Due to a number of positive qualities, aluminum (Al) is widely used in the manufacture of various parts and products. For example, most forms of transportation on earth, from bicycles to space rockets, are made of aluminum. This is due to the fact that. aluminum and its alloys are distinguished by unique characteristics - low specific gravity, good thermal and electrical conductivity, and strength. However, when connecting parts made of this metal, difficulties often arise. For example, due to the softness of aluminum parts, fastening them with bolts is rarely used.
Argon welding is a reliable way to process aluminum, but it requires sophisticated equipment and a qualified welder. Therefore, in many cases, especially at home, cold welding is used to repair aluminum products.
Types of cold welding
Cold welding of aluminum is carried out for the restoration of instrument casings, repair of household products and work tools.
It is produced in several ways:
- Pressure welding is carried out by pressing the joined sections against each other using rods (puason). High pressure causes the destruction of the oxide layer in aluminum, which helps create a high-strength monolithic compound at the molecular level.
- The second method is similar to the previous one. The difference is the presence of pressure shear. Directed horizontal displacement is carried out along the entire length of the joined areas.
- The final method is the easiest to use - using glue based on epoxy resins. Once applied, it is able to penetrate the aluminum crystal lattice, forming a strong and durable connection.
Suture method
When using this cold welding method, the junction of aluminum workpieces takes the form of a continuous seam, which is formed using rotating rollers or a punch with a ring-shaped working part.
Scheme of the seam cold welding method
Pre-cleaned and degreased aluminum parts that need to be joined using cold seam welding are placed between one movable and one fixed roller (single-sided welding), or between two movable rollers (double-sided welding). After squeezing the rollers and the metal underneath them to the required depth, the movable rollers begin to rotate, which leads to the movement of the joined workpieces and the formation of a continuous seam.
The process of resistance seam welding on an industrial machine
The use of this technology makes it possible to weld even very large aluminum sheets, but the presence of a continuous seam pressed into the metal seriously weakens the structure. It is for this reason that when it is necessary to cold-weld flat aluminum sheet structures, spot-seam technology is used.
It involves obtaining a connection using a rotating roller on which working protrusions are located that exert pressure on the metal being welded. The seam in this case does not look like a solid line, but like an intermittent chain of welded points, which very slightly weaken the structure.
Source
Application
Cold welding for aluminum is used not only in the industrial production of any parts, but also at home. This method of connecting surfaces is indispensable when you urgently need to repair a crack in a pipe or repair a broken fastener.
Such repairs are often a temporary measure. Afterwards, the patch is removed and the defect is welded with argon, or the failed part is replaced with a new one. Cold welding on aluminum is used in situations where, according to fire safety standards, it is impossible to use conventional high-temperature welding.
How to repair a crack in aluminum
- Cylinder block crack repair
- Crack Repair Cold Welding
- Repairing a microcrack in a cylinder block or other metal body
A crack in the engine cylinder block may occur due to mechanical damage or due to freezing of the coolant. Replacing an entire block is ideal, but expensive.
If the crack touches the valve seats or cylinder bore, the product will inevitably be rejected. Any other cases allow for repairs using welding, epoxy or anaerobic glue.
Repairing a crack in the engine block with a torch or electric welding.
Before starting work, you should determine what damage the housing received. The repair technology will depend on the shape of the crack, its length and width.
Repairing a cracked cylinder block using an acetylene torch is a time-consuming and complex process that must be performed by a professional. The reason for this is local heating in the weld area, which can lead to deformation after cooling.
Before welding, the block should be heated above 600 0C, and then slowly cooled in a thermal furnace.
This is necessary to reduce stress after heating the crack.
Deformations will not appear, but this procedure requires special equipment (furnace, good welding equipment, experienced welder).
If the repair of an engine crack will be carried out without preheating the housing, then the method of electric arc welding in an argon environment should be chosen. During the welding process, do not allow overheating above 60 0C.
There may be problems associated with the material from which the engine housing is made.
The qualifications of the master and high-quality equipment do not guarantee that the tightness will be restored.
Very often, after the welding process, it is necessary to reinforce the welded seams with polymer compounds.
Is it possible to make high-quality engine block repairs without expensive equipment and in a garage?
Let's consider two alternative options for how to repair cracks in an engine without the use of expensive equipment.
This kind of work can be done by one person without any special skills and with an accessible tool.
This technology has long been successfully used in workshops to repair engine housings, compressors and pumps.
Permatex® Cold Weld Bonding Compound
The first option is when there is a crack with a width of more than 0.1 mm.
- It is necessary to accurately determine the edges of the crack and drill them with a 4-5 mm drill. Then we can make plugs to prevent further growth of the crack.
