отдельных элементов.
Стандарты DIN
Выход процедуры разработки новых нормативных документов на межгосударственный, международный уровень обусловил появление стандартов, обозначаемых особым сочетанием литер, например, DІN ЕN, DІN ЕN ІSО и др. Все они имеют определенный статус.
- DІN – документ национального значения. Он предваряет работу над созданием международного стандарта. При этом существует отличие в обозначении в зависимости от этапа его подготовки. Черновой вариант – это Е DІN. Предварительный стандарт обозначается так: DІN V.
- DІN ЕN – германское издание нормативного документа, принимаемое без внесения даже мелких поправок всеми действительными членами комитетов СЕN (Комитет Европы по Стандартизации) и СЕNЕLЕС (Электротехнический Комитет Европы по Стандартизации).
- DІN ЕN ІSО – стандарты, являющиеся результатом совместной работы специалистов комитета СЕN и организации ІSО.
- DІN ІSО – нормативный документ, разработанный ІSО, и принятый на национальном уровне без внесения каких-либо корректировок.
- DІN ІЕС – стандарт, разработанный Международной Электротехнической Комиссией, который был принят в ФРГ без поправок в качестве документа национального уровня.
Все стандарты DIN регистрируются под своим идентификационным номером и имеют уникальное название. Например, технические характеристики гаек с шестью гранями и резьбой метрического типа от M5 до M64, выполненных с точностью, соответствующей требованиям класса «С» и с прочностью класса 5, прописаны в стандарте DІN 555 «Sechskantmutter mit metrischem Gewinde von M5 bis M64, Genauigkeitsklasse C, Festigkeitsklasse 5».
Эксплуатация высокопрочных болтов (сферы, области и примеры)
Применение высокопрочных болтов часто встречается в таких сферах как строительство, изготовление дорожной техники, приборо- и машиностроение, а также других областях, связанных с производством. Высокий спрос на них обусловлен тем, что такие метизы практически не имеют ограничений по эксплуатации и применяются и в токсичных агрессивных средах, и при низких температурах (до −60С).
Высокопрочные крепежные элементы выдерживают как постоянные нагрузки, так и переменные, с перемещаемым центром тяжести, и даже сильные вибрации. Поэтому с помощью этих метизов строят здания, изготавливают промышленную аппаратуру, тяжелую технику (в том числе и военную) и спецтранспорт узкого назначения (краны, погрузчики и т. п.).
Как разрабатываются стандарты DIN
Работа над текстом нового нормативного документа предусматривает участие представителей секторов производства и потребления, организаций торговли, научно-исследовательских институтов, государственных структур и, конечно же, контролирующих органов. Наиболее квалифицированные эксперты всех этих учреждений задействуются в работе нормативных комитетов, которые разделены по отраслевому признаку. В сферу компетенции сотрудников DІN входит координация процесса создания/разработки стандарта и осуществление руководства проектом. В ходе работы:
- эксперты решают задачу выработки единого подхода к решению вопросов по всем актуальным аспектам с учетом выдвигаемых требований технико-экономического характера;
- затем проект нормативного документа выносится на открытое обсуждение;
- стандарт утверждается и публикуется лишь по достижению консенсуса по всем спорным моментам.
Дополнительные сложности возникают по причине развития техники ускоренными темпами. Данное явление обусловливает необходимость постоянного усовершенствования технологии разработки новых нормативных документов. Однако в определенных сферах, например, в IT-технологиях необходимость в стандартах, прошедших процедуру полного согласования, возникает отнюдь не всегда. Здесь проблемы зачастую решаются небольшим количеством заинтересованных фирм.
Это побудило руководство DIN расширить сферу деятельности организации. Так, наряду с разработкой документов, имеющих де-юре статус стандартов, этот институт начал издавать иную документацию, которую принято называть общедоступной спецификацией. Работа в этом направлении ведется также по заявкам иностранных, а не только германских компаний.
