To harden a spring means to subject it to heat treatment in order to increase the strength, elasticity, hardness and ductility of the product, which will ultimately affect the physical and chemical properties and service life. The essence of the process is heating to a temperature at which the metal structure transforms into a special state, and high-speed cooling in various environments, including cooling in air. The choice of hardening technology depends on the grade of steel from which the spring is made and the diameter of the wire. This operation is performed in industrial and home conditions.
A homemade spring is not recommended for use in devices operating under increased loads.
Heat treated springs for corrosion protection
Heat treatment of springs is a generalized name for operations such as heating, holding and cooling of these products.
The main goal of such processing is to obtain the specified parameters and properties of elastic products, which is achieved by changing the internal structural structure of the metal alloys used in each specific case. To achieve this goal, steels/alloys are heated to a certain temperature, maintained under such conditions for a precisely specified time and cooled, depending on the technology, in a fast or slow way.
Such processing may be an intermediate operation in the technological process of manufacturing elastic parts, in which case it serves to improve the results of subsequent operations (pressure processing, cutting, etc.). If such processing is the final stage of the technological process, then it is carried out to ensure the specified properties of each product.
Publications "Sigma-Test"Heat treatment of alloys
[ 35
]
In the solid layer, plastic deformations occur, causing hardening, accompanied by residual internal stresses. When heated (for heat treatment), due to stress relaxation, products may become deformed. The use of intermediate annealing during machining makes it possible to eliminate the resulting deformations that fall within the machining allowance; Thus, before the last machining operation (before heat treatment), the workpiece will be practically free of internal stresses, thereby eliminating
a possible source of deformation during heat treatment.
Hot straightening using the thermal tension method. This method can be successfully used for hollow products with a relatively small cross-section. As an example, we will give the straightening of sheet shells made of steel grade X18N9T, with a diameter of 300-500 mm, a wall thickness of 6-8 mm. The use for this purpose of a mandrel with sliding sectors and an autonomous device for creating force during heating (Fig. 20) provides sufficient radial deformation during the annealing process and practically corrects any ellipticity of shells of this type.
The mandrel consists of a central rod / made of X17N2 steel with a low thermal expansion coefficient, an intermediate sleeve 2 with external cones, a sleeve 5 and sliding sectors 3 made of XI8H9T steel with a high thermal expansion coefficient. When heated, the intermediate sleeve 2 and sleeves 5, elongating more than the rod, expand the sectors 3, profiled along the diameter of the shell, and, eliminating ellipticity, give the product the correct shape.
With a height of the upsetting device of 1 m, an annealing temperature of 750 °C and a cone of the intermediate sleeve of 70°, the radial expansion of the sectors is 8 mm, i.e. the mandrel can eliminate ellipticity of 16 mm.
Thus, annealing of shells on mandrels with sliding sectors and with an independent source of radial force, based on differences in the coefficient of linear expansion of the mandrel materials, effectively reduces the ellipticity of shells made of sheet steel. The described hot straightening method can be used for a wide range of products.
Heat straightening of thin-walled cylindrical products. This method allows you to combine heat treatment processes (annealing, hardening) with fixing the required shape. If the heated product is put on a mandrel and they continue to be heated together to the required temperature, then when the coefficient of linear expansion of the mandrel material is greater than the coefficient of linear expansion of the material of the product,
Rice. 20. Mandrel with autonomous upsetting device
If the gap between the mandrel and the product disappears. During cooling (at a speed corresponding to this type of heat treatment), simultaneously with heat treatment, the process of straightening the product occurs, since the product located outside cools faster (Fig. 21), in addition, the mass of the product is significantly less than the mass of the mandrel.
Mandrel seating
Disembarkation
%S00 I
I call
Heat
| Heating of the dressing | OyupzhVemsh | ||||
| ijr | |||||
Time, min
Rice. 21. Changing the temperature of the product and the mandrel during thermal straightening; / — Product temperature; 2 — temperature of the inner surface of the mandrel; 3—mandrel body temperature.
If high tempering is carried out, then after the cooling temperature reaches 200-300 ° C, the product with the mandrel is placed in water. The product cools faster than the mandrel, and the resulting gap between them makes it easy to separate them. The mandrels are made of steel (grade 20) or cast iron. When using SCh 12-28 cast iron, the number of permissible straightenings without regrinding during heat straightening combined with annealing reaches 50.
