For sanding and surface finishing work, it is important to select the correct abrasive material to minimize the risk of removing too much material and reduce the time and cost of the job.
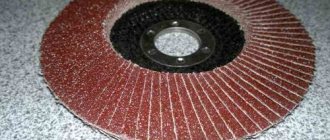
Flap discs are made from the same abrasives as grinding discs, but their multilayer design makes it possible to process materials in a more gentle manner.
They are ideal for both initial sanding and finishing work. The advantages of petal circles include:
low noise level;
low heating during grinding;
long service life;
- high quality stripping
In this article, we will tell you how to choose the right disc, and also analyze the rules for effectively using a flap end grinding disc.
Choice of abrasive material
How a flap wheel works depends largely on the abrasive material used and the grit size.
ABRO discs use two main abrasives: aluminum oxide and zirconium dioxide.
Aluminum oxide (electrocorundum)
– the most common and affordable type of corundum. It is used for processing all ferrous metals, plastic, wood.
Uses of zirconium dioxide
as an abrasive material it ensures high productivity and long service life of the disc. Zirconium discs are especially good for stainless and carbon steel types. This wheel is more heat resistant, stronger and more durable, and remains sharp for a longer period of time.
The easiest way to tell what kind of abrasive material a flap disc is made from is to look at its color. If the abrasive is brown in color, you have an aluminum oxide abrasive wheel.
If the disk is blue, then, as a rule, it is made on the basis of zirconium.
In order to be 100% sure of the disc material, check the technical data indicated on it:
“A” – aluminum oxide
“ZA” – aluminum zirconate
(you can find out more about disc markings here: How to choose a cutting disc?)
Each type of grinding work corresponds to a certain grain size of the flap disk.
Table 1. Selecting disc grit.
The ABRO brand assortment includes all the types of grain described above:
100 mm is the minimum size. Suitable for small electric angle grinders (angle grinders) as well as pneumatic tools. Used for work in hard-to-reach places.
125 mm is the most popular size. Suitable for high power angle grinders.
There are other sizes, but these are the most widely used.
Selecting the thickness of the petals
Standard – for roughing of ferrous metals. The most accessible segment.
Thickened – also called HD or High Density. Contain on average 40% more petals compared to standard ones. They are processed more gently, have a longer service life, have less risk of damaging the surface, and are better sharpened. These are the discs ABRO produces.
Correct technique of use
To maximize the efficiency and longevity of your flap disc, it is important to select the correct pressure and angle when operating your angle grinder.
When working with flap discs, an angle grinder should contact the surface at an angle of 5 to 35 degrees. Each range has its own circle type:
1. Type 27 (according to GOST KLT -1) is best suited for finishing and applications where smaller grinding angles are required, from 0 to 15 degrees.
2. Type 29 (according to GOST KLT-2) is best suited for aggressive grinding at a large angle, from 15 to 25 degrees.
One of the popular mistakes associated with flap discs is putting too much pressure on the angle grinder during operation. In this case, the disk will not work fast enough, which can lead to premature wear and overheating. Too much pressure can also cause undercuts, gouges, or surface damage.
IMPORTANT! If you feel like pressing harder on the wheel when sanding, this is a sure sign that you need to use a coarser grit.
Another mistake is sanding at an obtuse angle to the surface. This technique increases pressure and stress on the edges of the disc, which shortens its service life.
When finishing welds on thin metal surfaces, it is important not to remove too much metal. You need to choose the least aggressive disk. For such work, we recommend a flap disc with a grit of 80 or 60.
Read also: Safety precautions when sawing
Do not judge the degree of wear of the petal disc by its external condition. Flap wheels are designed in such a way that, when used correctly, the blade will cut until the adhesive becomes visible.
Using these simple tips, you can save money on disks and become more efficient in your work.
The article was prepared with the support of experts from the DiamMarket company - products for stone processing.