- Using an angle grinder, the crack is cut along its entire length.
You should get a channel with an angle of 90 degrees. Recommended recess depth is ¾ of the wall thickness. - The cut seam is cleaned of chips and thoroughly degreased. It is also necessary to degrease the entire surface around the crack at a distance of 5-10 centimeters.
You can use alcohol, acetone or another non-petroleum based solvent.Permatex recommends the use of professional cleaner Permatex® Non-Chlorinated Brake & Part
Permatex® High Strength Threadlocker RED
s Cleaner.
- Prepare several pieces of reinforcing fiberglass fabric, covering the repair area by 5 cm on both sides.
- The holes drilled along the edges need to be threaded. We select a bolt of such length that it does not protrude inside. We apply a high-strength thread locker to it, such as Permatex High Strength Threadlocker Red or Permatex® Red Permanent Strength Threadlocker. Apply glue to the entire thread of the bolt and screw it into the hole. Don't use too much tightening force. The glue itself will fill all the gaps, create a complete seal and strengthen the fixation.
- To seal the crack, we use Permatex® Cold Weld . This composition has sufficient fluidity to fill all irregularities, but will not flow through the through hole.
Permatex® Cold Weld has excellent adhesion to ferrous metals and aluminum.
Withstands constant heating up to 150 degrees Aim (short-term up to +177 0C), which is quite enough for the engine.
Cold Weld for Cracks Permatex® Cold Weld sets very quickly. After just 5 minutes you can apply the next layer. (We recommend applying layers up to 2mm at a time.)
- When the crack is completely closed, we proceed to further strengthen the area. To do this, apply a thin layer of Permatex® Cold Weld to a previously cleaned nearby surface. Immediately press the finished piece of fiberglass onto the area and roll it with a roller.
- crack repair diagram. 1) drill the ends of the crack and clean the area; 2) make a 90 degree recess; 3) apply glue and put fiberglass; 4) make several layers
After a few minutes, when the composition has hardened a little, apply the next layer of Cold Welding on top. The patch should slightly overlap the previous one. We recommend making several (3-5) layers.
- Leave for a day until complete polymerization. Afterwards, the area can be sanded to give it an aesthetic appearance. To speed up polymerization, the unit must be heated to 60-80 degrees Celsius for several hours. During the cold season, this procedure is mandatory.
The second option is when there is a thin crack with a width of less than 0.1 mm.
When the crack is barely visible or it is not possible to cut the crack with a sander, you can try to create a seal with a penetrating anaerobic sealant.
This technology is used in foundries to eliminate metal microporosity. There, anaerobic compounds are used in liters; we only have one tube of glue.
- Determining the edges of the crack, as in the first method, is a prerequisite.
- Cleaner for brake components and other surfaces – 82220
Clean the repair area from dirt. Degrease the crack itself very carefully, since anaerobic compounds are demanding on the cleanliness of the surface. You can even pour a little degreaser into the crack.
With professional cleaners this process is much easier because they often come in aerosol cans.
The cleaning composition under pressure easily penetrates into the crack and knocks out all the possible lubricant there.
We recommend using Permatex® Non-Chlorinated Brake & Parts Cleaner or Permatex® Pro-Strength Brake & Parts Cleaner .
- If possible, drill the edges of the crack and fix them with a bolt with a Permatex lock, as in the first option. This is desirable, but not always possible in hard-to-reach places.
- Anaerobic penetrating adhesive Permatex® Penetrating Grade Threadlocker GREEN
Immediately after cleaning the crack, it is necessary to pour Permatex® Penetrating Grade Threadlocker GREEN anaerobic adhesive into it. It's not scary if it protrudes outside.
While the anaerobic composition is in contact with air, it remains in a liquid state. And only in the gap itself will it turn into durable plastic.
Excess glue that appears can then be wiped off with a cloth.
- When the glue hardens, after about a day, you can make a patch over the seam as in the first option. (items 7-10). We will not see how the glue has hardened in the gap, because the solid composition will only be in the gap, and on the surface the anaerobic sealant is in contact with air and will be constantly liquid.
Attention! This work can only be carried out with cracks of small thickness.
In large cracks, the glue will not completely fill the space and air will get in there, which will not make the seam completely sealed.
There is no point in pouring anaerobic glue a second time, since the anaerobic composition does not harden in air.
The second method has many limitations and is new to many. But this technology has been around for many years and may be the only way out without replacing the entire engine housing.
So, to summarize: The method of repairing engine cracks using Permatex class adhesive compositions satisfies the requirements:
- the technology is accessible and inexpensive, that is, it does not require expensive equipment, tools and materials;
- performed by semi-qualified personnel;
- ensure high engine reliability after repair.