47. Overcoming deformations using the phenomenon of superplasticity of alloys
When considering methods of deformation-free heat treatment, special attention should be paid to heat fixation, which has been used for a relatively long time in special types of production, for example, when hardening car springs with fixing the desired shape during this operation, when fixing the shape of spiral springs on mandrels during medium tempering, when creating the required gap in the piston ring lock at 500-550 °C, etc. The listed methods of heat fixation, which give very good results, are based on the use of the phenomenon of superplasticity, which occurs briefly in steel (and other alloys) during phase transformations during heat treatment. This phenomenon has now been studied in detail.
| / | |
| 1 | |
| u/i/l | |
and there is a real possibility of deliberately using it for deformation-free heat treatment. It is now possible to control the heat setting process, that is, to know at what point in the operation and what magnitude to apply the load. It is known that the ductility of steel during phase transformations (accompanying heat treatment operations) increases from 3 to 20 times, depending on the type of phase transformations, the chemical composition of the steel and other reasons. An anomalous increase in ductility occurs, as a rule, in the range of time and temperatures of phase transformation, which makes it possible to use the superplasticity of steel for practical purposes.
The greatest increase in ductility occurs during quenching during the transformation of austenite into martensite (up to 20 times); during the transformation of retained austenite into martensite (during cold treatment), ductility increases up to 10 times; during pearlite decomposition of austenite (annealing, normalization), ductility increases by four to five times and in processes during holidays - two to three times. It should be noted that plasticity increases unevenly in the temperature range of phase transformation. The maximum effect of increasing plasticity occurs, as a rule, in the initial period of the phase transformation.
Thus, the use of superplasticity solves the problem of overcoming deformations in the process of manufacturing products during their heat treatment. This achieves the following advantages:
1) prerequisites are created for heat treatment of products in their final manufactured form, as a result of which an increase in structural strength and an improvement in the performance qualities of products are achieved;
2) conditions are created for the introduction into production of progressive methods of shaping products (precision casting, precision stamping, etc.), since there is no need to protect products from deformation due to increased allowances for machining;
3) production costs of manufacturing products are reduced by reducing the labor intensity of machining and saving metal; the quality of products is improved due to the elimination of straightening operations;
4) conditions are created for the automation of heat treatment processes during continuous production.
A progressive method of deformation-free heat treatment using the phenomenon of superplasticity of alloys is used at domestic factories and abroad. Let's give a few examples. Gear wheels and gearboxes of the T-YuOM tractor are made of steel grade 20KhGNR and have a splined hole (Fig. 22), involute splines with a module of 425 n 3.5 mm.
Fig. 22. Gear with mandrel
During conventional heat treatment (without mandrels) during carburization in a solid carburizer and hardening along the diameter of the hole, significant deformations occurred, two to three times higher than permissible.
Elimination of deformation was achieved by using smooth, rigid mandrels onto which the gears were placed after heating for hardening before immersion in oil. During the process of phase transformations of steel, the gears were fixed on a mandrel to the required size. Due to the fact that the mandrel touches the product in the hole along the limited planes of the splines, the quenching liquid freely flows into the spline grooves, creating uniform hardening along the hole. After cooling, the mandrel is pressed out using a hydraulic press.
Rice. 23. Hardening device with an electromagnetic plate
Rice. 24. Straightening device
flat tool: / - clamp; 2 - base; 3-wedge
Good results are obtained by hardening flat parts such as friction clutch discs on an electromagnetic plate (steel grade ZOKHGSA, outer diameter 380 mm, inner diameter 300 mm, thickness 4-6 mm, hardness HRC 28-35). In Fig. Figure 23 shows a hardening device with an electromagnetic plate. This is a ring electromagnet with an external attracting armature, which serves as a hardened part. The magnet body consists of steel rings 1 and 3, connected at the bottom by a base 4, and at the top by a non-magnetic insert 5. A winding 2 is placed between the rings. A strip in the form of steel rings 10 and is attached to the body. A brass strip 9 is stamped into the gap between the strips. An annular channel is formed inside the poles for supplying coolant. Holes are drilled on the top of the end surface and radial grooves 12 are milled. Part 8, warmed to the hardening temperature, is placed on the switched-on electromagnetic plate. Oil is supplied into the annular cavity through pipe 6, which is then fed through vertical holes and
These grooves are supplied to the part to be hardened. At the same time, the part is poured with oil through sprayer 7.
