Honing is one of the technological process operations that performs finishing processing of internal cylindrical holes using abrasive tools. Mechanical engineering widely uses this type of processing to obtain high-quality surfaces in the cylinder block of an internal combustion engine during its manufacture or during major repairs.
The essence of the process
The machining process is similar to abrasive grinding, but honing occurs at low speeds . The head makes two main movements: circular rotation and reciprocating movement along the vertical axis. The rotation speed varies between 40−80 m/min, which is less than 100 rpm. The feed rate for such speeds does not exceed 16−20 m/min.
After several double strokes, the bars are spread apart. To remove a uniform allowance, the honing head has a floating mount. Honing can achieve 5-6 accuracy grades and 10-12 roughness grades.
During the movement of the abrasive bars, metal is removed in microscopic volumes. On the surface of the hole, a pattern of marks is obtained, the intersection angle of which is 120°. This allows lubricants to remain on the surface, reducing wear of rubbing parts.
Manual Honing Head For Drill
Vertical Honing Tool Set
Russian equipment catalog ROBBI
with prices in PDF format download here.
Download Russian catalogs of machines and equipment ROBBI
in PDF format, of course, here.
Company from Italy ROBBI
is now the most recognizable manufacturer of equipment and machines for the repair of motor parts in the global economy.
Since 2012, Special Motor has been a representative of ROBBI.
.
In order to see the equipment in operation, get additional information, undergo training, complete the package and place an order, contact us by phone. 7 925 544-8195 or email.
The vertical honing system was developed for applications where the part is too large or too heavy to be honed on conventional horizontal honing machines.
This honing equipment is suitable for a wide range of diameters and has a proven track record that guarantees effective correction of bore defects. With this system, high stock removal rates can be achieved and the hole can be honed to the desired roughness and surface structure.
In addition to meeting a variety of production needs, the system is well suited for all automotive engine repair requirements.
Power sources
The system has been developed primarily to be included in the range of vertical honing machines. They have high power, accurately and reliably honing holes up to 914.4 mm in length.
At the same time, hong heads can be quickly replaced to perform any number of tasks. The system can also be used with other machines, such as boring machines, as well as for portable power tools.
Set of bars, supports and holders
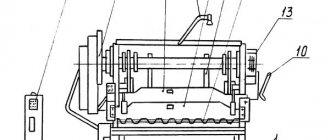
This picture shows the adjustable hong heads of the model range, complete with a set of bars of both 2-block (with 2 guide shoes) and 4-block type, block holders, and, finally, block supports. Manual hong heads are equipped with a cardan shaft and a ring with a clamp (not shown in the figure).
Review of devices for honing cylinders from the online store AvtoKlyuch-63
This video presents a tool for honing cylinders. This tool can be purchased online.
Honing cylinders using an electric drill
I went to the men’s workshop, saw this process, and decided to film it.
Unit for regulating the supply of bars to the spreader (feeder)
Using the feed control
stones to expand, the honing stones can be spread apart and fixed while they are in the hole. This eliminates the need to stop and restart rotation to adjust honing pressure.
Greater precision and consistency of stone pressure are achieved with ease because the operator can control the head throughout the honing process, rather than relying on guesswork beforehand.
This helps to properly hone even those areas of the bore that are further away from the front of the part, and the ability to bring the stones together means that pressure can be reduced at the end of the cycle to improve surface polishing.
1. Unit for regulating the supply of bars for expansion. The heart of the Delapena system, it increases the efficiency and capability of the honing process by providing stone expansion and controlled machining as the abrasive stones rotate in the hole.
2. Cardan shaft Suitable for a wide range of lengths, for the device for regulating the supply of bars to the spreader, as well as for a variety of Morse taper adapters.
3. Set of abrasive stones According to practice, a set of two stones and two shoes is used, as shown in the figure, or a set of four stones. A wide range of abrasives is available, with any particle size and binder.
4. Honing head
One of a range of six honing heads which together can hone bores from 25.4mm to 762mm
Purpose of honing
Among the reasons for using hone are the following:
- the shape of the processed internal holes corresponds to the geometric parameters;
- high dimensional accuracy;
- low roughness;
- applying microscopic marks that form the correct pattern.