A grinding disc is one of the types of abrasive tools, along with heads, segments, bars, abrasive belts and sandpapers, actively used for processing various types of surfaces. The abrasives used for the manufacture of grinding wheels are durable, highly hard substances: diamond, corundum, quartz, as well as artificial materials - electrocorundum, synthetic diamonds, silicon and boron carbide and others. The grains of these substances subject the surface of other materials to mechanical processing; in terms of their purpose, they can be compared with the teeth of a conventional saw, but located not along the edges, but along the perimeter of the disk. Grinding wheels are used to process many materials: carbon steel, glass, plastic, bronze, wrought iron and non-ferrous metals. In addition, they are used in tools for cutting brick, stone, ceramic tiles, and drywall.
Classification
A non-professional classification, familiar to many, divides grinding wheels into the following types:
Marking of grinding wheels
The qualitative characteristics of abrasive wheels are regulated by GOSTs, standards and technical conditions. Each of the grinding wheels has its own marking according to the following characteristics:
- Sanding material
- Disc size
- Grain size
- Disk type
- Hardness degree
- Binder
- Instability class
- Structure
- Segments
- Optimal rotation speed
To decipher these points, it is necessary to consider the markings of grinding wheels in more detail.
Type of grinding abrasive
The most common markings of abrasive wheels by type of material are as follows:
Marking 12A, 13A, 14A, 15A, 16A: normal electrocorundum (material with high heat resistance, good adhesion to the binder, mechanically strong grains). Suitable for processing wrought iron, cast iron, steel, bronze, chrome steel.
22A, 23A, 24A, 25A: white electrocorundum (more uniform than type 14A, harder, with sharp edges, has the property of self-sharpening, provides a more uniform surface of the processed material). Used for sharpening and grinding tool steel, thin-walled parts and tools, as well as finishing and finishing.
Marking of abrasive wheels
32A, 33A, 34A: chromium electrocorundum.
37A: titanium electrocorundum.
38A: zirconium. The higher the marking, the higher the strength of the discs.
Marking 52-55C: black silicon carbide (has increased hardness compared to the previous type of abrasive, and brittleness). Used for polishing cast iron, granite, porcelain, silicon, ceramic, glass surfaces, as well as viscous aluminum, copper, rubber materials, and heat-resistant steel products.
Marking 62С,63С,64С: green silicon carbide. It differs from black in being more fragile.
Marking CBN, CBN, cubonite, borazone: has the strength of diamond, but greater heat resistance.
Marking of diamond wheels: AC2 (regular strength), AC4 (high strength), AC6 (high strength), AC32 (single crystals), AC50, ARB1, ARK4, APC3. They have the highest wear resistance, strength, and low fragility. Diamond wheels are used in processing brittle and high-hard alloys (cast iron, ceramics, silicon, optical glass), as well as finishing grinding, cutting, and sharpening carbide tools.
Grinding wheels, grit (marking)
A characteristic such as grain size determines the smoothness of the processed surface. The grain size of the grinding disc determines its wearability, the thickness of the metal layer removed in one pass, etc. The smaller the value of one grain, the smoother and cleaner the processed surface will be.
The grain size determines the marking of the discs:
- Grinding: grain size ranges from No. 200 to No. 16
- Sanding powder: №№12-4
- Micro sanding powder: M63-M14
- Fine micro-grinding powder: M10-M5.
The grain size units are given in µm. The marking of diamond grinding wheels, or more precisely, the type of their grain size, is indicated in a different way (through the fraction of the upper and lower values).
Grinding wheel grit markings
Circle size
Disc sizes are regulated by GOST 2424-75. Marking D is a numerical designation of the outer diameter, d is the inner diameter, h is the height (width). The outer diameter can vary in the range of 3-1100 mm, the inner diameter from 1.0 to 305 mm, and the height from 0.18 mm to 250 mm.