During the hardening process, an initially non-magnetic part (in the austenitic state) is attracted by the plate upon reaching the martensitic transformation temperature, which ensures effective overcoming of deformations in the range when the steel has superplasticity. Upon completion of hardening, reverse current is supplied to the plate winding for a short time (1.5-2 s), which allows the part being hardened to be demagnetized.
An oil-cooled electromagnetic plate should find wide application in industry as a simple and at the same time reliable device for strain-free hardening of flat parts.
When working with an oil-cooled electromagnetic plate, it is possible to quite simply and within a wide range change the hardening conditions (force of force, duration of its application and other characteristics) by adjusting the electrical parameters.
In recent years, mechanized straightening of spiral cylindrical drills has been carried out during the hardening process. After heating for hardening, the drills are subjected to intermediate cooling in a liquid medium at 300-650 °C, then they enter a multi-position automatic leveling machine, where they are clamped between rollers, with which they grow under a stream of emulsion, and, being in this position for martensitic transformation, drills remain straight. Their runout usually does not exceed 0.03-0.08 mm, which is acceptable.
Some flat tools made of high-speed steel (circular saws, cutting and slotting cutters, hacksaw blades, etc.) are subjected to relaxation straightening during tempering after hardening; they are clamped between two faceplates (Fig. 24), which are tightened with bolts or a wedge and placed in a tempering furnace . After each release, the nuts of the clamping device are tightened to capacity or the wedge is tightened, which makes it possible to gradually reduce the deformation of the tool.
CHAPTER XII
QUALITY CONTROL OF PRODUCTS AFTER HEAT TREATMENT
48. Tensile, compression, bending tests>1b
When manufacturing critical products, mechanical tests are provided to control the quality of the metal and heat treatment. To do this, from a batch (cage) of products that have been subjected to heat treatment according to the same regime in the same furnace, a certain number of products are selected from which standard samples are made for research in the laboratory. * The number of tested products and samples is determined by the technological process.
Sometimes a part of the metal is cut off from a product or semi-finished product without damaging the workpiece, from which test samples are made.
Tensile test at high temperature. Tensile tests are carried out on tensile testing machines consisting of the following main parts: a mechanism for loading (deforming) the sample; mechanism for transmitting tensile force; mechanism for measuring tensile force. Typically machines with breaking forces of 20, 40, 50, 300 and 500 kN are used.
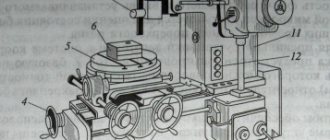
In Fig. 25 shows a universal machine with a small breaking force of 50 kN, and in Fig. 26 is a diagram of this machine. Loading in this machine is carried out manually by rotating the handle or by an electric motor.
The rotation of the nut / creates a translational movement of the lead screw 2 with the gripper 3. The downward movement of the gripper leads to stretching of the sample 4. The tensile force is measured through the gripper 5, the rod 6, the lever system and the pendulum 7. The angular movement of the pendulum using the rack 8 and gear leads to to the deflection of the arrow on the scale 9. The scale divisions correspond to different loads. The machine is equipped with a charting device 10 for antomatic recording of the loading curve.
In Fig. 27 shows the types of samples used in tensile testing - round and flat; the dimensions of these samples are given in table. 192. Thickenings at the ends of the samples are made for better clamping of them in the grips of the machine. During continuous loading when tested on a tensile testing machine, the sample is first stretched (deformed) and then destroyed.
In Fig. Figure 28 shows the deformation curve of the sample under the influence of tensile forces. The load is deposited along the vertical OSG, and the elongation is reflected along the horizontal one. Up to point a, the sample is deformed elastically; after removing the load, the sample returns to its original state. In section ab, under constant load, the sample material flows. Then, to further deform the sample, the load must be increased. After reaching the maximum value at point c, the load decreases and destruction of the sample occurs at point d.
Rice. 25. General view of a testing machine with a breaking force of 50 kN
| [ 35 ] |
Types of springs
Springs are elastic parts, mainly used in industries such as mining, oil and gas, energy, mechanical engineering and machine tools, and others.