How to properly use cold welding for aluminum?
Cold welding for aluminum is designed to solve the main problem - aluminum is very poorly bolted to other elements, and it is sometimes not possible to weld it with conventional welding, for example, argon welding.
As a matter of fact, you may come across the term “cold welding” in two of its meanings – joining aluminum objects by deformation or using a special glue (“cold welding”).
Principle of strain welding
Welding of aluminum billets is carried out at room temperature, thanks to the process of plastic deformation.
During cold welding, the objects being joined are brought as closely together as possible (compressed) to each other, while the outer oxidized layer is destroyed, and intermolecular bonds arise between the crystal lattices of the parts, which form a very strong connection.
https://www..com/watch?v=rZY2ZN9dAZ8
To ensure better formation of bonds, the workpieces can, and even preferably, be pre-degreased and free of dust.
In addition to aluminum products, metals such as silver, iron, copper, lead, cadmium, nickel, etc. can be joined in this way; this method is also applicable for welding dissimilar metals that are very sensitive to heat or form intermetallic compounds.
Pressure during cold welding can be applied either statically or with variable vibration.
There are three methods of cold welding of aluminum products:
- butt;
- suture;
- spot.
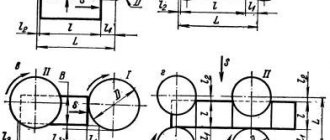
Strain welding methods
There are three main methods of strain welding. Each of them is discussed in detail below.
Spot
Method of joining aluminum plates with an overlap. The quality of the resulting joint will directly depend on the severity of the deformation of the plate at the point at which the welding was performed.
The process of fastening a part looks like this:
- One aluminum part is placed on top of another. On both sides they are both tightly fixed with clamps.
- Next, the punches are placed at certain intervals. It is on them that the point load will subsequently be applied.
- The final step is one metal is pressed fragmentarily into another.
The most obvious advantage of spot cold welding is the slight deformation of parts, which will not have a significant impact on the overall strength of the structure, since it occurs only at the points of contact of the elements, and not over the entire surface area.
Suture
An effective method for forming a continuous seam using specialized equipment. It consists of two rollers located parallel to each other.
Between them the master secures the part. Rings (punches) are attached to the working part. These elements will subsequently participate in the formation of the butt joint. Seam welding comes in two varieties: one-sided and two-sided.
Choice of product
When choosing the type of cold welding for aluminum, it is advisable to use special mixtures. Additives in the form of metal or aluminum powders are introduced into such mixtures, which make the fastening more durable.
A peculiarity of aluminum parts is the formation of a film of oxides on their surfaces. Because of this, such parts do not have sufficient adhesion (adhesion). Therefore, to connect aluminum parts, it is necessary to select products that have special additives that prevent the formation of oxides. For example, preparations with an additive in the form of steel powder can be used for welding.
In the case of joining aluminum parts and parts made of other materials, it is better to use universal welding.
There are a number of cold welding methods available on the market that allow you to reliably connect aluminum parts with other parts made of the same material or a different type of material. Some brands are shown in the table.
| Brand | T, °C | Peculiarities | price, rub. |
| Mastix (Russia) | -50…+145 | For bonding and sealing aluminum and other metals | 30 |
| Astrohim Ace-9305 | -50…+145 | For aluminum and its alloys | 80 |
| ABRO Steel (USA) | up to +260 | Universal. Demanding on surface cleanliness | 150 |
| Titan (Russia) | up to +130 | Versatile, super durable | 87 |
| Epoxy metal – Moment (Germany) | up to +160 | For aluminum and other metals | 350 |
| Almaz (Russia) | to 1315 | Heat resistant | 80 |
Cold welding with glue
Cold welding on aluminum using adhesives is available to everyone. A wide range of such compositions is available in all large hardware stores (and sometimes in simple hardware stores).
Experts recommend giving preference to waterproof and oil-resistant adhesives from well-known manufacturers that have been on the market for a long time. Also, do not buy products from the lowest price category. They rarely differ in quality and will not be able to provide the desired result.
How to choose glue?
Due to the variety of domestic and foreign products, it is difficult to make a choice.
To ensure that the result does not disappoint, you must:
- compare the characteristics of different brands;
- carefully read the instructions for use located on the packaging by the manufacturer;
- read product reviews in advance;
- pay attention to universal adhesives that are designed for gluing aluminum to other materials.
It is also necessary to take into account the range of operating temperatures, resistance to aggressive environmental conditions, and the degree of adhesion.
Of course, the list of things to pay attention to is impressive. To make the reader’s life easier, later in the article the most reliable and affordable adhesive compositions will be indicated.
