Мощный луч света, который разрезает любые материалы от картона до металла, можно создавать по‑разному. В любом случае в этом процессе участвует электричество и активная среда, которая генерирует свет под воздействием этого электричества. Но вот эта активная среда может быть разной. Соответственно будут отличаться и физические свойства образовавшегося луча, и, соответственно, его рабочие качества. В этой статье мы не будем вдаваться в дебри высокой физики. Во‑первых, мы сами не физики, а практики. И про теорию вам куда лучше расскажут специализированные научно‑популярные издания. А во‑вторых, мы и пишем не для студентов‑физиков, а для практиков — производственников и предпринимателей, которые заказывают для своих задач лазерную резку. Мы понимаем вас — и поэтому расскажем то, что нужно вам в первую очередь: практические различия между разными видами лазерной резки.
Газовые лазеры для резки твердых материалов
Как понятно из названия, активной средой этих лазеров является газ. Углекислый газ, CO2. Под действием мощного тока этот газ переходит в возбужденное состояние и начинает излучать свет.
Однако хаотичный газ, конечно, излучает его как попало, во все стороны — и для работы его еще потребуется собрать в луч. За это отвечает сложная система зеркал и линз. Она концентрирует луч и направляет его в нужную точку. В этом и заключается одна из проблем газовых лазеров — для работы нужно, чтобы все эти зеркала были целы, их было достаточно, и вся эта система была точно настроена. Настройщик оптических систем — дорогостоящий специалист, регулярная работа которого, естественно, закладывается в стоимость резки газовым лазером, которую оплачивает заказчик.
Впрочем, газовые лазеры всё равно пока остаются чрезвычайно распространенными — они этого достойны, за долгие годы их существования они подтвердили, что выдают качественный луч и достаточно мощны.
По мощности, правда, есть нюанс. Мощности распространенных газовых лазеров вполне достаточно для того, чтобы разрезать дерево, различные пластики, стекло, даже камень — но вот металл дается им туго. Здесь вопрос в их КПД. Даже сконцентрированный луч CO2-лазера оказывается значительно больше в диаметре, чем луч, например, волоконного лазера. Значит, та же самая энергия распределяется по большой поверхности — и, скорее всего, ее окажется недостаточно, чтобы эффективно нагревать металл до точки плавления.
Так что в металлообработке газовые лазеры использовать невыгодно.
А вот пример корпуса производства «Металл‑Кейс»:
Корпус аудиоаппаратуры с шелкографией (4 фото)
Определяемся с выбором требуемой мощности
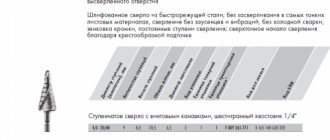
Для взвешенного принятия решения следует выполнить небольшой сравнительный анализ возможностей излучателей различной мощности. Пусть это будут устройства: 0.5Вт, 1.5Вт, 3.0Вт, 6.0Вт.
- Лазер мощностью 0.5 кВт способен резать металлический лист толщиной 1 мм, выполняя данную работу на скорости порядка 12 м/мин. Но предельная толщина заготовки, для подобного устройства, составляет 3 мм. При этом скорость реза упадёт до 0.7 м/мин.
- Более мощный излучатель в полтора киловатта с миллиметровым листом справится значительно быстрее. Обработка возможна на скоростях ≤26 м/мин. Заготовку толщиной в 3 мм он качественно режет, перемещаясь со скоростью 4 м/мин. Максимально доступной толщиной для этого устройства является 6 мм. Скорость реза упадёт, в данном случае, до 1 м/мин.
- Трёх киловатт достаточно, чтобы резать миллиметровую заготовку на скоростях до 34 м/мин. С листом в 3 мм подобный станок работает, перемещаясь со скоростью 8.5 м/мин. Толщина 6 мм поддаётся сложнее. Скорость падает до 3 м/мин. Максимально возможная для обработки толщина возрастает до 12 мм. а скорость реза падает до 0.5 м/мин.
