Благодаря ряду положительных качеств, алюминий (Al) широко распространен при изготовлении различных деталей и изделий. Например, большинство видов транспорта на земле от велосипеда до космических ракет выполнены из алюминия. Это связано с тем, что. алюминий и его сплавы отличаются уникальными характеристиками – малым удельным весом, хорошей теплопроводностью и электропроводностью, прочностью. Однако при соединении деталей из этого металла часто возникают трудности. Например, из-за мягкости алюминиевых деталей редко используется их скрепление с помощью болтов.
Надежным способом обработки алюминия является аргоновая сварка, но для ее выполнения требуется сложное оборудование и квалифицированный сварщик. Поэтому во многих случаях, особенно в домашних условиях, для ремонта алюминиевых изделий используется холодная сварка.
Виды холодной сварки
Холодная сварка алюминия производится для восстановления корпусов приборов, ремонта бытовых изделий и рабочих инструментов.
Производится она несколькими способами:
- Сварка давления производится посредством прижатия соединяемых участков друг к другу при помощи стержней (пуасонов). Высокое давление влечет разрушение в алюминии оксидного слоя, что помогает созданию высокопрочного монолитного соединения на молекулярном уровне.
- Второй метод аналогичен предыдущему. Разница заключается в наличии сдвига при давлении. Направленное горизонтальное смещение производится по всей длине стыкуемых областей.
- Заключительный способ наиболее прост в применении — используется клей, основу которого составляют эпоксидные смолы. После нанесения он способен проникать в кристаллическую решетку алюминия, образуя прочное и долговечное соединение.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.
Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Источник
Применение
Холодная сварка для алюминия применяется не только при промышленном производстве каких-либо деталей, но и в домашних условиях. Этот метод соединения поверхностей незаменим, когда требуется срочно заделать трещину в трубе или устранить поломку крепления.
Такой ремонт, зачастую, временная мера. После него заплатку удаляют и заваривают дефект аргоном, либо меняют вышедшую из строя деталь на новую. Холодная сварка по алюминию применяется в ситуациях, когда по нормам пожарной безопасности пользоваться обычной высокотемпературной сваркой нельзя.
Чем заделать трещину в алюминии
- Ремонт трещины блока цилиндров
- Ремонт трещины Холодной сваркой
- Устранение микротрещины в блоке цилиндров или другом металлическом корпусе
Трещина на блоке цилиндров двигателя может возникнуть вследствие механических повреждений или по причине замерзания охлаждающей жидкости. Выполнять замену целого блока — идеальное, но дорогое удовольствие.
Если трещина касается клапанных гнезд или зеркала цилиндров — изделие неминуемо бракуется. Любые другие случаи, позволяют провести ремонт при помощи сварки, эпоксидного или анаэробного клея.
Ремонт трещины в блоке двигателя горелкой или электросваркой.
Перед началом работы, следует определить какие повреждения получил корпус. От формы трещины, её длины и ширины будет зависеть технология ремонта.
Ремонт трещины блока цилиндров при помощи ацетиленовой горелкой — трудоемкий и сложный процесс, который должен выполнять профессионал. Причиной тому является локальный нагрев в зоне шва, который может привести к деформации после остывания.
Перед сварочными работами блок следует прогреть свыше 600 0С, а затем медленно охлаждать в термопечи.
Это необходимо для уменьшения напряжений после нагрева трещины.
Деформаций не появится, но такая процедура требует специального оборудования (печь, хорошее сварочное оборудование, опытный сварщик).
Если ремонт трещины двигателя будет проводиться без предварительного нагревания корпуса, то следует выбрать метод электродуговой сварки в среде аргона. В процессе сварки не допускать перегрев выше 60 0С.
Возможны проблемы связанные с материалом, из которого изготовлен корпус двигателя.
Квалификация мастера и высококлассное оборудование не гарантирует, что герметичность будет восстановлена.
Очень часто после процесса сварки, приходится усиливать проваренные швы еще полимерными составами.
Возможно сделать качественный ремонт блока двигателя без дорогого оборудования и в гаражных условиях?
Рассмотрим два альтернативных варианта как заделать трещины в двигателе без применения дорогих приспособлений.
Такую работу может сделать один человек без особых навыков и с доступным инструментом.
Эту технологию давно успешно применяют в мастерских для ремонта корпусов двигателей, компрессоров и насосов.