If the hole in the engine liner does not have the correct shape, this will lead to a decrease in compression and a decrease in the working life of the piston group. Boring does not provide an ideal shape due to wear and bending of the cutting tool. The shape may have defects such as coning and barrel-shaped.
Processing with a blade tool does not achieve the required cleanliness. Because of this, during operation there is increased wear of the compression rings and, as a result, increased fuel and oil consumption. Grooves with residual lubricant eliminate dry friction of parts.
Cylinder honing - what is it and why?
The final step in the overhaul of any engine is honing. In this article you will learn in detail about what honing a cylinder block is, why it is done and how to do it yourself.
Why is cylinder honing necessary?
During operation, the engine is subject to both thermal and mechanical influences, which certainly change the shape of the cylinders. The cylinder must have a strictly defined height and diameter, which should not change along the entire length of the walls.
However, long-term use and wear take their toll - the cylinders change their shape to barrel-shaped, cone-shaped or saddle-shaped. These changes are invisible to the naked eye, however, it is simply necessary to bring the shape of the cylinder to perfection.
This is precisely what honing is used for, which can bore the cylinder to the most nominal dimensions with millimeter precision.
If the cylinders are not processed and everything is left as is, then you can get approximately the following picture:
- Reduced pressure in the cylinders (compression), loss of power. This parameter directly depends on the shape of the cylinder.
- Increased lubricant and fuel consumption . Through the gaps that may arise between the piston and the cylinder walls, the oil will rise into the combustion chamber, burn out and go into the exhaust system.
It would be good if all that was needed was boring the cylinders. However, there are times when major repairs become too costly. Many drivers managed to bring the engine to such a state that the entire crank mechanism needed to be replaced.
Requirements for tools and materials
As you may have guessed, the use of a conventional boring machine when honing a cylinder block is unacceptable. For this, only special equipment is used, which allows you to achieve the most accurate results. After all, such a parameter as size plays a very important role in the cylinder block.
Processing of a cylinder block made of aluminum must be carried out using special bars. To achieve a more accurate geometry of the element, their number should be from 5 to 8. The bars are located along the entire perimeter of the surface being processed.
The tools are mounted using a hydraulic or electromechanical drive, which allows you to change their position in accordance with the required size. This approach, in contrast to manual adjustment, allows for precise adjustment of the bars in accordance with the required standards.
That is why the use of a conventional machine, with a small number of bars and adjustment by mechanical slats, is unacceptable.
When boring a cylinder block, special bars with diamond grains are used. The grains are secured using a plastic binder. This material is suitable for processing cylinder blocks made of aluminum.
The design of the bars allows for self-sharpening of diamonds.
This means that the bonding plastic is very strong, which is important for holding diamonds during processing, and soft enough to hold diamonds whose ends have already become dull.
How to properly hone engine cylinders
Major repairs of the unit are divided into several stages. First, the cylinder is bored to repair size. A prerequisite is to leave an allowance of 0.1-0.15 millimeters. This size allows you to first shape the future cylinder, and then process the rough surface to make it as smooth as possible.
After the second stage is completed, it is necessary to flush the engine. The fact is that during processing a large amount of metal shavings appears, which may not be immediately noticeable. However, its presence on the walls of the liners is not at all desirable and can lead to repeated wear of the block, so it must be removed.
Attention! To prevent the bars from becoming smeared and breaking, it is necessary to interrupt honing at certain intervals for approximately 30 seconds.
In this case, the tool must stop touching the cylinder walls. During this time, the surface to be treated and the bars must be washed and treated with a new portion of honing oil.
After this, you can continue processing again.
To ensure that the bars wear evenly, it is recommended to constantly change the direction of rotation of the head. This requirement allows not only to smoothly process the part, but also to achieve increased material savings, which is not unimportant when carrying out work of any type.
This completes the honing of the cylinder block. As you can see, in theory there is nothing complicated about this.
