A powerful beam of light that cuts any material from cardboard to metal can be created in different ways. In any case, this process involves electricity and an active medium that generates light under the influence of this electricity. But this active environment can be different. Accordingly, the physical properties of the resulting beam will differ, and, accordingly, its working qualities. In this article we will not go into the jungle of high physics. Firstly, we ourselves are not physicists, but practitioners. And specialized popular science publications will tell you much better about the theory. And secondly, we are writing not for physics students, but for practitioners - production workers and entrepreneurs who order laser cutting for their tasks. We understand you - and that's why we'll tell you what you need first: the practical differences between different types of laser cutting.
Gas lasers for cutting hard materials
As the name implies, the active medium of these lasers is gas. Carbon dioxide, CO2. Under the influence of a powerful current, this gas becomes excited and begins to emit light.
However, chaotic gas, of course, emits it haphazardly, in all directions - and for it to work, it still needs to be collected into a beam. A complex system of mirrors and lenses is responsible for this. It concentrates the beam and directs it to the desired point. This is one of the problems with gas lasers - to work, you need all these mirrors to be intact, there are enough of them, and this whole system is precisely tuned. An optical system adjuster is an expensive specialist, whose regular work is naturally included in the cost of gas laser cutting, which is paid by the customer.
However, gas lasers still remain extremely common - they deserve it, over the many years of their existence they have confirmed that they produce a high-quality beam and are quite powerful.
In terms of power, however, there is a nuance. The power of common gas lasers is quite enough to cut wood, various plastics, glass, even stone - but metal is difficult for them. The question here is their efficiency. Even a concentrated CO2 laser beam is significantly larger in diameter than a beam from, for example, a fiber laser. This means that the same energy is distributed over a large surface - and, most likely, it will not be enough to effectively heat the metal to the melting point.
So it is not profitable to use gas lasers in metalworking.
And here is an example of a case produced by Metal-Case:
Audio equipment housing with silk-screen printing (4 photos)
Deciding on the required power
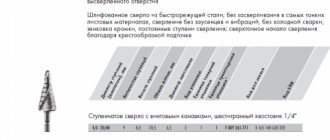
To make an informed decision, you should perform a small comparative analysis of the capabilities of emitters of various powers. Let these be devices: 0.5W, 1.5W, 3.0W, 6.0W.
- A 0.5 kW laser is capable of cutting a metal sheet 1 mm thick, performing this work at a speed of about 12 m/min. But the maximum thickness of the workpiece for such a device is 3 mm. In this case, the cutting speed will drop to 0.7 m/min.
- A more powerful emitter of one and a half kilowatts will cope with a millimeter sheet much faster. Processing is possible at speeds ≤26 m/min. It cuts a workpiece 3 mm thick with high quality, moving at a speed of 4 m/min. The maximum available thickness for this device is 6 mm. The cutting speed will drop, in this case, to 1 m/min.
- Three kilowatts is enough to cut millimeter workpieces at speeds of up to 34 m/min. A similar machine works with a 3 mm sheet, moving at a speed of 8.5 m/min. A thickness of 6 mm is more difficult to achieve. The speed drops to 3 m/min. The maximum thickness possible for processing increases to 12 mm. and the cutting speed drops to 0.5 m/min.
- The six-kilowatt emitter is the undisputed leader in “high-speed modes”. A 1 mm sheet is cut at speeds that can reach 41 m/min. 3mm is processed with a movement of (15-16) m/min. 6 mm thickness is processed slower, only 5 m/min. And the maximum thickness of the workpiece is 16 mm, 0.6 m/min.
It should be borne in mind that the processing speed directly depends not only on the thickness of the workpiece, but also on the material from which it is made. As well as the gas used during the work process.
Examples:
- emitter with a power of 500 W, cuts a stainless steel sheet 1 mm thick, moving with V≤12 m/min;
- the same laser will cut through a carbon steel sheet of similar thickness (with oxygen) at V≤8 m/min;
- if you have to process a millimeter sheet of copper, aluminum (nitrogen) on the same machine, the speed will drop to 5 m/min.
Another paired comparison of characteristics that is recommended to evaluate is the size of the workpiece being processed and its thickness.
To reach maximum cutting speed, the machine needs a certain amount of time and free space.
