Any self-respecting home craftsman has his own personal set of wood drills. Any construction activities, apartment renovations, furniture creation and many other activities require mandatory drilling of wood. It is for this reason that any person who has at least a little experience in repair or construction work has a supply of wood drills for tasks of varying degrees of complexity.
Today there is no shortage on the market, and therefore there are a large number of drills of all sizes and types on sale, from the smallest to large specialized products. And in order not to get lost in such diversity, and to know what you need to focus on and how to choose the right wood drill for a specific job, it is useful to familiarize yourself with the materials in this article.
Twist drills for metal: standard sizes and diameters
Tools of this type are used to perform most operations in industry and everyday life. At home, twist drills with cylindrical shanks are most often used, and in production - with conical shanks. The diameters and sizes of household and industrial metal drills differ.
Table of diameters and sizes of twist drills for metal with cylindrical shanks
Tools of this type are manufactured according to GOST 886-77. The following grades of steel are most often used.
- R6M5.
- R6M5K5.
- P18.
- H.S.S.
Photo No. 1: metal twist drills with cylindrical shanks
Standard diameters of metal drills with cylindrical shanks range from 1 to 31.5 mm. Tools with increased dimensions are manufactured according to special orders from shops and workshops.
Standard diameters and sizes of metal drills with cylindrical shanks are presented in the table below.
| Drill diameter | total length | Working length |
| 1 mm | 56 mm | 33 mm |
| 1.1 mm | 60 mm | 37 mm |
| 1.2 mm | 65 mm | 41 mm |
| 1.3 mm | ||
| 1.4 mm | 70 mm | 45 mm |
| 1.5 mm | ||
| 1.6 mm | 76 mm | 50 mm |
| 1.7 mm | ||
| 1.8 mm | 80 mm | 53 mm |
| 1.9 mm | ||
| 1.95 mm | 85 mm | 56 mm |
| 2 mm | ||
| 2.05 mm | ||
| 2.1 mm | ||
| 2.15 mm | 90 mm | 59 mm |
| 2.2 mm | ||
| 2.25 mm | ||
| 2.3 mm | ||
| 2.35 mm | ||
| 2.4 mm | 95 mm | 62 mm |
| 2.45 mm | ||
| 2.5 mm | ||
| 2.55 mm | ||
| 2.6 mm | ||
| 2.65 mm | ||
| 2.7 mm | 100 mm | 66 mm |
| 2.75 mm | ||
| 2.8 mm | ||
| 2.85 mm | ||
| 2.9 mm | ||
| 2.95 mm | ||
| 3.0 mm | ||
| 3.1 mm | 106 mm | 69 mm |
| 3.15 mm | ||
| 3.2 mm | ||
| 3.3 mm | ||
| 3.35 mm | ||
| 3.4 mm | 112 mm | 73 mm |
| 3.5 mm | ||
| 3.6 mm | ||
| 3.7 mm | ||
| 3.8 mm | 119 mm | 78 mm |
| 3.9 mm | ||
| 4.0 mm | ||
| 4.1 mm | ||
| 4.2 mm | ||
| 4.25 mm | ||
| 4.3 mm | 126 mm | 82 mm |
| 4.4 mm | ||
| 4.5 mm | ||
| 4.6 mm | ||
| 4.7 mm | ||
| 4.8 mm | 132 mm | 87 mm |
| 4.9 mm | ||
| 5.0 mm | ||
| 5.1 mm | ||
| 5.2 mm | ||
| 5.3 mm | ||
| 5.4 mm | 139 mm | 91 mm |
| 5.5 mm | ||
| 5.6 mm | ||
| 5.7 mm | ||
| 5.8 mm | ||
| 5.9 mm | ||
| 6.0 mm | ||
| 6.1 mm | 148 mm | 97 mm |
| 6.2 mm | ||
| 6.3 mm | ||
| 6.4 mm | ||
