Induction heating is a method of non-contact heat treatment of metals capable of conducting electrical energy under the influence of high-frequency currents. Induction heating has become increasingly used in enterprises for high-temperature processing of metals. Today, induction equipment has been able to take a leading position, displacing alternative heating methods.
Introduction
The final technological operation in the manufacture of steel gear parts is hardening with high frequency currents (HFC).
In mechanical engineering, it is customary to call a small gear a gear, and a large one is more often called the “wheel” of a gear. The most important parameters of gears are module, pitch, tooth height, number of teeth and lug circle diameter [1]. Gears with a module greater than 6 mm are processed in an induction installation; the resulting hardened layer depth is approximately 1.6 mm.
In a single-turn HDTV inductor with a concentrator, surface hardening of the tooth is carried out, the core of the tooth remains “raw” [2].
HDTV induction installations of the “Petra-0501” type are also used with hardening in a ring inductor.
Surface hardening of gears with a small module, less than 6 mm, is carried out in a ring inductor with a large number of turns.
How is the temperature selected?
Compliance with the technology must be accompanied by the correct choice of temperature range. Basically, everything will depend on the metal being processed.
Steel is classified into several types:
- Hypoeutectoid – carbon content up to 0.8%;
- Hypereutectoid – more than 0.8%.
Metal containing carbon is not subject to hardening, as the result is very low hardness.
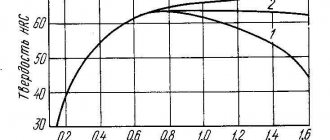
Hypoeutectoid steel is heated to just above that required to convert pearlite and ferrite to austenite. Range from 800 to 850 degrees. After this, the part is cooled at high speed. After rapid cooling, austenite is transformed into martensite, which has high hardness and strength. With a short holding time, austenite with a fine-grained structure, as well as fine-needle martensite, is obtained. Steel gains high hardness and low brittleness.
Hypereutectoid steel heats up less. Range from 750 to 800 degrees. In this case, incomplete hardening is performed. This is explained by the fact that such a temperature makes it possible to retain in the structure a certain volume of cementite, which has a higher hardness compared to martensite. Upon rapid cooling, austenite is transformed into martensite. Cementite is preserved by small inclusions. The zone also retains carbon that has not fully dissolved and has turned into solid carbide.
High-frequency induction installation for surface hardening of large-module gears
High-frequency induction installations are used for surface hardening with an individual inductor design [3].
To harden large-diameter gears, the method of surface hardening of the tooth is used by moving the inductor in the cavity between the working surfaces of two adjacent teeth. The inductor is heated by HDTV, and then moves from the sprayer (shower) from bottom to top along the tooth of the wheel. Automation of the process and stabilization of the inductor current ensure repeatability of the quality of the hardened layer of the wheel. Installation of a gear wheel of large dimensions and mass, rotation of the wheel, its lifting, and removal are provided by a hoist.
The induction heating installation includes a Petra-0120 frequency converter and a Petra-0305 heat exchange station, a block of power capacitors and an HF output transformer with a set of inductors for cooling process water from the cooling tower.
A single-turn inductor for such an installation must have great mechanical strength, be designed for a low effective voltage (20–50 V) and provide the flow of a high high-frequency current (3–5 kA).
In Fig. Figure 1 shows a high-frequency induction installation for surface hardening of large-module gears.
Rice. 1. “Petra” HDTV induction installation for surface hardening of large-module gears
Composition of the induction HDTV installation of the “Petra” type:
- heat exchange cooling station “Petra-0395 ST”;
- thyristor converter “Petra-0120”;
- compensation unit for electrothermal capacitors;
- transformer matching block;
- inductor;
- remote control panel;
- wheel moving equipment;
- rotary table of the hardening mechanism.
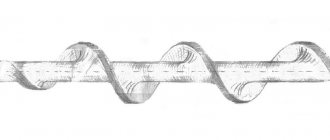
In Fig. Figure 2 shows a magnetic concentrator during induction heating for high-frequency hardening of coarse-grooved gear wheels with a tooth template.
Rice. 2. Magnetic concentrator of the inductor along the tooth cavity for surface hardening of high-frequency frequencies
The loading/unloading mechanism is controlled by a programmable logic controller. All technological parameters of the heating mode are displayed on the operator panel.