This explains the almost imperceptible difference in the operation of a 3.0 kW and 1.5 kW fiber laser in the manufacture of medium and small parts from thin-sheet workpieces. The equipment does not have time to reach the maximum available speed limit.
The situation changes dramatically when the cut is performed on a long, large workpiece. In this case, a noticeable difference is visible even when working with thin sheet metals.
And, with increasing thickness of the material being processed, the difference becomes colossal. This thickness must first be punched.
Knowing the relationship between power and cutting speed and what maximum thicknesses the emitter can take, you can decide which choice will be optimal for you. Because sometimes it is more profitable to take a more powerful emitter because it will work faster.
Despite the fact that 6 kW is enough to solve most problems, Lasercut is ready to manufacture a machine with an emitter of up to 25 kW.
But here it is worth noting that such equipment requires a special reinforced frame. Imagine what thickness such a machine will take. Accordingly, it needs to withstand this material.
If you are one of those rare people who need such specific equipment, please contact any of the contacts listed on the site.
Crystal lasers for metal cutting
The active medium of such lasers is a crystal. The most commonly used crystals are:
- Nd:YAG (yttrium aluminum garnet doped with neodymium ions),
- Nd:YVO (yttrium vadanate doped with niodymium ions).
The crystal does not glow on its own; it only “accelerates” the light directed at it from the pumping system. The pumping system is:
- flash lamps are an outdated option, which has largely given way to a new technological level, but can still be used in some places,
- diodes are a modern option that powers most crystal lasers currently produced.
Such a laser is already quite capable of effectively dealing with metals.
However, there were some nuances here too. Even modern pump diodes create economic difficulties. On the one hand, they deteriorate relatively quickly and need to be replaced. The appropriate service life of pump diodes is from 8 to 15 thousand operating hours. On the other hand, these diodes are expensive. And, naturally, the cost of their wear and tear naturally falls, again, on the shoulders of the laser cutting customer - production workers have to include the costs of the future purchase of new diodes in the cost of orders currently being carried out.
Here's what we offer:
Production of housings for industrial equipment
What factors are taken into account when choosing an emitter for a machine?
The Wattsan company equips its laser metal cutters with products that are most in demand on the market, the production of which is established by manufacturers: IPG, MAX Photonics, Raycus.
The power range of the mentioned emitters is quite wide, 0.35-25.0 kW. The service life of products declared by the manufacturer exceeds 5 years. The products are distinguished by significant efficiency and reliability, and efficiency (the ratio of energy consumed and its resulting value) can reach 30, and for some models, 50%.
For machines in the Wattsan line, there is a direct relationship between the thickness of the frame and the power of the emitters installed on them:
- Equipment with a frame whose thickness does not exceed (8.0-10.0) mm most often receives emitters whose power does not exceed 2 kW;
- Equipment with more powerful (10.0-12.0) mm frames is equipped with emitters, the power of which is set in the range (1.5-6.0) kW;
- The most durable frames, the thickness of which is (12.0-16.0) mm, are obtained by emitters with N≥4kW.
Wattsan machines are designed to operate at the highest available speeds with emitters up to 6 kW (inclusive). Even when the workpiece is thin sheet metal.
The relationship between equipment parameters such as the body and maximum permitted speeds is discussed in a special article and discussed in detail in this video.
Practice shows that the vast majority of workpiece materials of varying thickness can be efficiently processed with a fiber laser of similar power. Therefore, it is not economically feasible to purchase a “cooler” machine.
The largest percentage of purchased machines have emitters with a power of one or two kilowatts.
Fiber lasers for metal cutting
The most modern laser generation technology currently widely used in industry. They, like crystal ones, belong to the group of solid-state ones. The active medium of such lasers is a special glass fiber. It, again, does not glow on its own; the initial beam is sent into it by a relatively weak “seed” laser. But already in the fiber into which electricity is supplied, this beam “accelerates” to enormous power - and breaks out in a thin beam.
- The difference in radiation intensity with gas lasers can reach 100 times - with the same radiation power. This allows you to make more precise, jewel-like cuts—and it also allows you to cut tough materials like metal.
- Unlike gas and crystal lasers, fiber lasers require virtually no special maintenance. No special settings. Just cut and that's it. Naturally, this affects costs, freeing the cutting customer from additional markups within the cost of laser cutting.
- Unlike crystal lasers, fiber lasers quietly serve not 8 or 15 thousand hours, but all 25. And this also affects the cutting cost structure and the customer’s costs.
