Радиосхемы. — Сварочный аппарат на мощных тиристорах
материалы в категории
Предлагаемое устройство представляет собою регулятор постоянного тока, а так как диапазон регулировок у него очень широк и используются мощные тиристоры то применять его можно и как мощное зарядное устройство так и сварочный аппарат.
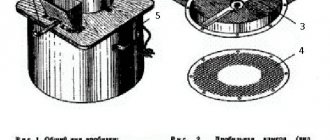
Схема сварочного аппарата на тиристорах
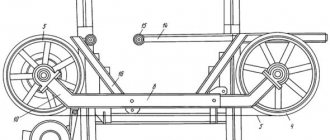
График, поясняющий работу силового блока, выполненного по однофазной мостовой несимметричной схеме (U2 — напряжение, поступающее со вторичной обмотки сварочного трансформатора, alpha — фаза открывания тиристора, t — время).
Регулятор может подключаться к любому сварочному трансформатору с напряжением вторичной обмотки U2=50…90В. Предлагаемая конструкция очень компактна. Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током. Схема регулятора состоит из двух блоков: управления А и силового В. Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции. В зависимости от положения движка R2 конденсатор С1 заряжается здесь до 6,9 В с различной скоростью. При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1. Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается.
В качестве импульсного можно использовать промышленные трёхобмоточные ТИ-3, ТИ-4, ТИ-5 с коэффициентом трансформации 1:1:1. И не только эти типы. Хорошие, например, результаты дает использование двух двухобмоточных трансформаторов ТИ-1 при последовательном соединении первичных обмоток. Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров.
Только есть одно «но». Мощность импульсов во вторичных обмотках ТИ недостаточна для включения соответствующих тиристоров во втором (см. схему), силовом блоке В. Выход из этой «конфликтной» ситуации был найден элементарный. Для включения мощных использованы маломощные тиристоры с высокой чувствительностью по управляющему электроду.
Силовой блок В выполнен по однофазной мостовой несимметричной схеме. То есть тиристоры трудятся здесь в одной фазе. А плечи на VD6 и VD7 при сварке работают как буферный диод.
Монтаж? Его можно выполнить и навесным, базируясь непосредственно на импульсном трансформаторе и других относительно «крупногабаритных» элементах схемы. Тем более что соединяемых в данную конструкцию радиодеталей, как говорится, минимум-миниморум.
Прибор начинает работать сразу.
Моделист-конструктор 1994 №9.А.ЧЕРНОВ, г. Саратов
radio-uchebnik.ru
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Power Electronics
cuzikovs писал(а):
Да описывать собственно еще рано
Думаю как раз время!Так меньше вероятности ошибок!
cuzikovs писал(а):
Т2 8-строчников ш-образно зазор какой остался от предыдущей схемы 0,2мм если он вообще необходим я так и непонял, витки относительно индуктивностям выщитывал по приведенным автором формулам,
Ага ,а вот тут-то! Не торопитесь сейчас найду информацию по этому вапросу от Тиран,у которого были на этих сердечниках проблемы ,а потом он нашол и причину и на них тоже успешно зделал! Вот видите как раз во время и описание! Я всё копирую и через некоторое время найду и выставлю копию,там конкретно указаны число витков.
cuzikovs писал(а):
защитный нихром тоже оставил он то и спас тиры от смерти оставил также снаберную цепочку параллельно тирам обратный диод убрал.
Здесь всё вроде нормально,но обратные диоды мне кажется лутше поставить,я с * Antek*согласен,да и при таком подключении генератора,схема может быть не предсказуема!?
Вот нашол для Вас *cuzikovs*нужную информацию!Удачи!
valvol.ru
Как сделать самодельный сварочный инвертор на тиристорах?
- Дата: 17-08-2015
- Рейтинг: 35
Самодельный сварочный инвертор изготавливают, используя транзисторы и тиристоры. Простые устройства на транзисторах не обладают достаточной надежностью. Аналоги с тиристорами способны выдерживать замыкания выхода до срабатывания предохранителя (при отсутствии повреждений). Инвертор на тиристорах в процессе работы нагревается меньше, чем сварочный инвертор на транзисторах. Плюс самодельных устройств — простая конструкция и общедоступность необходимых деталей и материалов.
Схема инверторного сварочного источника.