The most common types of them are:
- - Sprains. Under axial load, their length increases, whereas in the initial state the coils are in contact. They experience torsional and bending stresses.
- - Compression. Under axial load, their length decreases; in the initial state, the turns are located at a pitch distance (determined depending on the specifics of the application). They also experience torsional and bending stresses.
- — Torsion - the load is applied in a plane that is perpendicular to the axis of the product. They work to twist and exert a turning moment of force.
- - Bend. By slightly deforming, they can transmit great force.
Materials. Making springs
0
Materials. Making springs
Springs are made from carbon and alloy steels with a carbon content of 0.5-1.1%. Springs with a wire diameter of up to 10 mm are made from carbon steel; from alloy steels - springs operating at high voltages or elevated temperatures, as well as springs with large wire sections (20-30 mm in diameter) to ensure hardening to the full cross-section.
Silicon additive (up to 2%) increases the elastic properties of steel and resistance to repeated impact loads. Vanadium (0.1-0.2%) and tungsten (up to 1.2%) are introduced to increase mechanical properties and heat resistance. For critical springs, tungsten-silicon and chromium-silicon-vanadium steels are used, which have the highest mechanical properties.
Springs operating at elevated temperatures are made from chrome vanadium steel type 50HFA (heat resistance up to 300°C), tungsten-silicon steel type 65S2VA (up to 350°C) and steel 40X13 (up to 450°C).
For springs operating at temperatures above 500°C, special steels with a high content of Cr, V, Mo, W are used.
In table 57 shows the main materials used for the manufacture of springs and their mechanical properties after heat treatment. Elastic modulus of spring steels E = (2.1–2.2) 105 MPa, shear modulus G = (7.6–8.2) 104 MPa.
The fatigue resistance of spring steels depends little on the chemical composition and is largely determined by the state of the surface layer. Decarburization of the surface layer during heat treatment, local defects (corrosion, nicks, scratches, abrasion during wear) sharply reduce the endurance limit. A significant increase in fatigue resistance can be achieved by polishing and especially cold-hardening of the surface layer (drawing, shot blasting).
The endurance limit under zero cyclic loading averages 400–600 MPa.
The strength of spring steels is very dependent on the diameter of the wire, increasing sharply with decreasing diameter. As an example in Fig. 856 shows the strength indicators of cold-rolled wire as a function of diameter. The strength of small diameter wire (0.2-1 mm) is approximately twice that of large diameter wire (8 mm). The diameter of the wire should be taken into account when choosing permissible stresses when calculating springs.
For the manufacture of springs operating in conditions of high humidity or in contact with chemically aggressive media, corrosion-resistant steel 40X13 or copper-based alloys are used. In table 58 shows the most commonly used copper alloys and their mechanical properties.
Elastic modulus of copper-based alloys E = (1.2-1.3) 105, shear modulus G = (4.5-5) 104 MPa.
Beryllium bronzes have the highest anti-corrosion properties and the greatest fatigue resistance. The combination of these properties with high electrical conductivity determines the widespread use of beryllium bronzes for the manufacture of springs in electrical engineering. In addition, beryllium bronzes are characterized by high constancy of elastic properties and an almost complete absence of hysteresis, and for this reason they are often used for the manufacture of elastic elements of precision instruments.
Springs made of copper-based alloys are paramagnetic and are used in cases where it is necessary to eliminate the influence of magnetic fields.
Spiral springs made of small diameter wire (up to 10 mm) with a ratio D/d>4 (D is the average diameter of the spring; d is the diameter of the wire) are produced by cold coiling. Springs with a ratio D/d<4, as well as springs made from wire of large sections, are wound hot.
With cold winding, two options are possible:
1) the wire is wound in a heat-treated state or after cold drawing and after winding is subjected to a low tempering (200-300°C) to relieve stresses arising during winding;
2) the wire is wound in an annealed state and, after winding, is subjected to quenching and tempering.
According to the first method, springs are made from carbon steels, for example, from piano wire and cold-rolled wire with a diameter of 0.2-8 mm, as well as from silicon-tungsten and chrome-vanadium steels.