Read also: How to connect a charger to a battery
Instability class (imbalance)
There is a designation for four classes of imbalance (from 1 to 4), i.e. permissible values of disc deviation from static balance. The imbalance class denotes the ratio of the mass of the abrasive disc to the accuracy of its geometric shape. Therefore, often the unbalance and accuracy markings are indicated side by side. Accuracy class A is used for working on high-precision equipment, class B is more universal, AA - discs of ideal shape and geometry made of very high quality abrasive.
Structure
The density of the structure is indicated depending on the ratio of the number of abrasive grains to the volume of the disk. The more abrasive per unit volume of the grinding wheel, the denser its structure. If a tool is sharpened, a disk with a less dense structure is better able to clean the surface from material particles, creates less risk of deformation, and cools faster.
The numerical designation of the structure is as follows:
1,2,3,4 – dense structure;
5,6,7 – medium density;
Marking of grinding wheels: old and new, difference according to GOST
Until 2008, the conditional indicators of disks were regulated in accordance with GOST 2424-83. Since 2008, a new edition of GOST 2424 came into force. In 2009, marking of abrasive wheels began in a new way: modern standards for the symbol of hardness of a processing tool (GOST 52587-2006 instead of the old GOST 18118, 19202, 21323), grain size ( GOST 52381-2005 instead of GOST 3647-80), ligaments (new GOST 52588-2006).
Also, modern indicators of types of grinding wheels differ from those adopted in the USSR. The existing designation of grinding wheels is as follows (the previously used designation is indicated in parentheses):
- – cross-section of a straight profile circle (PP). Suitable for universal use
5 – straight profile with one-sided groove (PV). Used for cylindrical grinding.
7 – with two grooves (PVD)
10 – with hub and double-sided recess
6 – cylindrical cup-shaped (CC). Used for sharpening tools. 36 – with fasteners (PN)
11 – conical cup-shaped (CC)
41 – cutting disc type
4 – with a double-sided conical profile (2P)
- – type with conical profile (3P)
12.14 – disc-shaped (T,1T).
Flap grinding wheels are marked with the type, outer diameter, inner diameter, height, grit size and series of abrasive paper.
Marking by type of bundle
The bond holds the grinding grains to the base and to each other. Typically, three types of bond markings are indicated on the discs: vulcanite, ceramic and bakelite.
The first type of connective is designated as R, or the outdated designation “B”. It consists of synthetic rubber that has been subjected to a vulcanization process.
The ceramic bond is marked as V, the former name was “K”. It includes a compound of inorganic substances (clay, quartz). Its advantages are wear resistance, thermal and chemical stability, but at the same time fragility.
The bakelite bond is marked as B, formerly known as "B4" and "BU". It contains artificial resins. This is an elastic ligament, but otherwise the parameters are lower than those of a ceramic one.
Hardness indicators
The hardness indicator of a grinding wheel indicates the strength of the grains being held by the bond on the surface when the disc is exposed to the abrasive being processed.
Disc hardness designations start from very soft (BM1, BM2) to extremely hard (CHT), in the new designation the marking is carried out with letters of the English alphabet, starting from F (very soft) to Z (extremely hard).
Most often, disks of medium hardness are used, but the choice of type of degree depends on the type of work being performed, the surface of the material, and the tool itself.
Grain
According to the previously valid GOST, the marking of the degree of granularity was expressed in measuring the number of grains in a volume of 10 microns; for micro-grinding powder, these values were expressed by adding the letter “M”. The new standard establishes the designation with the letter "F" with the addition of a number that indicates the degree of grit. The larger it is, the less grain and vice versa.
Grinding flap discs are used for preliminary and final processing of products. The grain size of the wheels is from 40 to 2500, the abrasive material is zirconium and electrocorundum. The diameter of the circles is from 15 to 500 mm. High quality products ensure low vibration and high equipment performance. Show good results when processing durable materials and thin sheets, seams and internal cavities. They are used to equip hand tools and stationary equipment, for straight and angle grinders.