Компаунд для склейки «Холодная Сварка» Permatex® Cold Weld
Первый вариант, когда есть трещина с шириной более 0,1 мм.
- Нужно точно определить края трещины и засверлить их сверлом 4-5 мм. Потом мы сможем сделать заглушки, препятствующие дальнейшему росту трещины.
- При помощи угловой шлифмашины трещина разделывается по всей длине. Должен получиться канал с углом 90 градусов.
Рекомендуемая глубина углубления ¾ толщины стенки. - Разделанный шов очищается от стружки и тщательно обезжиривается. Требуется обезжирить также всю поверхность вокруг трещины на расстоянии 5-10 сантиметров.
Можно использовать спирт, ацетон или другой растворитель не на нефтяной основе.Компания Перматекс рекомендует применить профессиональный очиститель Permatex® Non-Chlorinated Brake & Part
Анаэробный резьбовой фиксатор высокой прочности Permatex® High Strength Threadlocker RED
s Cleaner.
- Подготовить несколько кусков армирующей стеклоткани, перекрывающие на 5 см в обе стороны место ремонта.
- В просверленных по краях отверстиях нужно нарезать резьбу. Подбираем болт такой длины чтобы он не выступал во внутрь. Наносим на него высокопрочный фиксатор резьбы, например Permatex High Strength Threadlocker Redили Permatex® Red Permanent Strength Threadlocker. Наносим клей на всю резьбу болта и вкручиваем его в отверстие. Не стоит прилагать больших усилий затяжки. Клей сам заполнит все зазоры создаст полную герметичность и усилит фиксацию.
- Для заделки трещины мы берём Холодная сварка Permatex® Cold Weld. Данный состав имеет достаточную текучесть, чтобы заполнить все неровности, но не будет протекать сквозь сквозное отверстие.
Холодная сварка Permatex® Cold Weldимеет отличную адгезию к черным металлам и алюминию.
Выдерживает постоянный нагрев до 150 градусов Целься (кратковременно до +177 0С), что вполне достаточно для двигателя.
Холодная сварка для трещин Permatex® Cold Weldочень быстро схватывается. Уже через 5 минут можно наносить следующий слой. (Рекомендуем наносить слои до 2 мм за раз.)
- Когда трещина полностью закрыта, приступаем к дополнительному укреплению участка. Для этого на предварительно очищенную рядом поверхность, наносим тонкий слой Холодной сварки Permatex® Cold Weld. Сразу прижимаем на участок готовый кусок стеклоткани и прикатываем роликом.
- схема ремонта трещины. 1)засверлить концы трещины и очистить участок; 2) сделать углубление 90 градусов; 3) нанести клей и положить стеклоткань; 4) сделать несколько слоёв
Через несколько минут, когда состав немного отвердеет наносим сверху следующий слой Холодной сварки. Заплата должна немного перекрывать предыдущую. Рекомендуем сделать несколько (3-5) слоёв.
- Оставляем на сутки до полной полимеризации. После участок можно зашкурить для придания эстетического вида. Для ускорения полимеризации узел нужно прогреть до 60-80 градусов Цельсия несколько часов. В холодное время года данная процедура обязательна.
Второй вариант, когда есть тонкая трещина с шириной менее 0,1 мм.
Когда трещина еле видна или нет возможности разделать трещину шлифовальной машинкой, можно попробовать создать герметизацию проникающим анаэробным герметиком.
Данную технологию используют на литейных заводах для устранения микропористости металла. Там анаэробные составы используют литрами, у нас достаточно одного тюбика клея.
- Определить края трещины, как и в первом способе – обязательное условие.
- Очиститель тормозных узлов и других поверхностей – 82220
Очистить область ремонта от грязи. Очень тщательно обезжирить саму трещину, т. к. анаэробные составы требовательны к чистоте поверхности. Можно даже немного влить в трещину обезжириватель.
С профессиональными очистителями данный процесс намного легче, потому что они часто идут в аэрозольных баллонах.
Очищающий состав под давлением легко проникает в трещину и выбивает всю возможную там смазку.
Мы рекомендуем использовать Permatex® Non-Chlorinated Brake & Parts Cleaner или Permatex® Pro-Strength Brake & Parts Cleaner.
- По возможности края трещины засверлить и зафиксировать на болт с фиксатором Перматекс, как в первом варианте. Это желательно, но не всегда возможно в труднодоступных местах.