Piano (patented) wire is made from high-quality high-carbon steel (~ 1% C) and subjected to isothermal hardening (heating to 870-950°C) followed by exposure to molten lead up to 500°C (patenting). After heat treatment, the wire is subjected to gauge drawing; As a result of cold hardening, the wire acquires exceptionally high strength (up to σв = 3000 MPa).
Springs are similarly made from cold-rolled wire, which is produced in three strength classes: normal H, high P and high B, divided into groups I-II (for classes H and B) and I-III (for class P), depending on the viscosity.
Alloy steels (with the exception of silicon-tungsten and chrome-vanadium steels) are subjected to heat treatment after coiling: quenching in oil at 800-850°C and subsequent medium tempering at 400-500°C.
To avoid decarburization of the surface layer, heating for hardening is carried out under a layer of charcoal powder or cast iron filings. Heat treatment modes are developed in detail for each steel grade and are subject to strict adherence in order to obtain the highest strength values.
Springs wound in a hot state are subjected to mandatory heat treatment after winding. Winding is carried out at 800-1000°C.
Springs made of BrO4TsZ and BrKZMts1 bronzes are wound in the delivery state and, after winding, are heated to 100–150°C to relieve stress. Springs made of beryllium bronzes are quenched in water at 800°C, and then tempered at 250-350°C.
Steel springs for critical purposes, operating under cyclic load conditions, are subjected to shot blasting after heat treatment.
The final step in spring manufacturing is the application of a coating to prevent corrosion. Steel springs are usually galvanized, cadmium-plated, nickel-plated, chrome-plated, phosphated, etc.
What qualities are required from springs?
These components are subject to special requirements, which is due to their importance for the efficient and trouble-free operation of the entire device, instrument, or unit. Their main quality is the ability to deform (change their size) under the influence of externally applied load and restore their original shape and size when the external influence stops. During deformation, energy is accumulated, and when it returns to the initial state, it is transferred.
Important characteristics of elastic elements:
- — Strength under load, which can be static, dynamic, cyclic.
- - Good plasticity.
- - Endurance.
- — Significant elastic limit.
- - Relaxation resistance.
From a technological point of view, such parameters as deep hardenability, low ability for decarburization and growth of structure grains during heat treatment are important. In addition, the sensitivity to temper brittleness and the critical hardening rate should be low.
With all the variety of types of springs and cases of their use, each of these parts requires guaranteed recovery after the load is removed; this determines the features of their operation and, accordingly, manufacturing.
Heat treatment is precisely intended to preserve the shape and elastic properties of the springs throughout the design service life.
Materials used
High demands are placed on the production of springs, starting with the selection of a material whose characteristics would meet certain requirements.
Accordingly, it is important how these materials will behave in processing, including thermal processing.
For large springs (made from a rod of 8 mm in diameter), the most commonly used are structural spring steel 60S2A, 50KhFA, 51KhFA, 60S2KhFA GOST 14959-79 and other similar alloys.
For small (up to 8 mm diameter) - steel 60S2A GOST 14959-79, wire B-2 GOST 9389-75, any wire according to GOST 9389-75 grades A, B, B classes 1,2,3 and other similar alloys.
For work in aggressive environments, stainless steels 08Х18Н10Т, 10Х18Н10Т, 12Х18Н10Т are used.
Types of heat treatment
The main types of heat treatment of metals/alloys used in the production of springs include:
- — Annealing - products are heated to a temperature corresponding to the transformation range, maintained in this state for a certain time and slowly cooled along with the furnace. Improves the structure of the metal, increases viscosity, while slightly reducing hardness.
- — Normalization - products are heated to the austenitic state (the temperature exceeds the corresponding transformation range), after which they are cooled naturally in air. Helps improve structure, increase mechanical parameters and level internal stresses.
- - Quenching - heating is carried out to a temperature corresponding to the transformation range or slightly higher, they are kept in this state for some time, then cooled quickly, mainly in oil, although it is possible in another environment. Provides the metal with high strength properties, good hardness and wear resistance. However, it also increases brittleness, the inability to withstand shock loads and bending, so it is usually tempered after it.
- — Tempering - low, medium, high - heating to a temperature below the corresponding transformation range (up to 250 degrees, 350-500 degrees and 500-680 degrees), remaining in this state for some time and then cooling. Increases viscosity, plasticity, relieves residual stresses, improves performance, and slightly reduces strength.