Таблица высокопрочных болтов (стандарты)
| Стандарты | Типоразмеры | Примечания |
| Болты ГОСТ 7795-70 | М6-М48 | Вместо болтов ГОСТ 7795-62. Шестигранная уменьшенная головка, направляющий подголовок, класс точности В. |
| Болты ГОСТ 7796-70 | М8-М48 | Вместо болтов ГОСТ 7796-62. Шестигранная уменьшенная головка, класс точности В. |
| Болты ГОСТ 7798-70 | М6-М48 | Вместо болтов ГОСТ 7798-62. Шестигранная головка, класс точности В. |
| Болты ГОСТ 7805-70 | М2-М48 | Вместо болтов ГОСТ 7805-62. Шестигранная головка, класс точности А. |
| Болты ГОСТ 7808-70 | М8-М48 | Вместо болтов ГОСТ 7808-62. Шестигранная уменьшенная головка, класс точности А. |
| Болты ГОСТ 7811-70 | М6-М48 | Вместо болтов ГОСТ 7811-62. Шестигранная уменьшенная головка, направляющий подголовок, класс точности А. |
| Болты ГОСТ 7817-80 | М6-М48 | Вместо болтов ГОСТ 7817-72. Шестигранная уменьшенная головка, класс точности А, для отверстий из-под развертки. |
| Болты ГОСТ 10602-94 | М52-М150 | Вместо болтов ГОСТ 10602-72. Шестигранная головка, класс точности В, диаметр резьбы более 48 мм. |
| Болты ГОСТ 15589-70 | М6-М48 | ГОСТ введен впервые. Шестигранная головка, класс точности С. |
| Болты ГОСТ 15590-70 | М6-М48 | ГОСТ введен впервые. Шестигранная уменьшенная головка, направляющий подголовок, класс точности С. |
| Болты ГОСТ 15591-70 | М6-М48 | ГОСТ введен впервые. Шестигранная уменьшенная головка, класс точности С. |
| Болты ГОСТ 18125-72 | М52-М160 | Вместо болтов ГОСТ 10603-63, ГОСТ 10604-63. Шестигранная уменьшенная головка, класс точности А и В, диаметр резьбы более 48 мм. |
| Болты ГОСТ 22353-77 | М16-М48 | ГОСТ введен впервые. Шестигранная головка, класс точности В. |
| Болты ГОСТ Р 52644-2006 | М16-М48 | ГОСТ введен впервые. Шестигранная головка, увеличенный размер под ключ, для металлических конструкций. |
| Болты ОСТ 26-2037-96 | М16-М48 | Вместо болтов ОСТ 26-2037-77, ОСТ 26-01-566-72. Шестигранная головка, для фланцевых соединений. |
| Болты ОСТ 37.001.123-96 | М6-М16 | Шестигранная уменьшенная головка. |
Производителей высокопрочных болтов не так много, поскольку для изготовления этих метизов необходимо сырье высокого качества, а технологии производства сложны. Сталь высокопрочных болтов должна отвечать большому списку требований и ограничений. Большинство заводов по производству таких крепежей имеют собственные конструкторские отделы для разработки нестандартных индивидуальных заказов, особенно под класс прочности 12.9. Кроме того, такие предприятия обычно снабжены лабораториями контроля качества для тщательной работы с сырьем и тестирования готовой продукции.
Отличия DIN и ГОСТ
Часто на просторах интернета встречается фраза, что, мол, такой-то ГОСТ является аналогом такого-то стандарта DІN. Они действительно о многом схожи, но иногда наблюдаются существенные несовпадения по отдельным позициям. В таблице приведены примеры различий между немецкими и отечественными нормативными документами, устанавливающими технические характеристики наиболее востребованных крепежных деталей.