And here is an example of a case produced by Metal-Case:
Stainless steel brackets with radius bend (7 photos)
Benefits [ edit | edit code]
Laser cutting is carried out by burning through sheet metal with a laser beam. This technology has a number of obvious advantages over many other cutting methods:
- The absence of mechanical contact allows the processing of fragile and easily deformable materials;
- Materials made of hard alloys can be processed;
- High-speed cutting of thin sheet steel is possible;
- When producing small batches of products, it is more expedient to laser cut the material than to make expensive molds or casting molds for this;
- To automatically cut the material, it is enough to prepare a drawing file in any drawing program and transfer the file to the computer of the installation, which will withstand errors of very small quantities.
How to make a laser cutter in the garage
Everything is ingeniously simple, so to create such equipment, which is capable of cutting out the most beautiful patterns in durable steel, can be made from ordinary scrap materials. To make this you will definitely need an old laser pointer. In addition, you should stock up on:
- A flashlight powered by rechargeable batteries.
- An old DVD-ROM, from which we will need to remove the matrix with a laser drive.
- Soldering iron and set of screwdrivers.
The first step will be to disassemble the drive of the old computer floppy drive. From there we should remove the device. Be careful not to damage the device itself. The drive of the disk drive must be a writer, and not just a reader, the point is in the structure of the device matrix. We won’t go into details now, but just use modern non-working models.
After this, you will definitely need to remove the red diode, which burns the disk while recording information to it. Just took a soldering iron and soldered the fastenings of this diode. Just don't throw it away under any circumstances. This is a sensitive element that can quickly deteriorate if damaged.
When assembling the laser cutter itself, consider the following:
- Where is it better to install a red diode?
- How will the elements of the entire system be powered?
- How the flow of electric current will be distributed in the part.
Remember! The diode that will perform the burning requires much more electricity than the elements of the pointer.
This dilemma is easily resolved. The diode from the pointer is replaced by a red light from the drive. The pointer should be disassembled with the same care as the disk drive; damage to the connectors and holders will ruin your future laser for cutting metals with your own hands. Once you have done this, you can begin making the homemade case.
To do this, you will need a flashlight and rechargeable batteries to power the laser cutter. Thanks to the flashlight, you will get a convenient and compact item that does not take up much space in your home. The key to equipping such a case is to choose the correct polarity. The protective glass from the former flashlight is removed so that it does not become an obstacle to the directed beam.
The next step is to power the diode itself. To do this, you need to connect it to the battery charging, observing the polarity. Finally, check:
- Reliable fixation of the device in clamps and clamps;
- Device polarity;
- Beam direction.
Read also: DIY snow blower headlight
Fix any inaccuracies, and when everything is ready, you can congratulate yourself on a successfully completed job. The cutter is ready to use. The only thing you need to remember is that its power is much less than the power of its production counterpart, so it cannot handle too thick metal.
Carefully! The power of the device is enough to harm your health, so be careful when operating and try not to put your fingers under the beam.
Strengthening a homemade installation
To enhance the power and density of the beam, which is the main cutting element, you should prepare:
- 2 “conders” for 100 pF and mF;
- Resistance 2-5 ohms;
- 3 rechargeable batteries;
- Collimator.
The installation that you have already assembled can be strengthened to get enough power at home for any work with metal. When working on gain, remember that plugging your cutter directly into an outlet will be suicide for it, so you should make sure that the current first gets to the capacitors, and then goes to the batteries.
By adding resistors you can increase the power of your installation. To further increase the efficiency of your device, use a collimator that is mounted to focus the beam. This model is sold in any electrician store, and the cost ranges from 200 to 600 rubles, so it’s not difficult to buy it.
Then the assembly circuit is carried out in the same way as discussed above, only you need to wind an aluminum wire around the diode to remove static. After this, you have to measure the current strength, for which you take a multimeter. Both ends of the device are connected to the remaining diode and measured. Depending on your needs, you can adjust the readings from 300 mA to 500 mA.
Once the current calibration is completed, you can move on to aesthetically decorating your cutter. An old steel LED flashlight will do just fine for the case. It is compact and fits in your pocket. To prevent the lens from getting dirty, be sure to get a cover.
The finished cutter should be stored in a box or case. Dust or moisture should not get there, otherwise the device will be damaged.