- Шестикиловаттный излучатель является безусловным лидером «скоростных режимов». Лист в 1 мм режется на скоростях, которые могут достигать 41 м/мин. 3мм обрабатывается с перемещением на (15-16) м/мин. Толщина 6 мм обрабатывается медленнее, всего 5 м/мин. А предельная толщина заготовки в 16 мм, 0.6 м/мин.
Следует иметь в виду, что скорость обработки напрямую зависит не только от толщины заготовки, но и от материала, из которого она изготовлена. А также газа, применяемого в процессе работы.
Примеры:
- излучатель мощностью в 500Вт, выполняет рез листа нержавеющей стали толщиной 1 мм, перемещаясь с V≤12 м/мин;
- этот же лазер прорежет лист углеродистой стали аналогичной толщины (с кислородом) при V≤8 м/мин;
- если предстоит обработка миллиметрового листа меди, алюминия (азот) на этом же станке, скорость упадёт до 5 м/мин.
Ещё одно парное сравнение характеристик, которое рекомендуется оценить: размер обрабатываемой заготовки и её толщина.
Чтобы выйти на максимальную скорость реза, станку необходимо определённое время и свободное пространство.
Именно этим объясняется практически незаметная разница в работе 3.0 кВт и 1.5 кВт волоконного лазера при изготовлении средних и мелких деталей из тонколистовой заготовки. Оборудование не успевает выйти на максимально доступный скоростной режим.
Положение кардинально меняется, когда рез выполняется на длинной большой заготовке. В этом случае ощутимая разница видна даже при работе с тонколистовыми металлами.
А, при увеличении толщины обрабатываемого материала, различие становится колоссальным. Эту толщину предварительно следует пробить.
Зная соотношение между мощностью и скоростью реза и тем, какие предельные толщины может брать излучатель, можно определиться с тем какой выбор будет для вас оптимальным. Потому что иногда взять более мощный излучатель выгоднее так как он будет работать быстрее.
Несмотря на то, что для решения большинства задач достаточно 6 кВт, компания Lasercut готова изготовить станок с излучателем до 25 кВт.
Но здесь стоит отметить, что для подобного оборудования нужна специальная усиленная станина. Представьте, какие толщины такой станок будет брать. Соответственно нужно, чтобы он выдерживал этот материал.
Если вы из тех редких людей, которым нужно такое специфическое оборудование, обращайтесь по любому из контактов, указанных на сайте.
Кристальные лазеры для резки металла
Активной средой таких лазеров является кристалл. Чаще всего используются кристаллы:
- Nd:YAG (алюмо‑иттриевый гранат, легированный ионами неодима),
- Nd:YVO (иттриевый ваданат, легированный ионами ниодима).
Кристалл не светится сам по себе, он только «разгоняет» направленный в него свет из системы накачки. Система накачки — это:
- импульсные лампы — устаревший вариант, который в основном уступил место новому технологическому уровню, но кое‑где еще может использоваться,
- диоды — современный вариант, на котором работает большинство выпускаемых сейчас лазеров на кристаллах.
Такой лазер уже вполне способен эффективно справляться с металлами.
Однако без нюансов не обошлось и здесь. Даже современные диоды накачки создают сложности экономического характера. Они, с одной стороны, сравнительно быстро приходят в негодность и их нужно заменять. Уместный срок службы диодов накачки — от 8 до 15 тысяч часов работы. С другой стороны, эти диоды — вещь дорогая. И, естественно, стоимость их износа закономерно ложится, опять же, на плечи заказчика лазерной резки — производственникам приходится включать расходы на будущую покупку новых диодов в стоимость выполняемых сейчас заказов.
Вот что мы предлагаем:
Производство корпусов для промышленного оборудования
Какие факторы учитываются при выборе излучателя для станка
Компания Wattsan комплектует свои лазерные металлорезы продукцией, наиболее востребованной рынком, выпуск которой налажен производителями: IPG, MAX Photonics, Raycus.