| Наименование крепежного элемента | Стандарт DIN | Стандарт ГОСТ |
| Винты | ||
| Винты с полусферической шляпкой | 7985 | 17473-80 |
| Высота и диаметр шляпки у изделия, выполненного по требованиям ГОСТа, меньше, чем изготовленного по положениям DIN. По немецкому стандарту шлиц может быть только прямой или крестообразный. Отечественный нормативный документ допускает еще выполнение шлица типа Торкс. | ||
| Болты | ||
| Болт откидной | 444 | 3033-79 |
| По нормам немецкого стандарта возможно одно исполнение изделия, а по положениям отечественного – три его варианта. Соответственно, отличаются и размеры. | ||
| Рым-болт | 580 | 4751-73 |
| Существенные различия между DІN и ГОСТ не наблюдаются. | ||
| Болт лемешный | 608 | 7786-81 |
| Отличия кроются в том, что высота шляпки вместе с подголовком, сторона квадратного подголовка и диаметр потайной шляпки, установленные ГОСТом, немного меньше, чем значения этих параметров, прописанные в DІN. | ||
| Шайбы | ||
| Стопорная многолапчатая | 5406 | 11872-80 |
| Различаются эти стандарты в плане расположения и количества лапок. Согласно DIN у такой детали их может быть только 8 штук, и располагаться эти лапки должны равномерно по всей поверхности крепежного элемента. По нормам ГОСТа 8 лапок бывает только у крупных шайб рассматриваемого типа, у мелких образцов их не больше шести, а располагаться лапки должны группами, состоящими из 4 (3) штук, по всей поверхности шайбы тоже равномерно. | ||
| Плоская | 125 | 11371-78 |
| Стандарт DІN нормирует производство этих метизов с повышенной точностью (класс «А»). Действие ГОСТа распространяется на шайбы плоские выполненные с точностью, соответствующей требованиям двух классов «С» и «А». С учетом этого размеры деталей немного могут отличаться. | ||
| Гровер | 127 | 6402-70 |
| Согласно DІN допускаются 2 исполнения гроверов. Отечественный стандарт устанавливает такое же количество исполнений, но каждое из которых, в свою очередь бывает четырех типов. Соответственно, в зависимости от варианта изготовления отличаются весовые и размерные характеристики данных метизов. | ||
Правила монтажа высокопрочных болтов
Перед началом работ всегда производится предварительный анализ технических условий эксплуатации будущей конструкции. На выбор нужного метиза будут влиять следующие факторы:
- Характеристики дополнительной фурнитуры.
- Коэффициент закручивания.
- Соответствие технических и механических свойств метиза той среде, в которой он будет работать.
- Устойчивость к различным внешним воздействиям.
- Свойства стали, из которой он сделан.
- Шаг и тип резьбы.
На условия правильного выбора влияют также размеры, форма головки болта, наличие термической обработки и защитного покрытия. Всегда отталкивайтесь от целей, под которые вам нужен метиз. Дальнейший порядок действий таков:
- Отверстия в соединяемых элементах совмещают и жестко закрепляют элементы с помощью сборочных пробок. Обычно пробками скрепляют десятую часть отверстий — этого вполне достаточно для надежной фиксации.
- В отверстия, свободные от пробок, вставляют высокопрочные болты и производят их натяжение в соответствии с правилами и с усилием, указанным в технических документах.
- Затем извлекают сборочные пробки, устанавливают оставшиеся болты и натягивают все детали до проектной силы. После этого рабочую поверхность можно грунтовать.
Пользуйтесь тарировочном ключом, который позволяет контролировать и регулировать силу натяжения болтов.
Размеры/маркировка класса прочности дюймовых (SAE и USS) болтов
- G — маркировка класса прочности
- L — длина (в дюймах)
- T — шаг резьбы (количество витков на дюйм)
- D — номинальный диаметр (в дюймах)
Размеры и маркировка класса прочности метрических болтов
- P — класс прочности
- L — длина (в мм)
- T — шаг резьбы (расстояние между соседними витками в мм)
- D — номинальный диаметр (в мм)
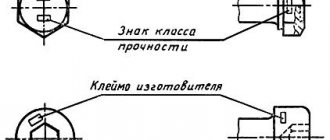
Также по меткам класса прочности стандартные гайки могут быть отличены от метрических. Для идентификации прочности стандартных гаек применяются точечные метки, проштамповываемые на одной из торцевых поверхностей гайки, в то время как маркировка метрических гаек производится с помощью цифр. Чем больше количество точек, или чем выше значение цифрового кода, тем выше допустимое усилие затягивания гайки (класс прочности).