- Анаэробный клей проникающего действия Permatex® Penetrating Grade Threadlocker GREEN
Сразу после очистки трещины необходимо залить в неё анаэробный клей проникающего действия Permatex® Penetrating Grade Threadlocker GREEN. Не страшно если он будет выступать наружу.
Пока анаэробный состав контактирует с воздухом он остаётся в жидком состоянии. И только в самом зазоре он превратится в прочный пластик.
Выступившие излишки клея можно будет потом вытереть тканью.
- Когда клей застынет, примерно через сутки, можно сделать поверх шва латку как в первом варианте. (п.п.7-10). Как отвердел клей в зазоре мы не увидим, потому что твёрдый состав будет только в зазоре, а на поверхности анаэробный герметик контактирует с воздухом и будет постоянно жидким.
Внимание!Данную работу можно проводить только с небольшими по толщине трещинами.
В больших трещинах клей не заполнит полностью пространство и туда будет попадать воздух, что не даст полной герметичности шва.
Второй раз заливать анаэробный клей бессмысленно, т. к. анаэробный состав на воздухе не твердеет.
Второй способ имеет много ограничений и для многих он в новинку. Но данная технология существует много лет и может быть единственным выходом без замены всего корпуса двигателя.
Итак, подытожим: Способ ремонта трещин двигателя с помощью клеевых композиций класса Permatex удовлетворяет требованиям:
- технология доступна и недорога, то есть не требует дорогостоящего оборудования, инструмента и материалов;
- выполняться персоналом средней квалификации;
- обеспечивать высокую надежность двигателя после ремонта.
Как правильно применять холодную сварку для алюминия?
Холодная сварка для алюминия, призвана решить основную проблему – алюминий очень плохо соединяется болтовыми соединениями с другими элементами, а заварить обычной, например, аргоновой, сваркой подчас нет возможности.
Собственно говоря, вы можете столкнуться с термином «холодная сварка» в двух его значениях – соединение алюминиевых предметов методом деформации или с использованием специального клея («холодной сварки»).
Принцип сварки деформацией
Сваривание алюминиевых заготовок производится при комнатной температуре, благодаря процессу пластической деформации.
При холодной сварке соединяемые предметы максимально плотно сближаются (сдавливаются) друг с другом, при этом происходит разрушение внешнего окисленного слоя, а между кристаллическими решетками деталей возникают межмолекулярные связи, которые образуют очень прочное соединение.
https://www..com/watch?v=rZY2ZN9dAZ8
Чтобы обеспечить лучшее возникновение связей, заготовки можно, и даже желательно, предварительно обезжирить, очистить от запыленности.
Кроме алюминиевых изделий таким способом могут соединяться такие металлы, как серебро, железо, медь, свинец, кадмий, никель и прочее, также этот способ применим для сваривания разнородных металлов, которые очень чувствительны к нагреванию или образуют интерметаллиды.
Давление при холодной сварке может подаваться как статично, так и с переменной вибрацией.
Выделяется три метода холодной сварки алюминиевых изделий:
- стыковой;
- шовный;
- точечный.
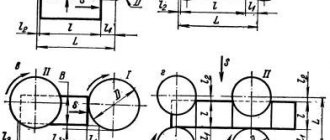
Методы сварки деформацией
Есть три основных метода сварки деформацией. Ниже подробно рассмотрен каждый из них.
Точечный
Методика соединения алюминиевых пластин внахлест. Качество получившегося стыка будет напрямую зависеть от выраженности деформации пластины в точке, в которой производилась сварка.
Процесс скрепления детали выглядит так:
- Одна алюминиевая деталь размещается на другой. С двух сторон они обе плотно фиксируются зажимами.
- Далее с соблюдением определенных интервалов располагают пуансоны. Именно на них впоследствии будет подаваться точечная нагрузка.
- Заключительный шаг — один металл фрагментно вдавливается в другой.
Самое очевидное преимущество точечной холодной сварки — незначительная деформация деталей, которая не будет оказывать существенного влияния на общую прочность конструкции, поскольку та происходит только в местах соприкосновения элементов, а не по всех площади поверхности.
Шовный
Эффективная методика образования сплошного шва при помощи специализированного оборудования. Оно состоит из двух роликов, расположенных параллельно друг к другу.