- — Aging – can be natural (long exposure under normal conditions) or artificial (short exposure at low temperature heating). Helps stabilize geometric dimensions and spring properties.
- — Capturing – cold or hot – holding under load at normal temperature or in a hot oven (for springs used at high temperatures). Increases the elastic limit, safety margin, reduces the level of maximum stresses during operation. This is always the final operation, after which no heat treatment is allowed.
Requirements for wire and its diameter
Steel wire for the manufacture of a spring, which will subsequently be hardened, must meet the requirements specified in GOST 14963-78. According to the document, it is classified according to the following criteria:
- winding method (cold and hot);
- method of surface finishing (without finishing and with finishing);
- manufacturing accuracy (normal and increased);
- class of mechanical properties (general and critical use);
- diameter (from 0.5 to 14 mm);
- type of delivery (in rods or coils).
At industrial enterprises, springs are made from wire with a diameter of no more than 16 mm using the cold winding method, and up to 80 mm using the hot method. In production, they are wound using a rotating mandrel, feed rollers and one or two stop pins.
Products are made from wire grades 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА with a ground, polished surface or without grinding and polishing. Based on this characteristic and the manufacturing method, the wire is produced in rods or coils of the following groups:
- A, B, C, D, E – with special finishing;
- N - without finishing.
The wire symbol in the technical documentation and on accompanying tags consists of numbers and letters:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) GOST 14963-78 (7)
Where:
- 1 – steel grade;
- 2 – surface finishing method;
- 3 – manufacturing accuracy;
- 4 — class of mechanical accuracy;
- 5 - winding method;
- 6 - diameter in mm;
- 7 - designation of the standard.
For example, a wire with a polished surface made of high-precision class I steel 60C2A for hot coil springs with a diameter of 2.0 mm will have the following designation:
60S2A – A – P – I – GN – 2.0 GOST 14963-78
The state standard specifies permissible maximum deviations, out-of-roundness and the inadmissibility of certain types of defects, as well as methods of packaging and transportation.
Physical basis of heat treatment
Heating and cooling of metal/alloy springs are accompanied by phase transformations, during which the structure of the material and characteristics important for the operation of the product change.
Heating should be treated very responsibly, since with an increase in temperature and time of its exposure, in particular, the intensity of oxidation of the surface of products increases, which leads to the formation of scale.
Overheating leads to the metal acquiring a coarse-grained structure and reducing ductility; further heating is dangerous due to burnout - and this is an irreparable defect.
Features of the use of types of heat treatment
What type and modes of heat treatment are assigned in a particular case is determined by the grade of steel/alloy used, the size of the spring and the profile of the workpiece, the nature and operating conditions of the finished product.
The most common heat treatment option for springs is oil quenching followed by tempering. If the original steel has a large grain, normalization is first performed.
The springs are heated for hardening while lying down so that they do not sag under their own weight. For some standard sizes, special mandrels can be used to avoid product bending; for tension springs, the coils must be clamped or tied. The quenching temperature depends on the grade of steel/alloy used, for example, for 60S2A it is 870 degrees, and for 50HFA and 60S2HFA it is 850 degrees, and the parts must be immersed vertically in the quenching liquid to avoid warping.
Next, a vacation is carried out when the temperature reaches 420 degrees for 60C2A, up to 450 degrees for 50HFA, and up to 470 degrees for 60S2HFA.
Small and medium coil springs, for the manufacture of which patented wire is used, are subjected to tempering only. Patenting carried out by the manufacturer is heating to a temperature slightly higher than the transformation range. Thus, the metal is well prepared to accept cold plastic deformation. Tempering is carried out to eliminate internal stresses that appeared during the winding process. To do this, heat up to 200-250 degrees, the duration of exposure to this temperature is 20 minutes.
Processing of springs and spring materials
In the instrument-making, radio engineering, and mechanical engineering industries, where elastic elements are widely used, electrochemical polishing is used to process flat, spiral, and helical springs. With its help, the elastic characteristics are improved, the durability and reliability of the springs are increased. It was shown above that the combination of thermal and electrochemical treatment in one technological cycle gives the greatest effect in this regard. As a result of thermoelectrochemical treatment of flat springs made of nickel silver 0.3 mm thick, their service life in the product increased by 40-50% before a significant decrease in contact pressure. Beryllium bronze springs for switching signals in the nanovolt range (less than 10-8 V), subjected to the same treatment, did not require adjustment throughout their entire service life, while springs that had not undergone electrochemical polishing were adjusted every few hours. T. e. d.s. in relation to copper of springs that underwent thermoelectric treatment was an order of magnitude lower than when using unpolished springs.