When it comes to aluminum, it is wise to use plasticine-like products. This is true when repair work is carried out, as they say, urgently.
Adhesive compositions for cold welding are two-component. This means that before use it is necessary to mix the parts in strict accordance with the proportions established by the manufacturer.
Most compositions are high-temperature and capable of maintaining their properties up to +140 degrees Celsius, and some models up to plus 250 degrees. Such specimens are highly valuable.
Mandatory Precautions
Cold welding on aluminum requires compliance with certain precautions. Ignoring them may well lead to harm to the health of the employee. Therefore, it is always necessary to carry out all manipulations in special clothing and safety glasses.
Don’t forget about gloves; working with bare hands is strictly prohibited. Even very small pieces of glue can cause irritation if they come into contact with exposed skin. If this happens, your hands should be washed immediately with hot water.
The workroom must be equipped with an exhaust hood. Also, a supply of fresh air must be provided throughout the entire working process. Otherwise, there is a risk of poisoning due to inhalation of vapors of epoxy resin and solvents.
Pros and cons of the adhesive technique
Cold welding on aluminum, if done in accordance with all rules and regulations, produces a sealed seam that is resistant to destruction even when exposed to strong vibrations. This effect is achieved due to sufficient elasticity of the connection.
Now, directly to the advantages of glue welding:
- cheap work;
- the small amount of time required to wait between the completion of repairs and the start of use of the item;
- no waste or energy costs;
- experience is not required;
- helps to weld aluminum with materials that have a different molecular composition.
However, at the same time, the specifics of the welding method imposes a number of restrictions on its use.
Review of popular tools used for aluminum welding
There are many adhesive compositions. Inexperienced repairmen may have a reasonable question: “Which one is better to choose so as not to make a mistake?” It's worth looking into this! Below are the most common and reliable brands that are trustworthy.
Permatex
Multi-purpose compound made on the basis of epoxy resin. Resistant to vibrations and external physical influences. Suitable for joining plastic, wood, rubber, glass and metals (including aluminum). It has a liquid composition and is applied by squeezing out of a tube.
Glue characteristics:
- not subject to corrosive processes;
- primary hardening occurs in 4 minutes;
- is able to maintain its properties up to +170 degrees Celsius;
- not affected by acids and alkalis.
ASTROhim
Helps you easily weld aluminum at home. Also suitable for wooden and ceramic products. Often used to restore threads.
For this purpose, the prepared mixture is spread on the old part of the thread, after which the bolt is screwed in. After this, after 20 minutes the bolt must be unscrewed; the new thread will be ready after just 90 minutes.
Main characteristics of the glue:
- setting time is 20-25 minutes;
- It is permissible to carry out other work on the product being repaired after an hour and a half;
- the composition retains its properties in the temperature range from -60 to +140 degrees Celsius;
- The period for applying the mixture after mixing the components is 7 minutes (it is advisable that the ambient temperature be at +20 degrees Celsius).
Anles Uniplast-universal
Two-component composition (epoxy resin and hardener). A worthy option that allows you to cold weld aluminum in a matter of minutes. You can continue working with the product a day after applying the composition.
Main characteristics of Anles Uniplast-universal:
- wide range of operating temperatures (from -45 to +120 degrees Celsius);
- welding demonstrates resistance to oils, gasoline and water;
- It is permissible to apply and adjust the position of the composition on the working surface within 25 minutes after mixing the components.
Metaflex
Cold welding on aluminum with this glue will be done within a few minutes. The two-component mixture will completely harden 20 minutes after application. You can correct its position on the parts within the first 15 minutes.
The composition is famous for its resistance to oils and moisture. Able to withstand temperatures from -60 to +150 degrees Celsius. The cost of the product is quite affordable; for 60 grams in construction stores they ask from 250 to 320 rubles.
Weicon Repair Stick ST Aluminum. Repair rod
Weicon Repair Stick ST Aluminum is a repair stick that is used to repair plumbing pipes, repair visual damage to the trim of ships, boats, cars and window frames. The rod consists of epoxy resin with copper filler. Refers to repair sticks.
Weicon Repair Stick ST Aluminum Cold Welding Steps:
- The surface of the parts to be joined is cleaned of dirt, treated with sandpaper, and degreased.
- Using a stationery knife, you need to cut off the required part from the rod, wet your hands and knead the glue in your fingers.
- Apply to the broken part and press for 20 minutes.
It is advisable to continue working with the glued product after a day.
Characteristics:
- At 20 degrees, the pot life of the composition is 4 minutes.
- Resistant to temperatures from -50 to +120° C.
- Total curing time is 24 hours.
You can work with the adhesive from +10 to +35° C.