Classification of circles
Flap wheels have proven themselves well for cleaning metal from corrosion or paint, cleaning welds and removing burrs when processing metal by cutting or stamping. They are also used to prepare wood for coating with paint or varnish. The principle of operation of various circles is common - removing the top layer of material using an abrasive substance applied to the base.
Manufacturers supply the market with various types of grinding discs, especially for flat polishing and face grinding; there are also samples for cleaning internal, hidden volumes. The petal disc has increased elasticity.
Circle grain
Petal circles are distinguished by grain size. There are several standard grain sizes - 40, 60, 80, 120. In accordance with Russian standards, the higher the number, the larger the grain diameter. According to foreign nomenclature, on the contrary, a larger number corresponds to a finer grain.
Read also: Michael Faraday and James Maxwell discoveries
When choosing a wheel, you must remember that with a high grain size, the processing will become rougher and the processed surface will be rougher.
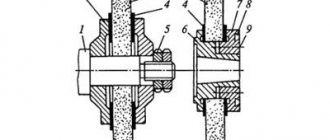
Flap end circles type KLT type 29
KLT circles should be manufactured of the following types:
Execution 1 - flat, with the working (grinding) surface located on a flat base plate (substrate);
Version 2 - conical, with the working (grinding) surface located on a conical base plate (substrate).
It is allowed to manufacture additional types (including those with an intermittent working surface) according to the manufacturers' RD:
For KLT wheels the following standard sizes and permissible deviations are established, in mm
| Outer diameter D ±3 | Substrate diameter D 1 | Bore hole diameter H +0.16 | K=J, no less | Petal length W, +1/-2 |
| 100 | 94 | 16 | 35,5 | 25 |
| 115 | 105 | |||
| 125 | 115 | 22,23 | 45 | 30 |
| 150 | 140 | |||
| 180 | 170 | 35 | ||
| 230 | 220 | 40 |
Types of circles, features of their use
I produce several modifications of flap disks for grinding. Let's look at the most common ones:
- The end flap wheel (KLT) is designed for processing parts made of metal, wood, and plastic. The main area of application is the edge of the product. Products are produced with a grain size of 500, diameter - from 115 to 180 mm, the most common - 125 mm. The diameter of the mounting hole is 22 mm. Can be used until almost completely worn out. It is used for both roughing and finishing. There are flat and convex types of circles, which allows you to change the depth of the layer excavation. Ideal for cleaning surfaces before applying paint. There are two types of CLT:
- straight, for large areas when flat grinding;
- conical, for processing seams, joints and edges.
- The petal packet (KLP) or folded (KLS) circle is made in the form of a steel base with a large number of segments. The product is ideal for any materials, including plastic and steel. The largest diameter reaches 500 mm, used for manual and machine processing of surfaces, the diameter of the seat is from 30 to 100 mm. The abrasive grain size is up to 500. Such discs are intended for processing large surfaces. The ability to adjust the speed ensures high results when polishing the surface.
- The flap circle with mandrel (KLO) includes a mandrel with which it is attached to the tool. Used for processing internal cavities. A wide range of standard sizes allows you to select a product for any area of the processed parts. The grain size of KLO varies from 40 to 500, diameter - from 15 to 150 mm. This brand of discs allows you to achieve high quality processing.
Technical requirements for flap circles KO and KLO
The petals (working surface) of the wheels must be made of fabric grinding paper from normal electrocorundum, zirconium electrocorundum, black silicon carbide with grain sizes from P36 to P600 in accordance with GOST 5009 or other regulatory documentation.
The working surface of the circles must not be wrinkled, folded, covered with binder or glue, areas without grains, or damaged edges.
The arrangement of the petals in the places where they are attached in the circle should be radial, and the petals should be curved in the direction opposite to the direction of the working rotation of the circle.