Improving the elastic characteristics of springs is achieved both by processing finished products and by polishing the tape or wire from which they are made. The choice of one or another option is determined taking into account the mass production and the requirements for the products.
When processing cut or wound springs, electrochemical polishing is the final operation. It leads to a reduction in the edge hardening that occurs after cutting, an improvement in the decorative appearance of the surface and an increase in resistance to corrosion. But in this processing option, the process is difficult to automate. Installation and dismantling of springs on hanging fixtures, transfer from one bath to another are associated with the cost of manual labor. Heat treatment in this case is often carried out at another production site, which requires time to transport the parts.
Electrochemical polishing of wire or tape allows for their continuous processing, the labor intensity of which is significantly less than the processing of individual parts. Automatic or semi-automatic lines for such processing include not only polishing baths, but also degreasing, washing, passivating baths, and drying chambers. Polishing the tape improves the subsequent cutting of springs from it - less burrs are formed on the edges, and the durability of the dies increases. The unfavorable role of edge hardening that occurs when cutting springs has any noticeable effect in cases where the springs are thick and the surface, with the exception of the edges along which cutting took place, is small.
It is advisable to use electrochemical polishing for all spring materials - carbon and alloy steels, brass, bronze, nickel silver. A large number of springs are used with electrolytic coatings to increase their resistance to corrosion. As shown above, preliminary electrochemical polishing of the base material reduces the adverse effect that coatings have on the elastic characteristics of springs. When using uncoated springs after anodic polishing, they should be passivated in appropriate solutions.
Under production conditions, for electrochemical polishing of springs made of cold-rolled steel wire grade 50HFA with a diameter of 1.3-1.5 mm and wire grade 4X13 with a diameter of 2.5-3.7 mm, a phosphorus-chromium-sulfate electrolyte was used at a temperature of 80-90 ° C and a current density of 40 - 50 A/dm2.
The springs were previously subjected to heat treatment and etching. Some of the springs were polished in two stages. After the first 2-3 minute treatment, the ends were sharpened and then polished a second time for 5-10 minutes until the required load characteristics were obtained.
The first work on continuous electrochemical polishing of steel spring belts in the domestic industry was carried out in the early 50s, for the needs of watch production, but was not put into practical use. The phosphorus-sulfur-chromic acid electrolyte used required frequent adjustments and periodic complete changes, which increased the cost of processing. As a result of anodic dissolution, not only did the thickness of the tape along the length of the roll not decrease, but sometimes it increased, and surface defects such as scratches, scratches, and cavities were revealed.
Currently, these shortcomings can be largely eliminated. New polishing electrolytes are more stable in operation than conventional phosphorus-chromic acid ones. The proposed methods for regenerating electrolytes for steel polishing with appropriate equipment can be included in a continuous production cycle. When polishing copper alloys, regeneration is not required, since the copper that goes into solution is mainly deposited on the cathode or falls to the bottom of the bath. Using automatic control of current density or strip drawing speed, metal removal can be controlled.
The thermoelectrochemical method for improving the elastic characteristics of springs, which was mentioned above, involves combining heat treatment in one cycle with anodic electrochemical treatment, accompanied by the enrichment of the surface layer of the metal with oxygen. One type of such treatment is electrochemical polishing, if it is carried out under conditions that ensure the achievement of the specified effect. The results of research and experience in the production application of the new method indicate that with its help it is possible to achieve a significant improvement in the characteristics of springs and reduce the labor intensity of production. Considering the mass nature of spring production, it is more technologically advanced and economical to carry out thermoelectrochemical treatment not of individual parts, but of strips or wires, continuously pulling them through a bath system.