Recommendations
Notes
- ^ a b
Rudnev et al. 2002, paragraph 39 - ^ a b
Rudnev et al. 2002, paragraph 58 - Rudnev et al. 2002, paragraph 59
- ^ a b
Rudnev et al. 2002, paragraph 1 - Rudnev et al. 2002, paragraph 2
- Rudnev et al. 2002, paragraph 249
- Rudnev et al. 2002, paragraph 250
Bibliography
- Davis, John; Simpson, Peter (1979), Handbook of Induction Heating
, McGraw-Hill, ISBN 0-07-084515-8. - Rapoport, Edgar; Pleshivtseva, Yulia (2006), Optimal control of induction heating processes
, CRC Press, ISBN 0-8493-3754-2. - Rudnev, Valery; Without love, Don; Cook, Raymond; Black, Mika (2002), Handbook of Induction Heating
, CRC Press, ISBN 0-8247-0848-2.
Thyristor frequency converter "Petra-0120"
Petra frequency converters are used when deep heating with subsequent hardening is necessary and for surface hardening [3–6, 8]. The power in the load is regulated by changing the frequency of the output current of the converter at an operating frequency of 2.4–22 kHz. The Petra series of thyristor converters covers the power range of 30–160 kW.
Thyristor frequency converters are autonomous inverters that convert direct current into alternating current with an adjustable frequency. The stand-alone converter is connected to a load not connected to the AC mains.
Autonomous resonant thyristor inverter with freewheeling diodes is designed for installation of induction heating. Power components of the inverter: power thyristors installed on coolers; back-to-back HF diodes, power switching capacitors, inductive chokes, HF output transformers.
In Fig. 3 shows thyristor frequency converters “Petra-0120”.
Rice. 3. Thyristor frequency converters “Petra-0120”
The Petra-0120 series of semiconductor thyristor frequency converters (TFC) covers the power range of 30–160 kW. Typically, a frequency converter is used for heating as part of hardening installations and other installations; it replaces the previously used frequency converters of the TPC-160 type and machine frequency converters of the VPC type.
The Petra installation does not require a special room for installing a frequency converter.
In Fig. Figure 4 shows a general view of the Petra-0120 converter and the connection cabinet for the thyristor frequency converter.
Rice. 4. General view of the Petra-0120 converter and connection of the thyristor frequency converter
An autonomous independent inverter of a high-frequency thyristor converter receives power from an uncontrolled rectifier connected to a three-phase AC network through an emergency shutdown device - a DC thyristor switch.
Table 1. Technical data of converters of the Petra-0120 series
| Type of converters | Technical data of Petra-0120 series converters | |||||||||
| 30×22 | 63×10 | 63×18 | 100×2,4 | 100×4 | 100×8 | 100×10 | 160×2,4 | 160×4 | 160×8 | |
| Pout, kW | 30 | 63 | 100 | 160 | ||||||
| Fload, kHz | 22 | 10 | 18 | 2,4 | 4 | 8 | 10 | 2,4 | 4 | 8 |
| Upit, V | 380×50 Hz | |||||||||
| Uout, V | 400, 800, 1600 | |||||||||
| Pout, % | 10–100 | |||||||||
| Efficiency | 0,85 | |||||||||
| Weight, kg | 270 | 380 | 420 | |||||||
| Water consumption, m3/h | 0,6 | 1 | 1,6 | |||||||
An uncontrolled bridge rectifier reduces interference into the power supply. If necessary, a non-contact converter protection device ensures that the converter is switched off.
The power regulation of a thyristor converter in an oscillating load is performed by changing the frequency of the converter output current.
A series stand-alone inverter with a DC choke and an uncontrolled bridge rectifier provides fast, non-contact protection for the frequency converter during emergency conditions.
A thyristor frequency converter has been developed, which provides:
- frequency control of converter power to heat the load;
- automatic adjustment of the frequency converter under variable load;
- power control range 10–100%;
- high power factor relative to the supply network;
- effective fast-acting non-contact protection.
In Fig. Figure 5 shows the dimensions and main dimensions of the Petra-0120 series cabinet.
Rice. 5. Dimensional drawing of the frequency converter cabinet of the “Petra-0120” series
The specially designed, welded, rugged cabinet provides sealing, low noise, but is heavy and has eye bolts to move the static converter.