The permissible unbalanced mass of flap wheels of the KL type with a maximum operating speed of up to 40 m/s must correspond to the following unbalance classes (according to GOST 3060):
2 – for circles with a diameter D up to 300 mm, 3 – for circles with a diameter D over 300 mm; with maximum operating speed over 40 m/s: 1 – for circles with a diameter D up to 175 mm, 2 – for circles with a diameter D up to 300 mm, 3 – for circles with a diameter D over 300 mm.
The mechanical strength of the wheels must ensure their operation with maximum operating speeds Vр (Vs) - 35, 40, 45, 50 m/s.
An example of a designation for a flap grinding wheel type KL, with an outer diameter of D=150 mm, a width of T=30 mm, a mounting hole diameter of H=32 mm, made of normal electrocorundum grade 14A, grit P40, made of sandpaper according to GOST 5009 (2), on fabric X, with a maximum operating speed of 50 m/s:
Petal circle for grinder
The flap disc for an angle grinder is specially made for installation on an angle grinder (angle grinder). The diameter of the circles varies, from 115 to 230 mm, including a petal disc for a small grinder. The diameter is selected in accordance with the standard size of the tool. Petal discs for a 125 mm angle grinder are considered optimal. The diameter of the mounting hole for the most common brands has a standard value of 22.23 mm. The thickness of the petal disk near its center ranges from 1.2 to 2.0 mm, depending on the diameter of the circle.
The flap disc for an angle grinder for metal is divided into separate segments - petals, which is where its name comes from. The surface of the petals is covered with a thin layer of zircon electrocorundum chips, fixed to the material with epoxy resin. A promising new product was the latest development of domestic engineers - a disk coated with pobedite chips of electric pulse crushing, fixed with heavy-duty soldering, which increases service life. You can see the petal disc for the small grinder in the photo.
Processing wooden surfaces with a grinder
If you need to process a large volume of wooden surfaces, for example, prepare a floor for painting or renovate the facade of a wooden house, a tool such as a grinder is best suited. In such cases, a petal disc for a wood grinder is used, made of petals with an abrasive coating applied to a rigid frame, overlapped, overlapping the previous one by three-quarters of the length. Discs vary in grain size, which is marked on the product. Disks are also divided by purpose. To remove roughness, use wheels with fine grain, to remove unevenness - medium, to remove old paint, you will need a wheel with large grain. The diameter of the discs is from 115 to 180 mm, including 125 mm.
Depending on the grain size, petal wheels can quickly remove an uneven layer, causing the surface to become rough, or remove all unevenness with a small layer of cut material. The correct way is to use discs with coarse and fine grains sequentially (Video). The rigidity of the wheel allows you to apply significant force when stripping to increase efficiency.
When processing wood products with complex configurations, flap discs are used, in which strips of sandpaper are arranged radially. However, using such a tool requires some skills. It is first necessary to work out the clamping force and the angle of inclination of the tool.
Features of application
Let's consider the main areas of application of petal circles:
- Finishing processing. The tool works best at cleaning weld seams, regardless of the type of metal. The flexible structure allows you to efficiently remove metal splashes, process the joint and clean up defects formed after laser cutting.
- Treatment of wooden surfaces. Owners of suburban areas know that when preparing a wooden surface for painting, the tool in question will do an excellent job of removing old paint without damaging the wood structure.
- Removing scale and rust. In terms of processing quality, flap wheels are right behind sandblasting machines. The main thing is to choose the right grain size. Otherwise, the surface will quickly become clogged and lose its abrasive qualities.
- Edge preparation. A special chamfer remover can best cope with this task. Flap devices are used when preparing products up to 6 mm thick or curved surfaces.
During operation, it is necessary to monitor the condition of the circle. Improper use may result in defects resulting in excessive wear of the abrasive or its base. This problem can also occur if you use a low quality tool.
We should not forget about personal protective equipment: it is not recommended to carry out work without gloves, a mask and safety glasses. When in an enclosed space, you must ensure adequate ventilation.