Между ними мастер закрепляет деталь. На рабочей части закрепляется кольца (пуансоны). Данные элементы в дальнейшем будут участвовать в формировании стыкового шовного соединения. Шовная сварка бывает 2-х разновидностей: односторонняя и двухсторонняя.
Выбор средства
При выборе типа холодной сварки для алюминия желательно использовать специальные смеси. В такие смеси вводятся добавки в виде металлического или алюминиевого порошков, которые делают крепление более прочным.
Особенностью алюминиевых деталей является формирование на их поверхностях пленки из окислов. Из-за этого такие детали не обладают достаточной адгезией (сцепляемостью). Поэтому для соединения алюминиевых деталей необходимо подбирать средства, имеющие специальные добавки, которые препятствуют образованию оксидов. Например, в качестве сварок можно использовать препараты с добавкой в виде стального порошка.
В случае же соединения алюминиевых деталей и деталей из других материалов лучше использовать универсальные сварки.
В продаже имеется ряд холодных сварок, позволяющих надежно соединять детали из алюминия с другими деталями из такого же материала или материала другого вида. Некоторые марки приведены в таблице.
| Марка | Т, °С | Особенности | Цена, руб. |
| Mastix (Россия) | -50…+145 | Для склейки и герметизации алюминия и других металлов | 30 |
| Astrohim Ace-9305 | -50…+145 | Для алюминия и его сплавов | 80 |
| ABRO Steel (США) | до +260 | Универсальная. Требовательна к чистоте поверхностей | 150 |
| Титан (Россия) | до +130 | Универсальная, сверхпрочная | 87 |
| Эпокси металл – Момент (Германия) | до +160 | Для алюминия и других металлов | 350 |
| Алмаз (Россия) | до 1315 | Термостойкая | 80 |
Холодная сварка клеем
Холодная сварка по алюминию при помощи клеевых составов доступна всем. Широкий ассортимент подобных составов представлен во всех крупных строительных магазинах (а иногда и в простых хозяйственных).
Мастера рекомендуют отдавать предпочтение водостойким и маслостойким клеям известных производителей, уже длительное время присутствующих на рынке. Также не стоит покупать изделия из низшей ценовой категории. Те редко отличаются качеством и не сумеют обеспечить должного результата.
Как выбрать клей?
Ввиду многообразия продуктов отечественного и зарубежного производства сложно определиться с выбором.
Чтобы результат не разочаровывал, необходимо:
- производить сравнение характеристик различных марок;
- внимательно ознакомиться с инструкцией по применению, размещенной производителем на упаковке;
- заблаговременно ознакомиться с отзывами на продукцию;
- обращать внимание на универсальные клеи, которые предназначены для склеивания алюминия с иными материалами.
Также надо в обязательном порядке учитывать диапазон рабочих температур, стойкость к агрессивным условиям внешней среды, степень адгезии.
Безусловно, список того, чему надо уделять внимание, внушителен. Чтобы облегчить жизнь читателя, далее в статье будут указаны самые надежные и доступные клеевые составы.
В том, что касается алюминия, разумно использовать пластилинообразные средства. Это актуально, когда ремонтные работы производятся, что называется, в срочном порядке.
Клеевые составы для холодной сварки двухкомпонентные. Это значит, что перед применением необходимо смешать части в строгом соответствии с установленными производителем пропорциями.
Большинство составов являются высокотемпературными и способными сохранять свои свойства до +140 градусов Цельсия, а отдельные модели и до плюс 250 градусов. Такие экземпляры имеют большую стоимость.
Обязательные меры предосторожности
Холодная сварка по алюминию предполагает соблюдение определенных мер предосторожности. Игнорирование их вполне способно привести к нанесению вреда здоровью работника. Потому, всегда необходимо производить все манипуляции в специальной одежде и защитных очках.
Не стоит забывать и про перчатки, голыми руками работать категорически запрещается. Даже совсем небольшие кусочки клея при попадании на открытые участки кожи способны вызвать раздражение. Если все же это произошло, то руки следует немедленно промыть горячей водой.
Рабочее помещение должно быть оборудовано вытяжкой. Также на протяжении всего рабочего процесса должен быть обеспечен приток свежего воздуха. В противном случае присутствует риск получить отравление вследствие вдыхания паров эпоксидной смолы и растворителей.