Диапазон мощности упомянутых излучателей достаточно широк, 0.35-25.0 кВт. Заявленные изготовителем сроки службы изделий превышают 5 лет. Изделия отличаются существенной эффективностью и надёжностью, а КПД (соотношение энергии потребляемой и её результирующего значения) может достигать 30, а у отдельных моделей, 50%.
У станков линейки Wattsan просматривается прямая зависимость толщины рамы и мощности установленных на них излучателей:
- Оборудование с рамой, толщина которой не превышает (8.0-10.0) мм, чаще всего, получает излучатели, мощность которых не превышает 2кВт;
- Оборудование с более мощными (10.0-12.0) мм рамами комплектуется излучателями, мощность которых задаётся диапазоном (1.5-6.0) кВт;
- Самые прочные рамы, толщина которых составляет (12.0-16.0) мм получают излучатели с N≥4кВт.
Станки Wattsan спроектированы с учётом работы на максимально доступных скоростях с излучателями до 6 кВт (включительно). Даже когда в качестве заготовки выступает тонколистовой металл.
Взаимосвязь таких параметров оборудования, как корпус и максимальные разрешённые скорости, затронута в специальной статье и подробно рассмотрена в данном видео.
Практика показывает, что подавляющее большинство материалов заготовок, имеющих различную толщину, может качественно обрабатываться волоконным лазером подобной мощности. Поэтому более «крутой» станок приобретать экономически нецелесообразно.
Самый большой процент приобретённых станков имеет излучатели мощностью один-два киловатта.
Волоконные лазеры для резки металла
Самая современная на данный момент технология генерации лазера среди широко используемых в промышленности. Они так же, как и кристальные, относятся к группе твердотельных. Активной средой таких лазеров является специальное стекловолокно. Оно, опять же, не светится само по себе, первоначальный луч в него посылает сравнительно слабый «затравочный» лазер. Но уже в волокне, в которое поступает электроэнергия, этот луч «разгоняется» до огромной мощности — и вырывается наружу тонким пучком.
- Разница по интенсивности излучения с газовыми лазерами может достигать 100 раз — при той же самой мощности излучения. Благодаря этому можно делать более точные, ювелирные разрезы — и благодаря этому же можно резать такие стойкие материалы, как металл.
- В отличие от газовых и кристальных лазеров, волоконные практически не требуют специального обслуживания. Никаких особенных настроек. Просто режь — и всё. Естественно, это сказывается на расходах, освобождая заказчика резки от дополнительных наценок внутри стоимости лазерной резки.
- В отличие от кристальных лазеров, волоконный спокойно служит не 8 и не 15 тысяч часов, а все 25. И это также сказывается на структуре стоимости резки и издержках заказчика.
А вот пример корпуса производства «Металл‑Кейс»:
Нержавеющие кронштейны с радиусной гибкой (7 фото)
Преимущества [ править | править код ]
Лазерная резка осуществляется путём сквозного прожига листовых металлов лучом лазера. Такая технология имеет ряд очевидных преимуществ перед многими другими способами раскроя:
- Отсутствие механического контакта позволяет обрабатывать хрупкие и легко деформирующиеся материалы;
- Обработке поддаются материалы из твёрдых сплавов;
- Возможна высокоскоростная резка тонколистовой стали;
- При выпуске небольших партий продукции целесообразнее провести лазерный раскрой материала, чем изготавливать для этого дорогостоящие пресс-формы или формы для литья;
- Для автоматического раскроя материала достаточно подготовить файл рисунка в любой чертёжной программе и перенести файл на компьютер установки, которая выдержит погрешности в очень малых величинах.
Как сделать лазерный резак в гараже
Все гениально просто, поэтому для создания такого оборудования, которое способно вырезать красивейшие узоры в прочных сталях, можно сделать из обычных подручных материалов. Для изготовления обязательно потребуется старая лазерная указка. Помимо этого, следует запастись:
- Фонариком, работающим на аккумуляторных батарейках.
- Старым DVD-ROM, из которого нам потребуется извлечь матрицу с лазерным приводом.
- Паяльник и набор отверток для закручивания.