On the front of the cabinet there is a control panel, on the right there is a power input from a three-phase network, an output of special power cables to the HF, on the reverse side there is an input for cooling “clean” water.
Cooling of power converters of the Petra-0120 series provides the necessary flow of technical water: condenser unit; transformer matching block and inductor.
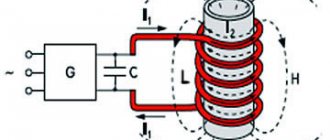
Heating inductor HDTV
(Latin inductor, from induce - I introduce, find, encourage) an electromagnetic device designed for induction heating of HDTV. The HDTV inductor consists of two main parts - an inductive wire, with the help of which an alternating magnetic field is created, and current leads for connecting the inductive wire to a source of electrical energy. A body conducting electric current, placed in a magnetic alternating field, heats up due to the thermal effect of eddy currents induced in areas of the product directly covered by the inductive wire. Basically, all types of HDTV inductors can be divided into two types: simultaneous and continuous-sequential heating. In the first case, the area of the inductive wire is approximately equal to the area of the heated surface, which makes it possible to simultaneously heat all its sections. In the second method, the heated product is moved relative to the induction wire, sequentially heating sections of the surface of the product.
Heat exchange station "Petra-0395 ST"
The heat exchange station monitors the presence of water flow through the internal cooling channels of the thyristor frequency converter.
The water cooling system of the installation maintains the cooling intensity of the induction complex, pressure control at the input of the cooling channels of the Petra frequency converter, a battery bank of furnace capacitors, the distilled water pressure at the outlet is 0.2 MPa.
Non-operating modes during TFC operation are possible when the operating currents are exceeded, the installation is insufficiently cooled or there is no water flow in the cooling channels.
To increase the reliability of the TFC in the event of a malfunction, temperature sensors of the heat exchange station are used in individual channels of the water cooling system.
In Fig. Figure 6 shows a view of the Petra-0395 heat exchange station and overall dimensions. Technical characteristics are given in table 2.
Rice. 6. Type of heat exchange station and overall dimensions of “Petra-0395”
Table 2. Technical characteristics of a heat exchange station of the “Petra-0395” type for thyristor frequency converters “Petra”
| Heat exchange surface area, m2 | Removable heat losses, not less, kW | Installation weight, no more, kg |
| 1,92 | 40 | 220 |
| 2,56 | 60 | 230 |
| 3,04 | 80 | 240 |
| 5,85 | 160 | 310 |
| 7,35 | 175 | 335 |
Note. Equipment parameters may differ from the table values.
The Petra-0395 heat exchange station (plate heat exchanger) is manufactured with double-circuit cooling of induction equipment. The diameter of the conventional connected pipe is 1 inch.
Vehicle power supply from a single-phase network is 220 V × 50 Hz.
The water flow channels of the heat exchange station are corrosion-resistant hoses in the internal circuit. Distilled water is circulated using a pump with a volume of about 30 liters of “clean” water. Through the heat exchanger, the water transfers heat to the external process water circuit.
With a process water flow rate of at least 3.74 m3/h, the maximum inlet temperature of process water does not exceed +25 °C. The maximum temperature of distilled water at the inlet should be no more than +45 °C [9].
In Fig. Figure 7 shows the control panel “Petra-0395”.
Rice. 7. Control display panel of the heat exchange station “Petra-0395”
The control system of the heat exchange installation provides an indication on the panel, which displays the single-phase power supply network of the pump, the “Start the installation” button, and the “Stop the installation” button.
The TC panel indication displays the status: (stop/not ready), water temperature for the frequency converter, external input water, temperature difference in the heat exchanger; external water flow, heat exchanger clean water level, front door, rear door status; in case of an accident, lack of water flow, vehicle device error “not ready”; resistance water, technical water quality.
The heat exchange station control system implements the following functions:
- control and digital indication of the temperature of distilled and process water;
- control in the process water flow circuit;
- control of distilled water level;
- temperature control in the distilled water circuit;
- temperature control in the process water circuit.
If the parameters go beyond the established limits, the control system of the heat exchange station turns off the induction heating equipment. The channel through which the equipment was turned off is remembered and displayed on the front panel of the control unit.