Болты высокой прочности
В большинстве случаев применяются обычные соединительные элементы, при изготовлении которых применяется углеродистая сталь. Однако, при необходимости можно приобрести высокопрочные болты, которые могут применяться при создании высокопрочных соединений. Маркировка высокопрочных болтов проводится по общим стандартам.Изготовление болтов высокой прочности проводится с учетом нижеприведенной информации:
- При изготовлении применяются специальные сплавы, которые характеризуются высокой прочностью и твердостью. Они обходятся дороже, чем углеродистая сталь, но все же применение получаемых изделий целесообразно в самых различных случаях.
- Для повышения прочности и твердости проводится термическая обработка. Она предусматривает изменение химического состава металла и структуры получаемого материала.
Болты высокой прочности
На высокопрочные болты может составляться собственная нормативная документация. Кроме этого, классификация проводится следующим образом:
- Крепежи с буквой «У» в маркировке применяются для эксплуатации при температурах ниже -40 градусов Цельсия. Однако, рассматриваемая буква указывается не во всех случаях маркировки.
- Предложение с исполнением ХЛ могут эксплуатироваться в более жестких эксплуатационных условиях, к примеру, при температуре от -40 до -65 градусов Цельсия. При маркировке в этом случае указывается класс точности.
Болты и гайки высокопрочные сегодня встречаются довольно часто. Это связано с высокими эксплуатационными качествами, которые позволяют расширить область применения изделия.
Соединение болтов с помощью резьбы
Классификация резьб:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- коническая;
- прямоугольная;
- трапецеидальная;
- упорная;
- стандартизированная круглая.
Метрическая резьба – основной тип резьбового соединения. Ее параметрами являются номинальный диаметр и шаг резьбы в миллиметрах, устанавливаемые ГОСТ 8724-81.
Соединение болтов с помощью резьбы является надежным и технологичным.
Достоинства:
- надежность;
- многофункциональность;
- технологичность;
- возможность регулировки силы сжатия;
- наличие широкой номенклатуры изделий.
Недостаток – склонность к самоотвинчиванию.
Виды крепления болтов
Резьбовые соединения конструктивно отличаются друг от друга.
Болтовое
Болт – деталь, снабженная головкой и резьбой на разных концах. Резьба необходима для навинчивания гайки. Головку подхватывают снаружи гаечным ключом.
Для установки метиза на соединяемых поверхностях высверливают отверстия большего диаметра. С торцевой стороны снимают фаску.
Болтовое крепление легко заменить при обрыве.
Недостаток соединения – требует много места, что приводит к увеличению габаритов и веса конструкции.
Достоинство – легкая замена при обрыве.
Винтовое
Винт ввертывают в корпус специальным торцевым инструментом. Головка бывает разной формы, в т. ч. 6-гранной. Главное отличие – малая площадь установки.
Отрицательный момент: при монтаже резьба часто повреждается, извлечь часть крепежа трудно. Поэтому винтовое соединение не применяют при многократном монтаже/демонтаже.
С помощью шпилек
Шпилька – крепежное изделие цилиндрической формы без головки, на концах которого имеется резьба одинакового диаметра. На одной стороне выполнена тугая нарезка. Другой конец необходим для установки гайки.
Крепление с помощью шпилек востребовано при частой сборке конструкции.
Элемент востребован при частой сборке/разборке конструкции и установке в труднодоступных местах. Шпилька может гнуться и терять прочность. От сильных нагрузок резьба часто срывается.