| 6.5 mm | ||
| 6.6 mm | ||
| 6.7 mm | ||
| 6.8 mm | 156 mm | 102 mm |
| 6.9 mm | ||
| 7.0 mm | ||
| 7.1 mm | ||
| 7.2 mm | ||
| 7.3 mm | ||
| 7.4 mm | ||
| 7.5 mm | ||
| 7.6 mm | 165 mm | 109 mm |
| 7.7 mm | ||
| 7.8 mm | ||
| 7.9 mm | ||
| 8.0 mm | ||
| 8.1 mm | ||
| 8.2 mm | ||
| 8.3 mm | ||
| 8.4 mm | ||
| 8.5 mm | ||
| 8.6 mm | 175 mm | 115 mm |
| 8.7 mm | ||
| 8.8 mm | ||
| 8.9 mm | ||
| 9.0 mm | ||
| 9.1 mm | ||
| 9.2 mm | ||
| 9.3 mm | ||
| 9.4 mm | ||
| 9.5 mm | ||
| 9.6 mm | 184 mm | 121 mm |
| 9.7 mm | ||
| 9.8 mm | ||
| 9.9 mm | ||
| 10.0 mm | ||
| 10.1 mm | ||
| 10.2 mm | ||
| 10.3 mm | ||
| 10.4 mm | ||
| 10.5 mm | ||
| 10.6 mm | ||
| 10.7 mm | 195 mm | 128 mm |
| 10.8 mm | ||
| 10.9 mm | ||
| 11.0 mm | ||
| 11.1 mm | ||
| 11.2 mm | ||
| 11.3 mm | ||
| 11.4 mm | ||
| 11.5 mm | ||
| 11.6 mm | ||
| 11.7 mm | ||
| 11.8 mm | ||
| 11.9 mm | 205 mm | 134 mm |
| 12.0 mm | ||
| 12.1 mm | ||
| 12.2 mm | ||
| 12.3 mm | ||
| 12.4 mm | ||
| 12.5 mm | ||
| 12.6 mm | ||
| 12.7 mm | ||
| 12.8 mm | ||
| 12.9 mm | ||
| 13.0 mm | ||
| 13.1 mm | ||
| 13.2 mm | ||
| 13.3 mm | 214 mm | 140 mm |
| 13.4 mm | ||
| 13.5 mm | ||
| 13.6 mm | ||
| 13.7 mm | ||
| 13.75 mm | ||
| 13.8 mm | ||
| 13.9 mm | ||
| 14.0 mm | ||
| 14.25 mm | 220 mm | 144 mm |
| 14.5 mm | ||
| 14.75 mm | ||
| 15.0 mm | ||
| 15.25 mm | 227 mm | 149 mm |
| 15.4 mm | ||
| 15.5 mm | ||
| 15.75 mm | ||
| 16.0 mm | ||
| 16.25 mm | 235 mm | 154 mm |
| 16.5 mm | ||
| 16.75 mm | ||
| 17.0 mm | ||
| 17.25 mm | 241 mm | 158 mm |
| 17.4 mm | ||
| 17.5 mm | ||
| 17.75 mm | ||
| 18.0 mm | ||
| 18.25 mm | 247 mm | 162 mm |
| 18.5 mm | ||
| 18.75 mm | ||
| 19.0 mm | ||
| 19.25 mm | 254 mm | 166 mm |
| 19.4 mm | ||
| 19.5 mm | ||
| 19.75 mm | ||
| 20.0 mm | ||
| 20.25 mm | 261 mm | 171 mm |
| 20.5 mm | ||
| 20.75 mm | ||
| 21.0 mm | ||
| 21.25 mm | 268 mm | 176 mm |
| 21.5 mm | ||
| 21.75 mm | ||
| 22.0 mm | ||
| 22.25 mm | ||
| 22.5 mm | 275 mm | 180 mm |
| 22.75 mm | ||
| 23.0 mm | ||
| 23.25 mm | ||
| 23.5 mm | ||
| 23.75 mm | 282 mm | 185 mm |
| 24.0 mm | ||
| 24.25 mm | ||
| 24.5 mm | ||
| 24.75 mm | ||
| 25.0 mm | ||
| 25.25 mm | 290 mm | 190 mm |
| 25.5 mm | ||
| 25.75 mm | ||
| 26.0 mm | ||
| 26.25 mm | ||
| 26.5 mm | ||
| 26.75 mm | 298 mm | 195 mm |
| 27.0 mm | ||
| 27.25 mm | ||
| 27.5 mm | ||
| 27.75 mm | ||
| 28.0 mm | ||
| 28.25 mm | 307 mm | 201 mm |
| 28.5 mm | ||
| 28.75 mm | ||
| 29.0 mm | ||
| 29.25 mm | ||
| 29.5 mm | ||
| 29.75 mm | ||
| 30.0 mm | ||
| 30.25 mm | 316 mm | 207 mm |
| 30.5 mm | ||
| 30.75 mm | ||
| 31.0 mm | ||
| 31.25 mm | ||
| 31.5 mm |
Table No. 1: standard sizes and diameters of twist drills for metal with cylindrical shanks
Dimensions and diameters of twist drills for metal with tapered shanks
Tools of this type are made according to GOST 10903-77 from steel grades P9, P18, P6M5, P6M5K5 and HSS. The diameters of twist drills for metal with conical shanks vary from 5 to 80 mm.
