Special casting methods
TO
category:
Foundry
Special casting methods
Next: The essence of metal forming
Modern foundry technology strives to create blanks that are closest in shape and size to finished parts. This reduces machining operations and results in lower product costs.
Advanced casting methods are collectively called special. They are becoming increasingly common in the industry of the Soviet Union due to their high productivity and the ability to produce castings with their help that require less or no machining.
Special casting methods include metal die casting, centrifugal casting, pressure casting, lost wax casting and shell casting.
—
Casting into metal molds (chill casting). A casting mold made from molding sand is used for pouring once and is destroyed when the castings are released from it.
Use for pouring metal molds allows you to fill them multiple times. This process is widely used in modern foundries for non-ferrous alloys, as well as for casting parts made of cast iron and steel. A liquid alloy is poured into a metal mold, which has an internal cavity that matches the contours of the casting, where it hardens. When the alloy in the mold has hardened, it is opened and the casting is knocked out of it. Then the mold is allowed to cool somewhat, reassembled and pouring is repeated. The mold can be made of one part (for simpler castings), two or more parts. It is made from steel or cast iron.
Rice. 1. Metal mold for casting aluminum alloys: 1 - fixed half of the mold; 2 — movable half of the mold; 3 - mold plate; 4 - casting with gating system
To increase the durability of metal forms during operation, they are coated with special fire-resistant linings or paints.
Unlike sand casting, the process of casting in metal molds is easier to mechanize and reduces the consumption of metals for the product. When casting into metal molds, there is no need to use molding sand; castings are more accurate in size.
Centrifugal casting. The method of centrifugal casting consists in the fact that metal is poured into a rapidly rotating metal mold, a mold, under the influence of centrifugal forces it is pressed against its walls and, hardening, takes a cylindrical shape.
The centrifugal casting method is most widely used for casting pipes and bushings.
The axis of rotation of the mold can be vertical or horizontal.
When the mold rotates around a horizontal axis, the alloy enters it from the side through a chute; in molds with a vertical axis of rotation, it enters from above, directly into the mold.
Rice. 2. Molds for centrifugal casting: a - mold with a vertical axis of rotation; b - form with a horizontal axis of rotation: 1 - faceplate; 2 — shaft; 3 - shape; 4 — mold cover; 5 - casting; 6 - gutter
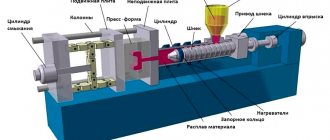
Injection molding. The injection molding method involves molten metal filling a metal mold under forced pressure. The pressure created on the liquid metal ensures good filling of the mold. This method can produce castings with thin walls and holes up to 1 mm in diameter. Injection molded parts are so precise that in most cases they do not require subsequent machining. This method is used in mass production for parts made of non-ferrous metal alloys.
To create the pressure under which the metal is fed into the mold, various special machines are used, which can be divided into two main types: compressor-action machines, in which the pressure on the metal is created by compressed air, and piston-action machines, in which the pressure on the metal is created by a piston .
In Fig. Figure 3 shows a diagram of a piston injection molding machine in three positions. The metal, molten outside the machine, is poured into the pressure chamber. After this, the piston presses on the metal. Under the influence of pressure, the piston moves down and the metal through the holes in the cylinder wall and the sprue channel is pressed into the mold. When rising back, the piston pushes out the remaining metal. Once the casting is removed, the mold is closed and the cycle repeats.
Rice. 3. Diagram of a piston injection molding machine: a - position when pouring metal into the pressure chamber; b - position with pressure on the metal; c — position when removing the casting: 1 — pressure chamber; 2 - upper piston; 3 - shape; 4 - lower piston; 5 - metal residue; 6—casting
Lost wax casting (precision casting). The lost wax casting method is based on the use of models made from omega low-melting materials (paraffin, wax, etc.).
To obtain castings using this method, very precise sized molds are used, in which wax models of future castings are cast under pressure; from small models they form a block, connecting them with a common gating system made of the same materials. Then the model block is covered with a layer of paint and molded, using special molding mixtures for this purpose. The resulting mold is placed in a drying oven, where the wax models and gating system are melted when heated. Next, the mold is calcined at a temperature of 800-850° and poured.
In Fig. Figure 4 shows a diagram of a casting mold made using wax models.
Rice. 4. Scheme of the casting mold: 1 - wax models; 2 — sprue riser; 3 - molding material; 4 - flask
Shell mold casting. The casting mold in this process is made according to a metal model from a molding mixture consisting of quartz sand and artificial resin (4-6%). Unlike a conventional sand casting mold, the shell mold has a relatively small thickness (8-12 mm). The essence of the shell mold manufacturing process is as follows. The molding mixture is poured onto a model plate heated to 175-200° in a special device - a molding hopper and kept for some time. The layer of molding mixture adjacent to the model plate is fused due to the presence of resin in the mixture and forms a crust (shell) 8-12 mm thick; excess mixture in which fusion has not occurred is discarded.