The technological process of continuous processing of spring materials consists of the operations of heat treatment, electrical degreasing, electrochemical polishing, passivation, and drying. After each chemical and electrochemical treatment operation, rinsing in water is carried out. A tube furnace is used for heat treatment. High-speed heat treatment is carried out for 15-60 s at the following temperature: nickel silver MNTs15-20 - 475 ° C; BrOF6.5-0.15 and BrA7 - 350° C; BrKMtsZ-1 - 400° C. This heat treatment improves the properties of alloys in the same way as the usually accepted annealing for several hours at a lower temperature, and for springs operating under cyclic loads, it gives a more positive result [81].
For electrochemical polishing of a 0.4 mm thick nickel silver strip MNTs15-20 in a continuous production plant, we initially used an electrolyte containing 1100 g/l H3PO4 and 150 g/l CrO3 at a current density of 50 A/dm2. Under these conditions, good quality of surface treatment of the tape was achieved. But the electrolyte quickly failed due to cathodic reduction of hexavalent chromium ions. The use of porous ceramic diaphragms to insulate the cathode production limited this undesirable process, but at the same time increased the voltage across the bath. The continuous production cycle of the bath made it difficult to adjust the solution and led to the need for frequent changes.
These shortcomings were eliminated as a result of replacing the phosphorochromic acid electrolyte with the phosphoric acid electrolyte we proposed with the addition of organic compounds. The new electrolyte ensured a good quality metal surface, was stable during long-term operation, and did not require frequent adjustments. The need to use diaphragms was also eliminated. Correction of the electrolyte by adding organic compounds was carried out 2-3 times a month during two-shift work. Dissolving copper was deposited on the cathodes and partially fell out to the bottom of the bath. The electrolyte, cleared of sediment, was suitable for further use.
Passivation of the tape after electrochemical polishing was carried out for 0.5-1 min at room temperature in solutions of the following composition: for nickel silver and beryllium bronze - 65 g/l K2Cr2O7, 1.7 g/l H2SO4; for tin phosphorus bronze - 120 g/l K2Cr2O7, 2.5 g/l H2SO4.
Experience in the industrial operation of an installation for continuous thermoelectrochemical processing of spring tape has shown that this process not only improves the elastic characteristics of springs, but also has a very favorable effect on the entire technological process of their manufacture. Previously, due to corrosion and mechanical damage to the surface at the manufacturing plant during transportation and storage, part of the tape was rejected. Electrochemical polishing improved the surface condition and thereby reduced metal loss. The quality of welding of silver contacts to springs has improved. The resistance of springs against corrosion in harsh climatic conditions has significantly increased.
One of the further stages in improving the technology for manufacturing springs is thermoelectrochemical processing of the tape, in which the main contour of the springs is pre-cut so that they are held in the tape at only two or three points. In this case, the influence of edge peening is completely eliminated, and the condition of the entire working surface, including the edges of the springs, is improved. Obviously, such treatment will have an even more positive impact on their performance characteristics.
If necessary, the line for continuous thermoelectrochemical processing of spring tape or wire can be extended to include operations for applying metal coatings.
The combination of thermoelectrochemical processing of the tape with its calibration may be of great interest. Thin strip and sheet products are produced with significant variations in thickness.
Variation in the thickness of the tape under conditions of mass production of springs is one of the reasons for the decrease and instability of their elastic characteristics. Narrowing the tolerance on material thickness requires additional operations and the use of special metallurgical equipment.
By adjusting the rate of metal dissolution, it is possible to significantly reduce the initial variation in thickness of the material. To do this, at the inlet and outlet of the tape from the anodic treatment bath, sensors for continuous monitoring of metal thickness with feedback must be included in the line, providing regulation of the current density or the speed of pulling the tape.
With high sensor accuracy and circuit reliability, a combination of electrochemical polishing and metal calibration becomes realistic.
The presented materials on the use of electrochemical polishing in the production of springs are an example of how this process can simultaneously have a beneficial effect on various properties of parts and significantly change the entire technology of their manufacture.
Corrosion protection
To protect springs from corrosion, which, due to operating conditions, will be in aggressive environments, various methods are used. The most common of them:
- — Chrome plating;
- — Cadmium plating;
- — Galvanic galvanizing;
- — Chemical oxidation and oiling;
- - Paintwork;
- — Polymer powder coating.
The purpose of applying any of them is to protect the product from corrosion and other consequences of adverse environmental influences, which can lead to loss of operating efficiency and a sharp reduction in service life.