Первым шагом будет являться разборка привода старого дисковода компьютера. Оттуда нам следует извлечь прибор. Будьте аккуратны, чтобы не повредить само устройство. Привод дисковода должен быть пишущим, а не просто читающим, дело в строении матрицы устройства. Сейчас в подробности вдаваться не будем, но просто используйте современные нерабочие модели.
После этого, вам обязательно нужно будет извлечь красненький диод, который прожигает диск во время записи на него информации. Просто взяли паяльник и распаяли крепления этого диода. Только ни в коем случае не бросайте его. Это чувствительный элемент, который при повреждениях может быстро испортиться.
При сборке самого лазерного резака следует учесть следующее:
- Куда лучше установить красный диод
- Каким образом будут запитываться элементы всей системы
- Как будут распределяться потоки электрического тока в детали.
Помните! На диод, который будет выполнять прожиг, требуется намного больше электричества, нежели на элементы указки.
Решается эта дилемма просто. Диод из указки меняется красной лампочкой из привода. Разобрать указку следует с той же аккуратностью, что и дисковод, повреждения разъемов и держателей, испортят ваш будущий лазер для резки металлов своими руками. Когда вы это сделали, можно приступать к изготовлению корпуса для самоделки.
Для этого вам потребуется фонарик и аккумуляторные батарейки, которые запитают лазерный резак. Благодаря фонарику у вас получится удобная и компактная деталь, не занимающая много места в быту. Ключевым моментом оборудования такого корпуса является правильно подобрать полярность. Удаляется защитное стекло с бывшего фонарика, чтобы оно не являлось преградой для направленного луча.
Последующим действием является запитка самого диода. Для этого вам необходимо подключить его к зарядке аккумуляторной батареи, соблюдая полярность. В завершении проконтролировать:
- Надежность фиксации устройства в зажимах и фиксаторах;
- Полярность устройства;
- Направленность луча.
Читать также: Фара на снегоуборщик своими руками
Неточности докрутить, а когда все готово можно поздравить себя с успешной завершенной работой. Резак готов к использованию. Единственное, что нужно помнить — его мощность намного меньше, чем мощность производственного аналога, поэтому слишком толстый металл ему не под силу.
Осторожно! Мощности прибора достаточно, чтобы навредить вашему здоровью, поэтому будьте осторожны во время управления и старайтесь не запихивать пальцы под луч.
Усиление самодельной установки
Для усиления мощности и плотности луча, который и является главным режущим элементом, следует приготовить:
- 2 «кондера» на 100 пФ и мФ;
- Сопротивление на 2-5 Ом;
- 3 аккумуляторные батарейки;
- Коллиматор.
Ту установку, которую вы уже собрали можно усилить, чтобы в быту получить достаточно мощности для любых работ с металлом. При работе над усилением помните, что включить напрямую в розетку ваш резак будет для него самоубийством, поэтому следует позаботиться о том, чтобы ток сперва попадал на конденсаторы, после чего отдавался батарейкам.
При помощи добавления резисторов вы можете повысить мощность вашей установки. Чтобы еще больше увеличить КПД вашего устройства, используйте коллиматор, который монтируется для скапливания луча. Продается такая модель в любом магазине для электрика, а стоимость колеблется от 200 до 600 рублей, поэтому купить ее не сложно.
Дальше схема сборки выполняется так же, как было рассмотрено выше, только следует вокруг диода накрутить алюминиевую проволоку, чтобы убрать статичность. После этого вам предстоит измерить силу тока, для чего берется мультиметр. Оба конца прибора подключаются на оставшийся диод и измеряются. В зависимости от нужд вы можете урегулировать показатели от 300 мА до 500 мА.
После того, как калибровка тока выполнена, можно переходить к эстетическому декорированию вашего резака. Для корпуса вполне сойдет старый стальной фонарик на светодиодах. Он компактный и умещается в кармане. Чтобы линза не пачкалась, обязательно обзаведитесь чехлом.
Хранить готовый резак следует в коробке или чехле. Туда не должна попадать пыль или влага, иначе устройство будет выведено из строя.