Photo No. 2: metal twist drills with tapered shanks
The exact size data is given in the table below.
| Drill diameter | total length | Cutting length |
| 5 mm | 133 mm | 52 mm |
| 5.2 mm | ||
| 5.5 mm | 138 mm | 57 mm |
| 5.8 mm | ||
| 6.0 mm | ||
| 6.2 mm | 144 mm | 63 mm |
| 6.4 mm | ||
| 6.5 mm | ||
| 6.6 mm | ||
| 6.8 mm | 150 mm | 69 mm |
| 7.0 mm | ||
| 7.2 mm | ||
| 7.4 mm | ||
| 7.5 mm | ||
| 7.6 mm | 156 mm | 75 mm |
| 7.8 mm | ||
| 8.0 mm | ||
| 8.2 mm | ||
| 8.4 mm | ||
| 8.5 mm | ||
| 8.8 mm | 162 mm | 81 mm |
| 9.0 mm | ||
| 9.2 mm | ||
| 9.5 mm | ||
| 9.8 mm | 168 mm | 87 mm |
| 10.0 mm | ||
| 10.2 mm | ||
| 10.5 mm | ||
| 10.8 mm | 175 mm | 94 mm |
| 11.0 mm | ||
| 11.2 mm | ||
| 11.5 mm | ||
| 11.8 mm | ||
| 12.0 mm | 182 mm | 101 mm |
| 12.2 mm | ||
| 12.5 mm | ||
| 12.8 mm | ||
| 13.0 mm | ||
| 13.2 mm | ||
| 13.5 mm | 189 mm | 108 mm |
| 13.75 mm | ||
| 13.8 mm | ||
| 14.0 mm | ||
| 14.25 mm | 212 mm | 114 mm |
| 14.5 mm | ||
| 14.75 mm | ||
| 15.0 mm | ||
| 15.25 mm | 218 mm | 120 mm |
| 15.5 mm | ||
| 15.75 mm | ||
| 16.0 mm | ||
| 16.25 mm | 223 mm | 125 mm |
| 16.5 mm | ||
| 16.75 mm | ||
| 17.0 mm | ||
| 17.25 mm | 228 mm | 130 mm |
| 17.5 mm | ||
| 17.75 mm | ||
| 18.0 mm | ||
| 18.25 mm | 233 mm | 135 mm |
| 18.5 mm | ||
| 18.75 mm | ||
| 19.0 mm | ||
| 19.25 mm | 238 mm | 140 mm |
| 19.5 mm | ||
| 19.75 mm | ||
| 20.0 mm | ||
| 20.25 mm | 243 mm | 145 mm |
| 20.5 mm | ||
| 20.75 mm | ||
| 21.0 mm | ||
| 21.25 mm | 248 mm | 150 mm |
| 21.5 mm | ||
| 21.75 mm | ||
| 22.0 mm | ||
| 22.25 mm | ||
| 22.5 mm | 253/276 mm | 155 mm. |
| 22.75 mm | ||
| 23.0 mm | ||
| 23.25 mm | ||
| 23.5 mm | ||
| 23.75 mm | 281 mm | 160 mm |
| 23.9 mm | ||
| 24.0 mm | ||
| 24.25 mm | ||
| 24.5 mm | ||
| 24.75 mm | ||
| 25.0 mm | ||
| 25.25 mm | 286 mm | 165 mm |
| 25.5 mm | ||
| 25.75 mm | ||
| 26.0 mm | ||
| 26.25 mm | ||
| 26.5 mm | ||
| 26.75 mm | 291 mm | 170 mm |
| 27.0 mm | ||
| 27.25 mm | ||
| 27.5 mm | ||
| 27.75 mm | ||
| 28.0 mm | ||
| 28.25 mm | 296 mm | 175 mm |
| 28.5 mm | ||
| 28.75 mm | ||
| 29.0 mm | ||
| 29.25 mm | ||
| 29.5 mm | ||
| 29.75 mm | ||
| 30.0 mm | ||
| 30.25 mm | 301/306 mm | 180 mm |
| 30.5 mm | ||
| 30.75 mm | ||
| 31.0 mm | ||
| 31.25 mm | ||
| 31.5 mm | ||
| 31.75 mm | ||
| 32.0 mm | 334 mm | 185 mm |
| 32.25 mm | ||
| 32.5 mm | ||
| 32.75 mm | ||
| 33.0 mm | ||
| 33.25 mm | ||
| 33.5 mm | ||
| 34.0 mm | 339 mm | 190 mm |
| 34.5 mm | ||
| 35.0 mm | ||
| 35.25 mm | ||
| 35.5 mm | ||
| 35.75 mm | 344 mm | 195 mm |
| 36.0 mm | ||
| 36.25 mm | ||
| 36.5 mm | ||
| 37.0 mm | ||
| 37.5 mm | ||
| 38.0 mm | 349 mm | 200 mm |
| 38.25 mm | ||
| 38.5 mm | ||
| 39.0 mm | ||
| 39.25 mm | ||
| 39.5 mm | ||
| 40.0 mm | ||
| 40.5 mm | 354 mm | 205 mm |
| 41.0 mm | ||
| 41.25 mm | ||
| 41.5 mm | ||
| 42.0 mm | ||
| 42.5 mm | ||
| 43.0 mm | 359 mm | 210 mm |
| 43.25 mm | ||
| 43.5 mm | ||
| 44.0 mm | ||
| 44.5 mm | ||
| 45.0 mm | ||
| 45.25 mm | 364 mm | 215 mm |
| 45.5 mm | ||
| 46.0 mm | ||
| 46.5 mm | ||
| 47.0 mm | ||
| 47.5 mm | ||
| 48.0 mm | 369/374 mm | 220 mm |
| 48.5 mm | ||
| 49.0 mm | ||
| 49.5 mm | ||
| 50.0 mm | ||
| 50.5 mm | ||
| 51.0 mm | 412 mm | 225 mm |
| 51.5 mm | ||
| 52.0 mm | ||
| 53.0 mm | ||
| 54.0 mm | 417 mm | 230 mm |
| 55.0 mm | ||
| 56.0 mm | ||
| 57.0 mm | 422 mm | 235 mm |
| 58.0 mm | ||
| 59.0 mm | ||
| 60.0 mm | ||
| 61.0 mm | 427 mm | 240 mm |
| 62.0 mm | ||
| 63.0 mm | ||
| 64.0 mm | 432 mm | 245 mm |
| 65.0 mm | ||
| 66.0 mm | ||
| 67.0 mm | ||
| 68.0 mm | 437 mm | 250 mm |
| 69.0 mm | ||
| 70.0 mm | ||
| 71.0 mm | ||
| 72.0 mm | 442 mm | 255 mm |
| 73.0 mm | ||
| 74.0 mm | ||
| 75.0 mm | ||
| 76.0 mm | 514 mm | 260 mm |
| 77.0 mm | ||
| 78.0 mm | ||
| 79.0 mm | ||
| 80.0 mm |
Table No. 2: sizes and diameters of standard twist drills for metal with tapered shanks
Diameters and sizes of core drills for metal
Core drills for metal are used to produce through holes with small depths but large diameters. They can reach 150 mm. The cutting depth varies from 5 to 50 mm.
Photo No. 3: core drills for metal
Study the design features of core drills in the diagram.
Image No. 1: design features of a core drill for metal.
Standard diameters and sizes of core drills for metal are presented in the table below.
| D | d 1 (limit trip according to A3) | d | b | Number of records |
| 16 | 11 | 4 | 8 | 3 |
| 20 | 15 | 6 | 12 | |
| 25 | 18 | 15 | 4 | |
| (30) | 24 | 21 | ||
| 32 | 10 | 20 | ||
| (36) | 28 | 24 | ||
| 40 | 32 | 28 | ||
| (45) | 36 | 32 | ||
| 50 | 42 | 38 | ||
| 75 | 68 | 64 | 6 | |
| 85 | 78 | 74 |
Table No. 3: standard diameters and sizes of carbide core drills for metal (GOST 17013-71)
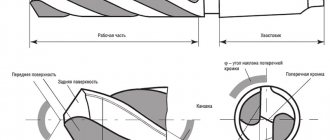
Classification of drills for woodworking
Formwork
These products are a slightly elongated screw drill. The diameter of the shank is slightly smaller than the cross-section of the drill itself, so chips can be removed outward without any problems during operation . This bur comes with a threaded shank or a solid one. It is best to drill with a formwork gimlet only at low speeds.
Screw
These products are similar to metal burs, but the tip has a completely different geometric shape. The screw drill is shaped like a trident. There is a sharp spike in the center, which helps to easily secure the bur in the required place. The screw drill penetrates even very hard wood with ease.
During operation, the side teeth located at the ends of the cutting edge cut the material along the edges, and the cutting part takes it all out. A screw drill, unlike products for metal , gently enters the wood, and the edge of the hole is perfectly smooth. When working with this tool, remember that there is absolutely no need to set high speeds.
Carbide
These burs are usually used when working with chipboards or strong panels. This gimlet has a design that consists of:
- one volumetric cutter;
- several main ones;
- centering tip.
As a rule, carbide drills are used for drilling recesses in furniture for hinges. When working with this bur, the speed of the electric drill should be set to no more than 1800 rpm.
Screw with self-centering drill
This drill is designed to make precise holes in wood. These burs are also often called auger burs. In the front part, the drill has a threaded tip that easily cuts into the material and fixes the center of the device at the required point . A deep spiral groove is needed to quickly remove chips from the drilling site. This makes it possible to work even with wet wood without any problems. This type of bur can easily drill through thick logs and bars.
Feathers with regulator
This gimlet is universal because it allows you to set the required drilling diameter by moving the cutting edges to the sides. Some people think that an adjusting feather bur and a ballerina are one tool, but this opinion is incorrect.
The ruler, which is located on the fixed and moving parts, helps to clearly set the desired size without using a caliper. The centering spiral tip reliably fixes the rod at the required point. The shank of products of this type has a geometrically rounded shape. Forstner
They have a cylindrical shank, which makes it easy to work with veneered boards. Forstner gimlets have several cutting edges and one circumferential end . This tool is used to work at low speeds of an electric drill (400-1300 rpm).
Ballerina
This is an adjustable gimlet with cutters. This type of drill is used for making large cracks in chipboard and plywood boards. A spiral-shaped central gimlet is required for preliminary penetration into wood , and sliding cutters allow you to make a groove in the material.
Today, the ballerina is even used for drilling tiles. Hole saw
Allows you to make holes in thin materials. There is a spiral guide bur in the center of the disk, and circular saw blades are located in the special protrusions of the rings. This gimlet is most convenient for making recesses for door locks and sockets. These saws are not suitable for making large holes.
Milling cutter or termite
These devices have a monolithic tip, similar to spiral drills. The cutter must be equipped with a core with many cutting edges. This gimlet is used for figured drilling in wood . If the cutter is yellow, then it is treated with titanium coating. This tool can even work with thin sheet steel. Most often, the cutter has a cross-section of 4–12 millimeters.
Expanding the hole with a feather drill
Please note that the example is shown on wood. In fact, widening a hole using feather drills is a completely ignoble task, and only for the reason that the feather drill will have nothing to grab onto. But there is a very simple way to carefully enlarge the hole. It also happens that a hole was made, for example, with a No. 20 pen, but then something was changed in the project, and the hole should be made larger, up to 2.5 cm in diameter, and in such a way that the center is not displaced. The whole problem is that a drill of a similar diameter cannot be inserted into a drill, and to expand with a feather drill, it must be rested against something so that the center is not displaced.
Look at the photo - there is a hole, it was made with a pen drill with a diameter of 2 cm, and then you need to rest the tip of a pen with a diameter of 2.5 cm. But this cannot be done, and therefore the tip will dangle along the sides of the hole, and then you will not be able to center the drill itself . If the pen does not have support from below, but its tip has nothing to rest against, but if so, we suggest resting the edges of the pen drill. In this case, you will need to drill a hole with the first No. 20, and then widen it with a No. 25 pen. Take the other pieces of wood and drill a hole with a #25 feather. Next, we place the board over the small hole by 2 cm and center it. This can be done even by eye.
See what it will look like. As you can see, the larger diameter feather bit will then hold the sides of the wide hole and the feather can be drilled through the center of the smaller diameter hole. Next, drill, while holding both boards together (or better yet, secure all the boards with clamps, and then the drilling will be much more accurate). The feather will begin to rest against the sides of the wide hole, and it will not move to the sides. In fact, there is nothing difficult, but sometimes this method helps a lot. In order to fully understand the process, we suggest you watch the video.