Rice. 5. Scheme for obtaining the shell form: 1 - bunker; 2 - model; 3 - shell; 4 - annealing furnace; 5 - metal box
The model plate with the shell formed on it is placed in an oven, where it is kept for some time at 200-300°. Under the influence of this temperature, the shell becomes strong, it is removed from the plate and transferred for assembly. A casting mold, as a rule, consists of two shells, which are held together during assembly and placed in a box for pouring. Before pouring, in order to protect the shell form from destruction, the free space in the box is covered with earth or other materials.
Castings of non-ferrous alloys, cast iron and steel are made using shell molds.
Types of special casting
Casting metal into sand (earth) is associated with certain difficulties; in particular, such production requires a large turnover of molding material. In addition, the use of this casting method does not always lead to the production of workpieces of the required quality. The development of metallurgical science has led to the emergence of new, special methods of casting metals.
Special methods include pouring metal into molds made of metal, casting into molds made in the form of shells, casting under the influence of centrifugal force and some others.
The main advantage of these special casting methods is that metallurgists began to obtain high-quality parts, reduced the amount of substandard products, and increased production productivity. Of course, the special casting methods put into operation have a positive impact on improving the working conditions of workers and engineers.
Let's take a closer look at some of these special methods.
What type of metal should be used for casting?
The most important property of the metal that is supposed to be used for casting is its fluidity. The alloy in molten form should flow as easily as possible from one crucible to another, while filling its smallest recesses. The higher the fluidity, the thinner the walls can be made of the finished product. It’s much more difficult with metal that doesn’t flow well. Under normal conditions, it manages to set much earlier than it fills all the gaps in the form. It is this complexity that industrialists face when casting metal alloys.
It is not surprising that cast iron became the favorite material of foundries. This is because this alloy has excellent fluidity, making it relatively easy to work with. Steel is far from being so fluid, and therefore to completely fill the mold (so that there are no cavities and voids) you have to resort to a variety of tricks.
In the simplest case, when home-made metal casting is required, the raw materials are melted and poured into water in small portions: this way, in particular, fishing sinkers can be made. But this method is relatively widely used even in the weapons industry! From the top of a special tower, whose outline resembles a cooling tower, molten metal also begins to pour out in measured doses. The height of the structure is such that a perfectly formed droplet, already cooled, reaches the ground. This is how shot is produced in industrial quantities.
Die casting
Pouring into molds made of metal. The essence of this special method is that castings are obtained by pouring melt into metal molds. Such forms are called molds. They are manufactured in two versions - detachable and one-piece. The first ones consist of several parts; these molds are used to produce complex-shaped castings. One-piece molds are used for the production of simple castings, etc. For metal molds, cast iron of the SCh grade or alloy steel alloys are used. The durability of the die is directly influenced by the materials, dimensions of the casting and, of course, the die.
Chill casting process
Engineers have developed and successfully use in practice special methods for extending the operating time of the mold and improving the quality of castings. To do this, special compounds are applied to the working surface of the mold, forming a coating that is resistant to temperature effects from the melt. These materials are applied either using a spray gun or an ordinary brush. For cast iron, it is necessary to apply the lining several times per shift. The paint is applied immediately before pouring the cladding.
Technological process of chill casting
To obtain internal cavities, rods made of steel grade U7 and its analogues are used. In addition to rods made of steel, products made of special sand are also used. Special casting of this type can only be performed in heated tooling. The operating temperature of the chill mold should be between 200 and 300 degrees Celsius. Warming up the mold will reduce the effect of thermal shock, and during casting there will be no ejection of the melt, which can occur when it enters a cold mold. Chill casting is used to produce castings from non-ferrous alloys.
Serial and mass production of castings is carried out on equipment that independently, without human intervention, services casting molds, mounts and dismantles cores, and removes castings. Casting using mechanized equipment allows you to increase production productivity several times. Meanwhile, chill casting also has a number of disadvantages. In particular, the production of molds requires a large amount of time, technological difficulties arise when obtaining castings with thin walls, and several others.
Lecture 19. Special casting methods
Lecture 19. Special casting methods
In modern foundry production, special casting methods are becoming more and more widely used: shell molds, lost wax, die casting, pressure casting, centrifugal and others.
These methods make it possible to obtain castings of increased precision, with low surface roughness, minimal allowances for machining, and sometimes completely eliminate it, which ensures high labor productivity. Each special casting method has its own characteristics that determine the areas of application.
Shell casting
Shell casting
- the process of producing castings from molten metal in molds made using hot pattern equipment from special sand-resin mixtures.
The molding mixture is prepared from fine quartz sand with the addition of thermosetting binders.
Technological molding operations when casting into shell molds are presented in Fig. 1.
Metal model plate 1 with the model is heated in an oven to 200...250 0C.
Then the stove 1
fixed on a tilting hopper
2
with molding sand
3
(Fig. 1a) and rotated to Fig. 1b).
The molding mixture is kept on the plate for 10...30 seconds. Under the influence of heat emanating from the model slab, the thermosetting resin in the boundary layer melts, glues the grains of sand and hardens to form a sand-resin shell 4,
5...15 mm thick.
The hopper returns to its original position (Fig. 1c), and excess molding sand falls off the shell. A model plate with a semi-solid shell 4
is removed from the hopper and calcined in a furnace at a temperature of 300...350 ° C, while the resin turns into a solid irreversible state.
The hard shell is removed from the model using ejectors 5
(Fig. 1d). The second half-mold is prepared in a similar manner.
To obtain the shape, the halves are glued or connected in other ways (using staples). The assembled forms of small sizes with a horizontal parting plane are laid on a layer of sand. Forms with a vertical parting plane 6
and large forms, to protect them from warping and premature destruction, are placed in containers
7
and filled with cast iron shot
8
(Fig. 6.1.d).
Casting in shell molds provides high geometric accuracy of castings, low surface roughness, reduces the consumption of molding materials (the high strength of shells makes it possible to produce thin-walled molds) and the amount of machining, and is a highly productive process.
Fig.1. Technological molding operations when casting into shell molds
In shell molds, castings weighing 0.2...100 kg with a wall thickness of 3...15 mm are made from all casting alloys for instruments, cars, and metal-cutting machines.
Lost wax casting
Lost wax casting
– the process of producing castings from molten metal in molds, the working cavity of which is formed due to the removal (flow out) of the low-melting material of the model during its preliminary heating.
Technological operations of the lost wax casting process are presented in Fig. 2.
Lost wax models are made in molds 1
(Fig. 2a) from model compositions including paraffin, wax, stearin, and fatty acids.
The composition fills the mold cavity well and gives a clear imprint. After the model composition has hardened, the mold opens and model 2
(Fig. 2b) is pushed into cold water.
The models are then assembled into model blocks 3
(Fig. 2c) with a common gating system by soldering, gluing or mechanical fastening. 2...100 models are combined into one block.
Molds are made by repeated dipping of a model block. 3
into a special liquid refractory mixture
5,
poured into container
4
(Fig. 2d), followed by sprinkling with quartz sand. Then the model blocks are dried in air or in ammonia. Typically, 3...5 layers of fire-resistant coating are applied, followed by drying of each layer.
Models are removed from the molds by immersing them in hot water or using heated steam. After removing the model composition, thin-walled casting molds are installed in a flask, filled with quartz sand, and then calcined in a furnace for 6...8 hours at a temperature of 850...950 0C to remove residual model composition and evaporate water (Fig. 2e)
Casting molds using lost wax models is carried out immediately after calcination in a heated state. Filling can be free, under the influence of centrifugal forces, in a vacuum, etc.
After the poured metal has solidified and the castings have cooled, the mold is destroyed, the castings are separated from the sprues by mechanical methods, sent for chemical cleaning, washed and subjected to heat treatment.
Fig.2. Technological operations of the lost wax casting process
Lost wax casting ensures the production of precise and complex castings from various alloys weighing 0.02...15 kg with a wall thickness of 0.5...5 mm.
The disadvantage is the complexity and length of the casting production process and the use of special, expensive equipment.
Lost wax casting produces parts for the instrument-making, aviation and other industries. They are used in the casting of heat-resistant, difficult-to-process alloys (turbine blades), corrosion-resistant steels, and carbon steels in mass production (automotive industry).
The technological process is automated and mechanized.
Metal casting
Casting into metal molds (molds) has become widespread. This method produces more than 40% of all castings from aluminum and magnesium alloys, castings from cast iron and steel.
Chill casting
– production of castings from molten metal in metal molds.
The formation of a casting occurs with intensive heat removal from the molten metal, from the solidifying and cooling casting to a massive metal die, which provides higher metal density and mechanical properties than castings obtained in sand molds.
The scheme for producing castings in a chill mold is shown in Fig. 3.
The working surface of the chill mold with a vertical parting plane, consisting of a pallet 1
, two symmetrical half-forms
2
and
3
and a metal rod
4
, preheated to 150...180 °C, coated with a spray gun
5
with a layer of fire-resistant coating (Fig. 3a) with a thickness of 0.3...0.8 mm. The coating protects the working surface of the mold from sudden heating and setting with the casting.
Coatings are prepared from fire-resistant materials (talc, chalk, graphite), a binder material (liquid glass) and water. Then, using a manipulator, the sand core is installed 6
, with the help of which a cavity is created in the casting (Fig. 3b).
The halves of the chill mold are connected and the melt is poured. After the casting has hardened 7
(Fig. 3c) and cooling it to the knockout temperature, the chill mold is opened (Fig. 3d) and the metal rod
4
.
Casting 7
is removed from the mold by a manipulator (Fig. 3d).
Castings of simple configuration are made in one-piece molds, simple castings with small projections and depressions on the outer surface are made in molds with a vertical split. Large, simple-configured castings are produced in molds with a horizontal split. When making complex castings, molds with a combined connector are used.
The molten metal is brought into the mold from above, below (by siphon), and from the side. To remove air and gases, ventilation channels are cut along the connector plane.
All operations of the chill casting process are mechanized and automated. Single-position and multi-position automatic chill molding machines are used.
Chill casting is used in mass and serial production for the production of castings from cast iron, steel and non-ferrous alloys with a wall thickness of 3...100 mm, weighing from several grams to several hundred kilograms.
Chill casting allows you to reduce or avoid the consumption of molding and core mixtures, labor-intensive operations of molding and knocking out forms, increase dimensional accuracy and reduce surface roughness, and improve mechanical properties.
Disadvantages of chill casting: the high labor intensity of manufacturing chill molds, their limited durability, the difficulty of producing castings with complex configurations.
Rice. 3. Technological operations for the manufacture of chill casting
Production of castings by centrifugal casting
In centrifugal casting, an alloy is poured into rotating molds. The casting is formed under the action of centrifugal forces, which ensures high density and mechanical properties of the castings.
Centrifugal casting produces castings in metal, sand, shell molds and molds for investment casting on centrifugal machines with a horizontal and vertical axis of rotation.
Metal molds are made of cast iron and steel. The thickness of the mold is 1.5...2 times the thickness of the casting. During the casting process, the molds are cooled from the outside with water or air.
Heat-protective coatings are applied to the working surface of the mold to increase their service life. Before use, the molds are heated to 200 0C.
Schemes of the processes for manufacturing castings by centrifugal casting are presented in Fig. 4.
Fig.4. Process diagrams for manufacturing castings by centrifugal casting
When producing castings on machines with mold rotation around a vertical axis (Fig. 4a), the metal from the ladle 4
poured into a rotating mold
2
mounted on a spindle
1
, which rotates from an electric motor.
Under the influence of centrifugal forces, the metal is pressed against the side wall of the mold. The casting mold rotates until the casting is completely solidified. After the mold stops casting 3
is extracted.
The castings have different thicknesses in height - a thicker section in the lower part. Used to produce castings of small height - short bushings, rings, flanges.
When producing castings such as bodies of rotation of large length (pipes, bushings) on machines with a horizontal axis of rotation (Fig. 4b), the mold 2
installed on support rollers
7
and covered with a casing
6
.
The mold is driven by an electric motor 1.
The molten metal from the ladle
4
is poured through a chute
3
, which moves during the metal pouring process, which ensures an equal-wall casting
5
.
To form the pipe socket, a sand or shell rod 8
. After the metal has hardened, the finished casting is removed with a special device.
Centrifugal casting produces castings from cast iron, steel, titanium, aluminum, magnesium and zinc alloys (pipes, bushings, rings, rolling bearings, tires for railway and tram cars).
The mass of castings ranges from several kilograms to 45 tons. Wall thickness from a few millimeters to 350 mm. Centrifugal casting can produce thin-walled castings from alloys with low fluidity, which is impossible to do with other casting methods.
Disadvantage: presence of shrinkage porosity, liquates and non-metallic inclusions on internal surfaces; the possibility of defects appearing in the form of longitudinal and transverse cracks, gas bubbles.
Advantages - obtaining internal cavities of pipe blanks without the use of rods, saving alloy due to the absence of a gating system, the possibility of obtaining two-layer blanks, which is obtained by alternately pouring various alloys into the mold (steel - cast iron, cast iron - bronze).
They use automatic and multi-position carousel machines controlled by a computer.
Injection molding
Injection molding
Castings are obtained in metal molds (compression molds), while the metal is poured into the mold and the casting is formed under pressure.
Castings are produced using injection molding machines with a cold or hot chamber. In cold chamber machines, the bale chambers are positioned either horizontally or vertically.
On machines with a horizontal cold pressing chamber (Fig. 5), molten metal is poured into the pressing chamber 4
(Fig. 5a).
Then the metal is fed by plunger 5,
under a pressure of 40...100 MPa, into the cavity of the mold (Fig. 5b), consisting of stationary
3
and movable
1
halves.
The internal cavity in the casting is obtained with rod 2
.
After the casting has solidified, the mold opens, rod 2
is removed (Fig. 5c) and the casting
7
is removed from the working cavity of the mold using ejectors
6
Fig.5. Technological operations for the production of castings on machines with a horizontal cold pressing chamber
Before pouring, the mold is heated to 120…320 0C. After removing the casting, the working surface of the mold is blown with air and lubricated with special materials to prevent welding of the casting. Air and gases are removed through channels located in the mold parting plane or by vacuuming the working cavity before pouring the metal. Such machines are used for the production of castings from copper, aluminum, magnesium and zinc alloys weighing up to 45 kg.
On machines with a hot bale chamber (Fig. 6) the bale chamber 2
located in a heated crucible
1
with molten metal.
When plunger 3
, metal
fills the pressing chamber
4 When the plunger moves downwards, the hole is closed, the alloy under a pressure of 10...30 MPa fills the cavity of the mold 5
.
After the casting has solidified, the plunger returns to its original position, the remaining molten metal is poured into the pressing chamber, and the casting is removed from the mold using ejectors 6
.
Castings from zinc and magnesium alloys weighing from a few grams to 25 kg are obtained.
Fig.6. Scheme of casting production on machines with a hot pressing chamber
When casting under pressure, the temperature of pouring the alloy is selected 10...20 0C higher than the melting temperature.
Injection molding is used in mass and large-scale production of castings with a minimum wall thickness of 0.8 mm, with high dimensional accuracy and low surface roughness, due to thorough polishing of the working cavity of the mold, without machining or with minimal allowances, with high process productivity .
Disadvantages: high cost of the mold and equipment, limited overall dimensions and weight of castings, presence of air porosity in massive parts of the casting.
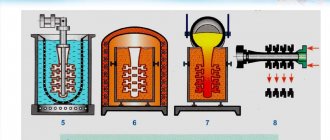
Production of castings by electroslag casting
The essence of the electroslag casting process is the remelting of the consumable electrode in a water-cooled metal mold (crystallizer).
In this case, the operations of melting the metal, pouring it and holding the casting in the mold are combined in place and time.
A diagram of the production of castings by electroslag casting is shown in Fig. 7.
Fig.7. Scheme for manufacturing castings using electroslag casting
Rolled steel is used as a consumable electrode. Into the crystallizer 6
molten slag
4
(calcium fluoride or a mixture based on it), which has high electrical resistance, is poured.
When current is passed through electrode 7
and seed
1
, a significant amount of heat is released, and the slag bath heats up to 1700°C, and the electrode melts.
3
underneath .
It hardens sequentially in a water-cooled form, forming a dense casting without shrinkage defects 2
.
The internal cavity is formed by a metal insert 5
.
Molten slag helps remove oxygen, reduce the content of sulfur and non-metallic inclusions, therefore castings with high mechanical and performance properties are obtained.
We produce castings for critical purposes weighing up to 300 tons: valve bodies and gate valves of nuclear and thermal power plants, crankshafts of ship engines, housings of ultra-high pressure vessels, rotors of turbogenerators.
Production of castings by continuous casting
For continuous casting
(Fig. 8) molten metal from the metal receiver
1
through a graphite nozzle
2
enters the water-cooled crystallizer
3
and solidifies in the form of a casting
4
, which is pulled out by a special device
5
. Long castings are cut into blanks of the required length.
Used in the production of castings with parallel generatrices from cast iron, copper, and aluminum alloys. Castings do not have non-metallic inclusions, shrinkage cavities and porosity, due to the creation of directional solidification of the castings.
Rice. 8. Scheme of continuous casting (a) and types of resulting castings (b)
Features of manufacturing castings from various alloys
Cast iron.
The predominant number of gray cast iron castings are made in sand molds. Castings are obtained, as a rule, without the use of profits.
When making castings from gray cast iron in molds, due to the increased cooling rate during solidification, cementite begins to precipitate - the appearance of bleaching. To prevent chilling, low thermal conductivity coatings are applied to the working surface of the chill mold. Chills are heated before work, and the cast iron is modified. To remove chill, castings are annealed.
Castings of the type of rotating bodies (pipes, sleeves, bushings) are produced by centrifugal casting.
Castings from high-strength cast iron are mainly produced in sand molds, in shell molds, by chill casting, and by centrifugal casting. The fairly high shrinkage of cast iron makes it necessary to create conditions for directed solidification of castings to prevent the formation of shrinkage defects in massive parts of the casting by installing profits and using refrigerators.
Molten cast iron is brought into the mold cavity through a tapered gating system and, as a rule, through a profit.
A peculiarity of producing castings from malleable cast iron is that the starting material - white cast iron - has a reduced fluidity, which requires an increased pouring temperature when producing thin-walled castings. To reduce the annealing time, cast iron is modified with aluminum, boron, and bismuth. Castings are made in sand molds, as well as in shell molds and molds.
Steel castings.
Carbon and alloy steels - 15L, 12Х18Н9ТЛ, 30ХГСЛ, 10Х13Л, 110Г13Л - casting steels.
Casting steels have low fluidity, high shrinkage of up to 2.5%, and are prone to cracking.
Steel castings are produced in sand and shell molds, investment casting, and centrifugal casting.
To prevent shrinkage cavities and porosity in castings, they are installed on massive parts, and external or internal refrigerators are used in thermal units. To prevent cracks, molds are made from pliable molding mixtures; castings are equipped with technological ribs.
The supply of molten metal for small and medium-sized castings is carried out through a connector or from above, and for massive ones - by a siphon. Due to the low fluidity, the cross-sectional area of the feeders is 1.5...2 times larger than when casting cast iron.
To obtain high mechanical properties, steel castings are subjected to annealing, normalization and other types of heat treatment.
Aluminum alloys.
The main casting alloys are alloys of the aluminum-silicon system (silumins). Silumins (AL2, AL4, AL9) have high fluidity, low shrinkage (0.8...1%), are not prone to the formation of hot and cold cracks, because of their chemical composition close to eutectic alloys (crystallization range is 10...30 0C).
Other aluminum alloys have low fluidity, increased shrinkage, and are prone to cracking.
Castings from aluminum alloys are made by casting in a chill mold, under pressure, in sand molds.
Chills with a vertical connector are used. Massive profits are set to produce dense castings. The metal is supplied through expanding gating systems with a bottom supply of metal to the thin sections of the casting. All elements of the gating system are placed in the plane of the mold connector.
Copper alloys
. Bronze (BrO5Ts5S5, BrAZhZL) and brass (LTs40Mts3A).
All copper alloys are prone to cracking. Castings are made by sand and shell casting, as well as chill casting, pressure casting, and centrifugal casting.
To prevent the formation of shrinkage cavities and porosity in massive casting units, stops are installed. To prevent the appearance of cracks in castings, a mold with high compliance is used.
For smooth flow of metal, expanding gating systems with top, bottom and side supply are used. To separate oxide films, fiberglass filters are installed in the gating system.
Titanium alloys
. They have high chemical activity in the molten state. They actively interact with oxygen, nitrogen, hydrogen and carbon. Melting of these alloys is carried out in a vacuum or in a protective gas environment.
The main method of producing titanium castings is casting into graphite molds, into shell molds made of neutral oxides of magnesium and zirconium. In the manufacture of complex thin-walled castings, molds obtained from lost wax models are used.
Casting defects and their correction
Defects in castings are divided according to external signs into: external (sand shells, underfilling misalignment); internal (shrinkage and gas holes, hot and cold cracks),
Sand shells –
open or closed voids in the body of the casting, which arise due to low strength of the mold and cores, weak sealing of the mold and other reasons.
Skew
is
a displacement of one part of the casting relative to another, resulting from careless assembly of the mold, wear of the centering pins, mismatch of the symbolic parts of the rod on the model and in the core box, and incorrect installation of the rod.
Underfilling
-
some parts of the casting remain unfilled due to the low pouring temperature, insufficient fluidity, and insufficient cross-section of the gating system elements.
Shrinkage cavities
are
open or closed voids in the body of a casting with a rough surface and a coarse crystalline structure.
They occur due to insufficient power supply to massive components, low-tech casting design, pouring with overheated metal, and incorrect installation of profits.
Gas sinks
are
open or closed voids with a clean and smooth surface, which arises due to insufficient gas permeability of the mold and cores, increased humidity of molding mixtures and cores, and saturation of the molten metal with gases.
Hot and cold cracks –
ruptures in the casting body that occur when pouring with excessively overheated metal, due to incorrect design of the gating system, incorrect design of castings, increased uneven shrinkage, low compliance of molds and cores.
Defect detection methods
External defects in castings are detected by external inspection after removing the casting from the mold or after cleaning.
Internal defects are determined by radiographic or ultrasonic flaw detection methods.
When using radiographic methods (x-ray, gammagraphy), the castings are exposed to x-ray or gamma radiation. Using these methods, the presence of a defect, its size and depth are determined.
During ultrasonic testing, an ultrasonic wave passing through the casting wall when encountering a defect boundary (crack, hole) is partially reflected. The intensity of the wave reflection is used to judge the presence, size and depth of the defect.
Cracks are detected by fluorescent testing, magnetic or color flaw detection.
Defect correction methods
Minor defects are corrected by sealing with putties or mastics, impregnation with various compounds, gas or electric welding.
Sealing with putties or mastics
– decorative correction of small surface cavities. Before filling with mastic, defective areas are cleaned of dirt and degreased. After filling, the corrected area is smoothed, dried and rubbed with pumice or graphite.
Impregnation
used to eliminate porosity. The castings are immersed in an aqueous solution of ammonium chloride for 8…12 hours. Penetrating into the spaces between the metal crystals, the solution forms oxides that fill the pores of the castings.
To eliminate leaks, castings made of non-ferrous metals are impregnated with bakelite varnish.
Gas
and electric welding
are used to correct defects on untreated surfaces (sinks, through holes, cracks). Defects in cast iron castings are welded using cast iron electrodes and filler rods, and in steel castings - with electrodes of the appropriate composition.
Safety and environmental protection
in foundry
The production of castings involves the use of toxic substances (molding mixtures with liquid glass). Measures must be taken to prevent maintenance personnel from coming into contact with caustic soda. When working with core mixtures (synthetic phenol-formaldehyde resins), work without rubber gloves is prohibited.
Places where molds are poured must be provided with ventilation to remove combustion products.
Mandatory safety measures are required during the production of casting molds and casting cores on molding and core machines.
Injection molding machines must be equipped with interlocks to prevent pressure from building up before the molds are closed. Protective metal shields are installed between the machines to protect against possible emergency splashing out of the mold connector.
Foundry shops are equipped with reliable ventilation, air showers or thermal curtains at work places.
Noise-producing equipment is placed in special isolated rooms.
To improve sanitary and hygienic working conditions, the following are being widely introduced: modern smelting furnaces, in which gases are purified and heat is recovered; installations for cleaning flue gases from chlorides; new non-toxic binding materials and technological processes for manufacturing rods.
The protection of water basins is carried out by creating effective methods for treating contaminated industrial wastewater and recycling water supply. Wastewater is discharged if the content of harmful impurities is below the maximum permissible concentrations. To remove coarse impurities, settling and filtration are used.
Lost wax casting
This method of special casting implies that the castings are obtained in disposable molds, which are obtained by melting models made of low-melting materials, on the surface of which fire-resistant coatings are applied. This casting method is effective for producing small parts with complex shapes. Moreover, this method is suitable for working with any metals. It is used to produce castings of complex configurations with thin walls.
Lost wax casting
For the production of models, paraffin, wax, etc. are used. Most often, a mixture of paraffin and stearin is used. To make models, the resulting composition is pressed into molds made of metal. In addition, it is possible to use manual syringes. In this type of production, making castings for one part does not make sense. Therefore, such models are assembled into blocks that have one common riser. To connect models, feeders (gating passages) are used. The use of such structures increases labor efficiency; in addition, the use of a single gating system leads to material savings. The refractory shell is formed by dipping a block with models into a bath filled with a coating made using ceramics. After dipping, the blocks are sprinkled with quartz sand and sent to dry, which lasts from 4 to 5 hours. Models are melted in a bath with water heated to a temperature of 70 - 85 degrees. This approach implies that this composition will be returned to re-production in almost its entirety. The molds coated with the composition are calcined at 900 - 950 degrees. The metal melt is poured immediately after calcination. The centrifugal filling method is often used. As the shell cools, it cracks and is removed by vibration.
The resulting castings are sent to the machine shop to remove the sprues and flash. Special pattern casting is used to produce parts with increased precision; its use significantly improves the quality of castings. But the entire casting process of this type is quite rightly considered lengthy and complex. This affects the cost of work performed.
Vacuum suction casting
The essence of casting using the vacuum suction method is that a thin-walled mold, continuously cooled by water, a crystallizer connected to a vacuum system, is immersed in a bath of molten metal.
Vacuum suction fills the cavity of the crystallizer, the walls of which, thanks to cooling with water, ensure intensive crystallization from the walls to the center.
The required casting wall thickness is regulated by the duration of exposure of the crystallizer under vacuum.
The production of castings using the vacuum suction method is carried out in a special installation. The duration of holding the crystallizer under vacuum can be adjusted with an accuracy of 0.1 seconds. with automatic installation of vacuum on and off.
After removing the vacuum, the part of the broom that did not have time to crystallize flows back into the bath. The cast billet falls out on its own due to the shrinkage of the metal and the taper of the mold.
Bronze castings produced by vacuum suction have better structure and higher mechanical properties than castings produced by other casting methods.
The production of castings by vacuum suction is successfully used, for example, in the production of blanks for bushings made of non-ferrous metals. This method eliminates defects due to gas holes and porosity.
Shell casting
Castings can be obtained using shells with a wall thickness of 8 – 15 mm. For their manufacture, special compounds are used that harden under the influence of heat from models and cores.
Shell casting
Quartz sand is used as the material for the mold. It plays the role of a filler and resin, as a binding component. This mixture is applied to the plate with the model installed on it. Before applying the model mixture, it is necessary to coat the model with a silicone-based emulsion. The result will be a shell model.
This type of technology is used to produce castings weighing 12 – 15 kg. The obvious advantages of this technology include the quality of the castings produced, but at the same time, these forms are characterized by high cost. This is due to the fact that expensive chemicals are used in their production.
By the way, casting into thin-walled one-time molds is a variation of this metal pouring technology.
into the ground
Casting into the ground or into molds from a mixture of sand and clay is the oldest method of producing molten metal blanks. Over 80% of all castings come from it. It is distinguished by the simplicity and availability of the materials used.
The model and sprue kits are made from wood. After the model is ready, the molding mixture is mixed. The simplest ones include sand, quartz and clay.
Earth casting technology
Forming is done both manually and by machine. Manual mold making is used for the production of single or multiple castings and is considered unproductive. Machine forming is used on automated casting lines. Casting molds consist of two halves and are disposable. After pouring and cooling, the molds are destroyed. More than half of the waste material is returned to the molding operation after purification and recovery.
Centrifugal casting
Special types of casting are not limited to the methods given above. With the centrifugal method of special casting, the melt fills the mold under the influence of centrifugal forces. They occur when the injection mold rotates around an axis, which can be located vertically, horizontally or at an angle to the horizontal.
Centrifugal casting
With this casting method, the inner surface of the casting is formed without coming into contact with the working surface of the mold, and therefore it is called free. This special technology assumes that the injection molds are made of metal. Before starting to pour the melt, it must be heated to a temperature of 250 - 350 degrees, then a fire-resistant coating is applied to the working surfaces. The use of centrifugal processing of the melt makes it possible to obtain the density of the cast metal, the absence of voids and cavities in the body of the resulting part. Under the influence of centrifugal forces.
Centrifugal melt processing allows the production of the following types of parts:
- bushings;
- drums;
- rotor housings and much more.
Centrifugal casting allows for high metal density and the absence of cavities.
As a result, the parts have increased wear resistance. In addition, centrifugal forces displace foreign inclusions and slags from the melt.
A little history
The most important feature of iron, when it solidifies, to take the form “proposed” to it, was noticed by man back in ancient times. Today, almost all scientists assume that man’s initial acquaintance with metal took place thanks to meteorites. Meteoric iron was fusible and easy to process, so some nascent civilizations had been studying the basics of casting for a very long time.
In our country, metal casting has been a respected and honorable business from time immemorial; people have always treated this craft with great respect. The “Tsar Cannon” and “Tsar Bell” are widely known, being masterpieces of Russian foundry craftsmanship, even if one of them never rang and the other never fired. During the reign of Peter the Great, the Ural foundry workers gained particular fame as suppliers of reliable weapons for the army. However, they rightfully bear this title even now. Before we look at the main types of metal casting, it is necessary to say a few words about the required characteristics of the raw materials.
Cork or shell casting
Among the special types of casting, there is also one - shell. It is used when working with both non-ferrous and ferrous metals. Casting is performed in shell (crust) molds made from a mixture of quartz sand and bakelite resin, mixed in a ratio of 90 to 10. Bakelite resin polymerizes at a temperature of 300 - 350 degrees.
Casting into cortical (shell) molds
The mixture is applied to the surface of the model, which has been preheated to 220 degrees. The resin melts and binds the grains of sand together. As a result, a crust 5–7 mm thick is formed on the surface of the model. The mixture hardens when the model is heated to a temperature of 350 degrees. Then, using various devices, the mold is removed from the model. The main advantage of this type of mold is the reduction of allowances and the high accuracy of the resulting castings.
Centrifugal casting
In this case, the melt is poured into a special mold, which rotates at a very high speed in a horizontal or vertical projection. As a result of the action of powerful equally applied centrifugal forces, the metal flows evenly into all spaces of the mold, thereby achieving high quality of the finished product. This casting method is ideal for producing various types of pipes. It allows you to mold a much more uniform wall thickness, which is extremely difficult to achieve using “static” methods.
Precision casting
Precision casting is a special method for producing particularly precise castings.
Precision casting equipment
Previously, this method was called lost-wax casting. To perform work using this technology, various substances are used that give the molten metal a number of properties that allow it to accurately fill the mold.
In addition, to perform special casting, molds made of metal and made with increased accuracy requirements are used.
Injection molding
In injection molding, molten metal is forced, under the pressure of a piston or compressed air, to fill steel molds and solidify in them. Once removed from the mold, the finished casting does not require further processing.
Using injection molding, it is possible to produce very thin-walled parts (up to 0.1 mm) with threads, holes and complex shapes. The dimensional accuracy of injection molded parts is very high (0.1-0.01 mm). All castings are exactly the same and interchangeable. The products have a very fine-grained structure, which provides increased mechanical qualities.
The productivity of one machine reaches 4000 or more castings per shift.
Recently, the injection molding method has been very successful in casting not only parts from low-melting metals and light alloys, but also from copper alloys - bronze, brass. Injection molding is also used for reinforced products, for example, those made of zinc and aluminum alloys with steel, brass and bronze bushings, cores, etc. poured into them.
For low-melting lead and tin alloys, molds are made of carbon steel that can withstand up to 50 thousand. castings For zinc alloys, chromium-nickel steel is used, which can withstand up to 100 thousand castings. For aluminum alloy castings, the best material for molds is chrome-tungsten steel.
The disadvantages of injection molding are the need for expensive steel molds and a special compressed air unit, as well as the limited size and weight of the castings. The injection molding of steel parts presents great difficulties.
Knockout, shoeing, cleaning and casting control
After the end of the special casting process and the workpiece has cooled to an acceptable temperature, it is removed from the mold and, if necessary, sent to be cleaned of sprues, flash, etc. In addition, quality control of the resulting parts is performed.
The main document on the basis of which quality control of the resulting product is carried out is the working drawing.
Technical control of casting
In addition, technical control service employees must be guided by the requirements of GOST, OST, STP and other regulatory documents, one way or another, related to metal casting.
Casting using gasified (burnt out) models
In terms of casting quality and simplicity, this method is one of the most profitable, and therefore it is used more and more widely in modern industry. This type of metal casting, the production of which is increasing year by year, is especially popular in China and the USA, since the industrial bases of these two countries have the greatest need for high-quality steel. The advantage of this method is that it allows the production of castings without any restrictions on weight and size.
In many ways, this method is similar to those described above: for example, in this case, the primary model is used not from wax or plasticine, but from the now widespread foam plastic. Since this material has its own specifics, the binding sand mixture is filled into the flask under a pressure of approximately 50 kPa. Most often, this method is practiced in cases where it is necessary to make parts weighing from 100 grams to two tons.
However, we have already said that there are no strict restrictions on the size of parts. Thus, using this casting method, even components for ship engines, which have never had “modest” dimensions, can be produced. For each ton of metal raw materials, the following amount of additional materials is consumed:
- Fine quartz sand - 50 kg.
- Special non-stick coating - 25 kg.
- Granulated polystyrene foam - 6 kg.
- Thick polyethylene film - 10 sq. m.
The entire molding mixture is pure quartz sand without any additional additives or additives. It can be approximately 95-97% reused, which significantly increases efficiency and reduces the cost of the process.
Thus, metal casting (the physics of the process was partially considered by us) is a “multifaceted” phenomenon, since today there are a lot of new techniques. In parallel, modern industry uses methods that were in use several thousand years ago, slightly adapting them to current realities.