Плюсы и минусы клеевой методики
Холодная сварка по алюминию, если она выполнена в соответствии со всеми правилами и нормам, дает герметичный шов, устойчивый к разрушению даже при воздействии сильных вибраций. Достигается этот эффект за счет достаточной эластичности соединения.
Теперь, непосредственно к достоинствам клеевой сварки:
- дешевизна работы;
- малое количество времени, которые требуется ожидать между окончанием ремонта и началом эксплуатации предмета;
- никаких отходов и затрат электроэнергии;
- необязательность наличия опыта;
- помогает сварить алюминий с материалами, имеющими другой молекулярный состав.
Однако, вместе с этим, специфика метода сварки накладывает ряд ограничений на ее применение.
Обзор популярных средств, применяемых для алюминиевой сварки
Клеевых составов много. У неопытных ремонтников может возникнуть резонный вопрос: “А какой лучше выбрать, чтобы не ошибиться?”. Стоит в этом разобраться! Ниже представлены наиболее распространенные и надежные марки, заслуживающие доверия.
Permatex
Многоцелевой компаунд, выполненный на основе эпоксидной смолы. Устойчив к вибрациям и внешним физическим воздействиям. Применим для соединения пластика, дерева, резины, стекла и металлов (в том числе алюминия). Обладает жидким составом, наносится путем выдавливания из тюбика.
Характеристика клея:
- не подвержен коррозийным процессам;
- первичное застывание происходит за 4 минуты;
- способен сохранять свои свойства до +170 градусов Цельсия;
- не подвержен воздействию кислот и щелочей.
ASTROhim
Помогает без труда произвести сварку алюминия в домашних условиях. Также применим для деревянных и керамических изделий. Часто применяется для восстановления резьбы.
С этой целью готовая смесь намазывается на старую часть резьбы, после чего вкручивается болт. После этого спустя 20 минут болт необходимо выкрутить, новая резьба будет готова всего спустя 90 минут.
Основные характеристики клея:
- время схватывания составляет 20-25 минут;
- производить с ремонтируемым изделием иные работы допустимо спустя полтора часа;
- состав сохраняет свойства в температурном диапазоне от -60 до +140 градусов Цельсия;
- срок нанесения смеси после смешивания компонентов составляет 7 минут (желательно, чтобы при этом температура окружающей среды находилась на уровне +20 градусов Цельсия).
Анлес Унипласт-универсал
Двухкомпонентный состав (эпоксидная смола и отвердитель). Достойный вариант, позволяющий за считанные минуты выполнить холодную сварку алюминия. Продолжать работу с изделием можно спустя сутки после нанесения состава.
Основные характеристики Анлес Унипласт-универсал:
- широкий диапазон рабочих температур (от -45 до +120 градусов Цельсия);
- сварка демонстрирует устойчивость к воздействию масел, бензина и воды;
- применять и корректировать положение состава на рабочей поверхности допустимо в течении 25 минут после смешивания компонентов.
Меtaflex
Холодная сварка по алюминию с этим клеем будет сделана в течение нескольких минут. Двухкомпонентная смесь полностью застынет через 20 после нанесения. Корректировать ее положение на деталях можно первые 15 минут.
Состав славится своей устойчивостью к воздействию масел и влаги. Способен выдерживать температуры от -60 до +150 градусов Цельсия. Стоимость изделия вполне демократична, за 60 грамм в строительных магазинах просят от 250 до 320 рублей.
Weicon Repair Stick ST Aluminium. Ремонтный стержень
Weicon Repair Stick ST Aluminium – представляет собой ремонтный стержень, который используется для починки сантехнических труб, исправления визуальных повреждений на обшивке судов, лодок, автомобилей и оконных рам. Стержень состоит из эпоксидной смолы с медным наполнителем. Относится к ремонтным стикам.
Этапы работы с холодной сваркой Weicon Repair Stick ST Aluminium:
- Поверхность соединяемых деталей очищается от грязи, обрабатывается наждачной бумагой, обезжиривается.
- С помощью канцелярского ножа нужно отрезать от стержня требуемую часть, смочить руки и разомнуть в пальцах клей.
- Нанести на сломанную часть и прижать на 20 минут.
Желательно продолжать работы со склеенным изделием спустя сутки.
Характеристики:
- При 20 градусах, жизнеспособность состава – 4 мин.
- Устойчивость к температурам от -50 до +120° С.
- Полное время отвердевания – 24 часа.
Работать с клеящим составом можно от +10 до +35° С.