{reklama1}
Инструкция по изготовлению инструмента
Предварительно специалисты советуют ознакомиться со схемой оборудования. Одна из главных деталей — дюралюминиевая плита 6 мм, к которой необходимо присоединить проводники с проводами (без теплоизоляции), отдающие тепло. Чтобы собрать сварочный инвертор на тиристорах, вам понадобятся следующие инструменты и материалы:
- радиатор от автомобиля;
- провода;
- уплотнители;
- диоды;
- плита из дюралюминия.
Радиатор от автомобиля будет выполнять функцию вентилятора, обдувая дроссель и диоды. Дроссель изготавливается из 6 медных сердечников и прижимается к основанию с помощью уплотнителя. Диоды необходимо прижать к основанию схемы сварочного инвертора, присоединив стабилизаторы и уплотнители.
Таблица требуемых технических характеристик для сварочного инвертора.
Потребуется трансформатор с сечением в 2 мм и отсутствием изоляции. Допускается использование изолированного кабеля. В проводниковом пучке 4 провода. Изоляционные материалы — изолента или фторопластовая лента. Между слоями изоляции необходимо оставлять промежуток (для охлаждения трансформатора).
Проводники требуется разводить в стороны, чтобы сварочный инвертор функционировал без сбоев. Затем выполняется монтаж силового моста на транзисторе. Используют медный провод с сечением в 2 мм. Его необходимо обмотать 2-3 слоями нитей для шитья. Проводник фиксируют изолирующими пяточками, на которые переносится нагрузка с транзисторов. Самодельный сварочный инвертор, изготовленный по этой схеме, способен длительное время работать без перебоев.
Изготовление подобного оборудования по схеме Негуляева требует прижимания транзисторов к радиатору. Их устанавливают при помощи пластин из дюралюминия и фиксируют небольшими винтиками. Силовые мосты, обдуваемые вентиляторами, изолируют, чтобы не требовалось присоединения транзисторов к мостам и радиатору. Специалисты рекомендуют учитывать резонансное напряжение. Вторичная обмотка (при необходимости) выводится на приемник питания или на цилиндры. Энергия от приемника поступает к сердечникам.
Импульсное оборудование
Инструменты для изготовления сварочного инвентора.
Изготовление оборудования высокой мощности требует обмотки по всей ширине каркаса (для повышения устойчивости трансформатора к воздействию внешних сил и перепадов напряжения). Чтобы собрать данный аппарат, потребуются:
- уплотнители;
- преобразователь;
- медная жестянка;
- нож;
- изолента.
Необходимо сделать несколько слоев вторичной обмотки устройства, а дроссель — намотать на ферритный сердечник.
Охлаждение аппарата будет производиться при помощи радиатора от компьютера, который соответствует производимому оборудованию по уровню потребления электроэнергии и мощности.
Использовать для генератора алюминиевые провода нежелательно из-за их неустойчивости к колебаниям переменного тока.
{reklama2}
Работа агрегата зависит от следующих показателей:
- толщина используемого провода;
- использование переменного или постоянного тока;
- пропускаемая способность от 30 до 160 А.
Настроить самодельный аппарат для сварки можно с помощью профессионалов или самостоятельно. Генератор необходимо подключить к сети. Блок начнет издавать громкие звуки при передаче тока. Резистор необходимо замкнуть, подключив реле, после зарядки конденсаторов. Пропускаемую способность определяют с помощью мультиметра. Прибор требуется переключить в режим амперметра и определить периодичность поступления импульсов. Показатель должен быть равен 44%.
Генератор проверяется на оптроне и усилителе. Среднее значение амплитуды для маломощных аппаратов — 15 В. Затем необходимо проверить сборку силового моста, подавая на устройство питание в 16 В. На холостом ходу фиксируется преобразование до 100 мА. Замеры не будут точными, если не выполнить указанные рекомендации.
https://moyasvarka.ru/youtu.be/LvIyLUOzS64
Работу генератора проверяют осциллографом. Исходящие от обмоток импульсы должны совпадать. Управление трансформатором выполняется с помощью контроля конденсаторов. Необходимо увеличить пропускной уровень до 200 В, подключить инвертор к осциллографу и следить за формой поступающего сигнала, исходящего от коллектора эмиттера.
moyasvarka.ru
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Инверторные сварочные аппараты
Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15 о С).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
СВАРОЧНЫЙ АППАРАТ
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного «бублика». Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, рассчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6 мм), то и значение тока должно быть пропорционально изменено.
Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже: