Человек, который затеял либо занимается ремонтом, должен быть хорошо знаком с полимерами. Этот материал широко применяется в сантехнике. Полиэтиленовые (ПЭ) соединения на сегодняшний день являются одними из самых распространенных. Широко используется как сварка полиэтиленовых труб своими руками, используя аппарат для сварки полиэтиленовых труб, так и в производстве: водоснабжение, канализация и магистрали для химических жидкостей. Точнее, широко применяется именно сварка ПНД труб. Это ПЭ низкого давления или высокой плотности. Он обладает рядом положительных характеристик, что и делает его таким популярным и постепенно заменяющим такие материалы как чугун, сталь и бетон. Пайка ПЭ труб характеризуется следующими особенностями:
- Возможность многолетней эксплуатации (более 50-ти лет).
- Бесстрашие к коррозии, не боятся агрессивных условий окружающей среды.
- Параметры сварки очень универсальны. Этим пользуются люди, далекие от профессии сварщика и строителя, используя специальное оборудование для сварки полиэтиленовых труб в домашних условиях. Учитывая, что услуги по сварке подлежат оплате, этот вариант для многих людей очень выгодный.
- Относительно демократичная цена.
- Прочность.
- Наличие нескольких технологий пайки ПНД труб.
- Оборудование для сварки ПЭ труб легко в использовании.
- Инструкция по сварке ПЭ труб проста для обычного человека.
- Быстрое время сварки.
- Аппарат для пайки ПНД соединений своими руками относительно недорогой.
- Сварка ПНД труб своими руками безопасна, при соблюдении небольшого ряда условий и правил по технике безопасности.
- Легкий вес.
- Эластичные и не трескаются.
- Подходят для регионов с сейсмической активностью.
- Экологически безопасны.
- Быстрый монтаж.
Способы соединений ПЭ
Существует несколько типов подсоединений полиэтиленовых труб.
Они подразделяются на несколько групп:
- разъемные;
- неразъемные.
Первый позволяет разобрать готовую конструкцию. Его используют в случае необходимости разборки после использования. Для соединения используют металлические фланцы. Самым прочным считается неразъемное соединение. Оно достигается пайкой или методом сварки, которая подразделяется на муфтовую, стыковую.
Достоинства и недостатки
ПНД — это полиэтилен низкого давления, который является полимером этилена. Он имеет маркировку ПЭ или PE и белую расцветку (тонкие конструкции полностью прозрачны). Иногда ПНД изделия окрашиваются в черный, синий, серый и другие цвета. Полоска синего цвета на трубе означает, что ее можно применять для устройства систем водоснабжения.
Чаще всего монтаж полиэтиленовых труб проводится для устройства холодных водопроводов, канализации и ряда агрессивных сред. Диаметр таких изделий достигает 1600 мм. Кроме того, они используются для разводки проводов интернета, телефонной связи, электроснабжения.
Основные достоинства полиэтилена низкого давления:
- продолжительный срок эксплуатации — некоторые производители дают 50-летнюю гарантию на свою продукцию;
- доступная стоимость;
- устойчивость к морозам — ПНД-трубы могут выдерживать многократные циклы оттаивания/замерзания;
- инертность к химическим веществам — ПНД обладает высокой стойкостью даже к кислотам и щелочам;
- устойчивость к коррозионному воздействию;
- экологичность;
- безопасность для человеческого организма;
- гладкие внутренние поверхности предотвращают оседание солей на стенках;
- отличная пластичность;
- высокий уровень прочности;
- небольшая масса;
- легкое обслуживание;
- простой и быстрый монтаж.
Несмотря на широкий перечень преимуществ полиэтилена, у него есть и ряд недостатков. Основные из них:
- Низкая устойчивость к воздействию ультрафиолетового излучения. Материал постепенно разрушается на солнце, поэтому его нельзя прокладывать на улице без применения специальных коробов и чехлов.
- Низкая термостойкость. ПНД-изделия можно применять лишь для транспортировки воды с температурой не более +60 градусов. Для устройства отопительных систем нужно использовать изделия из сшитого полиэтилена.
- Неэстетичность. К некоторым дизайнам могут не подходить черные или полосатые ПНД-трубы.
- Эксплуатационные характеристики этих конструкций не позволяют их использовать в промышленной сфере.
- Армированные изделия обладают минимальной гибкостью.
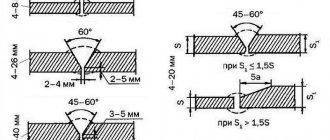
Сварка ПНД труб встык
Работы проходят на сварочном оборудовании, предназначенном для сваривания полиэтиленовых деталей. Максимальный эффект достигается при пайке труб, изготовленных из ПНД. Этот метод применяется для прокладки открытого трубопровода, а также траншейного способа. Чтобы достичь высокой прочности стыковой сварки, общее подсоединение выполняют одним швом. В случае сварки несколькими швами, прочность соединения иногда может получиться слишком низкой.
Специальное оборудование
При выборе оборудования необходима предусмотрительность
Важно учитывать сложности проведения работ. Чтобы справиться с большими объемами пленок применяют промышленное оборудование. https://www.youtube.com/embed/WPizsSZjyCo
Для соединения полиэтилена используют специальные приборы. Стоимость их разная. Стоит отметить бюджетную модель ПП-40.
Она позволяет получить ровный и прочный шов на любом контуре: прямом или сложном. ПП-40 по форме напоминает паяльник, но имеет другой наконечник.
Еще применяют специальные насадки для электроутюгов. Их изготавливают из листового металла, например: алюминия. Основание насадок делают плоским и ребристым. Такая поверхность прочно фиксирует соединение пленки во время сварки.
Ребрами фиксируют края пленки. После перемещают рейку вдоль свариваемого участка. Так получается двойной шов.
Крупные работы требуют применения более серьезных инструментов. Чтобы создать соединение пленки большой площади, понадобятся специальная аппаратура для сварки.
Подобная аппаратура оснащена настройками уровня давления, температуры, скорости перемещения разогретого элемента по поверхности полиэтилена. В бытовых вариантах формирования пленочных швов таких функций нет.
Помимо регуляторов настроек, аппараты для спайки оснащены роликовыми механизмами. Это задающие и натяжные элементы, стабилизирующие скорость продвижения свариваемых пленочных полотен.
Это улучшает качество пропайки полиэтилена, повышает прочность соединения.
Существуют аппараты, применяющие разные способы нагрева: воздушные и контактные. Воздушный нагрев производится воздействием на материал горячим воздухом. При контактном задействован контактирующий с материалом нагревающий элемент.
Муфтовая сварка ПНД труб
Работа осуществляются особым сварочным оборудованием (паяльником), укомплектованным специальными разнообразными насадками, определенного диаметра.
Для получения прочного соединения, монтажники пользуются всевозможными фитингами:
- уголками;
- тройниками;
- муфтами.
Сварку ПНД изделий паяльным оборудованием, легко выполнить самостоятельно.
Для этого требуется соблюдать определенные правила:
- специальными ножницами заготавливают заготовки определенного размера;
- очищают торцы соединяемых деталей;
- чтобы исключить попадание грязи, пробками закрывают трубы, которые, не будут свариваться в это время;
- проводят чистку нагреваемых деталей паяльника.
После проведения подготовительных работ, выполняют пайку в определенной последовательности:
- Паяльник нагревают до нужной температуры. Индикатор покажет максимальный разогрев.
- В специальную гильзу вставляют заготовку.
- До упора с силой насаживается фитинг.
- Через пять секунд, разогретые заготовки снимаются. Т
- Трубы соединяют с фитингом, создавая плотное соприкосновение с образовавшимся гратом (кольцевой валик на концах нагретых деталей).
- Сваренные трубы должны полностью остыть. В этот момент они не должны испытывать внешних воздействий.
Процесс пайки доступен любому человеку. Но существует несколько тонкостей, которые необходимо учитывать. Продолжительность процесса пайки определяется по специальным таблицам в зависимости от диаметра трубы.
В случае муфтовой пайки, надавливание, вставляемых деталей, необходимо прекратить, если они коснулись упора. Если это правило игнорировать, прочность соединения будет очень низкой. Так как, довольно сложно определить величину погружения детали при сварке, глубину необходимо предварительно измерить, на поверхности детали нанести яркую метку.
Советы специалистов
После установки систему необходимо тщательно проверить, наполнив ее водой. Если была обнаружена протечка, соединительные детали необходимо затянуть. Однако пресс-фитинг в такой ситуации подлежит полной замене. Проверять системы теплых полов необходимо до устройства стяжки. В такой ситуации запрещается применять компрессионную технологию сборку. Нельзя допускать вторичного сжатия пресс-фитингов, поэтому при монтаже нужно приложить максимальное физическое усилие.
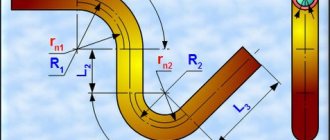
ПНД-трубы небольшого диаметра можно сгибать без использования инструментов. Укладывая трубопровод под поверхностью земли, где эстетическая составляющая не имеет никакого значения, рекомендуется прогреть необходимую зону с помощью фена, после чего аккуратно согнуть трубу. Если нужно создать аккуратные загибы небольшого диаметра, нужно после прогрева изделия уложить его в оправку, сделанную из подручных материалов. После разогрева трубы должны остыть в течение 10−15 минут. По возможности желательно пользоваться специальным трубогибом.
Электрическая муфтовая сварка
Этот вариант используется для образования соединений, отличающихся повышенной прочностью. При работе пользуются особой электрической муфтой, комплектуемой нагревательными (закладными) деталями. Во время сварки пользуются фитингами, оборудованными нагревательными спиралями. Частичное расплавление позволяет получить монолитную конструкцию.
Основным преимуществом электромуфтовой сварки считается отсутствие образования грата. Детали можно сваривать в наиболее труднодоступных местах — не требуется устанавливать большие сварочные аппараты.
Технологический процесс электрической муфтовой сварки
- Специальными ножницами нарезаются заготовки труб (выдерживается определенный размер).
- Электромуфту, а также поверхность заготовок, тщательно очищают. Удаляют жир, скопившуюся грязь, пыль.
- Чтобы контролировать нужную глубину вставки заготовки в муфту, необходимо нанести на нее яркую метку.
- Отверстия не свариваемых труб, закрываются заглушками. Это позволяет избежать охлаждения.
- С помощью кабелей, электромуфту подключают к сварочному аппарату.
- Для запуска сварочного процесса, необходимо нажать кнопку «Пуск». Аппарат выключается автоматически после окончания сварки.
- Чтобы сварное соединение можно было начать эксплуатировать, необходимо подождать один час, пока не произойдет окончательного затвердения деталей.
Чтобы достичь высокого качества сварки, детали должны оставаться неподвижными, как в момент работы, а также во время последующего остывания.
К показателю качества, полученного сварного соединения, относится толщина валика. Она должна составлять 1/3 от половины размера толщины трубы. Грат обязательно должен закрывать метку, предварительно нанесенную на поверхность заготовки.
Допускаемое смещение свариваемых участков, должно быть не более 10% толщины стенки детали.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото — фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото — стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Какой способ выбрать
Каждый из выше перечисленных вариантов, отличается положительными, а также отрицательными сторонами. При определенных условиях не каждым способом можно воспользоваться, чтобы сваривать напорные ПНД трубы. Существует несколько важных факторов, оказывающих влияние на создание сварных соединений ПЭ труб в зависимости от конкретных условий.
К примеру, чтобы достичь гибкого соединения по всей длине трубопровода, исключить образование жестких участков, оптимальным способом считается стыковая сварка. К ее дополнительным положительным качествам можно отнести высокую экономичность, простоту работы и обслуживания.
Для выполнения пайки в труднодоступных участках, когда невозможно получить осевые смещения, когда сложно воспользоваться другим оборудованием, идеальным, единственно приемлемым, считается муфтовое соединение.
Когда необходимо выполнить работу на ограниченном пространстве, труднодоступном участке, сварку ПНД изделий осуществляет электромуфтовым способом. Важным преимуществом такого способа считается его быстрота. Это особенно важно при выполнении срочных работ.
Если при исполнении краткосрочной работы, не требуется использовать пайку, когда достаточно создать одноразовое соединение, можно воспользоваться временным, специальным разъемным соединением.
Контролирование качества
Он проводится визуально или при помощи специальной техники, только после этого начинается следующая стыковка. Шов должен быть ровным и выглядеть как выпуклая без пропусков бороздка на теле трубы, не допускается смещение деталей. Для шовных соединений имеются требования, прописанные в соответствующих ГОСТах, дополнительное обслуживание в течение эксплуатации не предусмотрено.
Высота образовывающегося на шве валика не превышает 2,5 мм, исключением служат трубы ПНД при толщине стенок в 20 мм — у них высота шовного соединения допускается до 5 мм.