However, in practice, many drivers may encounter various difficulties, for example, the lack of necessary equipment or special skills needed when processing a cylinder block.
That is why it is better to entrust such work to a professional who will perform accurate and high-quality grinding of the cylinders for relatively little money.
Processing tool
For processing, a special honing tool is used - honing. Honing heads are classified according to the following characteristics:
- according to the method of fastening the abrasive tool: rigid;
- floating;
- adjustable;
The honing head consists of:
- housings;
- abrasive bars;
- rod;
- control coupling.
The body has milled grooves into which abrasive stones are installed. A collet mechanism is provided inside the body, ensuring simultaneous and smooth ejection of the bars.
Abrasive stones are made from sintered composites or matrix diamond elements. The grain size does not exceed several tens of microns.
The coaxiality of the motor sleeve and the tool is ensured by the rod. The resulting hole diameter is adjusted using a coupling.
Self-unclosing hones are made in the form of a brush , which used to be used to wash milk bottles. Small abrasive stones are attached to the ends of the spring legs. This device is intended for use in conjunction with a hand-held electric drill or screwdriver.
Processing with such a head is close to fine grinding or polishing. The absence of rigid fastening does not allow the correction of surface defects after boring, but reduces the roughness to a value of Ra 0.25.
DIY honing head
Hello to all Kulibins. Does anyone have drawings for hone heads from 76-100mm. I want to make it powered by a drill!
I saw a drill in a tool store, why do it, I don’t remember now, but the price tag wasn’t big.
the one with 3 legs? Chinese? It does not suit me
How to regulate it if under a drill? There is also a conical roller in it and on the machines, when everything is set up for honing, a special handle with a dividing scale regulates the supply of the diamond stones themselves to the diameter offset.
Honing is applied after boring, reaming and grinding. Mainly for finishing holes in order to improve the accuracy of its shape and size. To reduce roughness, as well as to create a specific microprofile of the treated surface. Processing is carried out using abrasive or diamond stones fixed in a honing head (honing head).
Honing, hone designs with different methods of fastening in the machine spindle, honing when finishing the outer surfaces of crankshaft journals.
Honing with a rigid attachment of the hone to the machine spindle with two degrees of freedom of the part is used for processing parts with parallel upper and lower planes and a hole axis perpendicular to them. In the case of processing small and medium-sized parts, a scheme with a rigid connection between the hone and the spindle of the machine is used with four degrees of freedom of the part.
If the misalignment of the spindle and the hole being machined is less than 0.05 mm, then a single-hinge hone mount is used. If the misalignment is more than 0.05 mm, then it is double-hinged, and the parts are given four degrees of freedom.
The hon usually makes three movements:
— Rotational (main) movement D1. — Reciprocating motion D2. — Radial movement of the bars.
Methods for attaching the hone with different numbers of degrees of freedom of the part.
The combination of these three movements creates conditions for cutting microchips and self-sharpening of the tool. On the treated surface, characteristic traces of the trajectory of the grain in the form of a grid remain. The nature of the trajectory depends on the combination of the magnitude of the speeds of translational and rotational movement and the angle a of the cutting speed vector. Specific values of cutting speeds are determined by the dimensions of the part and processing conditions.
Range of honed hole sizes:
— Diameter 2.5-1,000 mm. — Length 5-25,000 mm.
A variation of conventional honing is vibration honing. With it, the hone or part is given an additional circular or reciprocating movement with a small amplitude (1-4 microns) and a frequency of up to 20 days. h./min.
Main movement speed D1:
— For processing steel it is 45-60 m/min. — Cast iron — 60-75 m/min.
The ratio of the speeds of movements D1 and D2 is 1.5-10.0. The performance of vibration honing is significantly higher than conventional honing. And in some cases it approaches grinding productivity.
The figure below shows the trajectories of the abrasive stone during conventional and vibration honing. The uppermost 1 and lower 3 positions of the abrasive stones are set with an overtravel D2, necessary for precise processing of the hole. Minimum shape deviations are obtained with an overtravel equal to 0.33 of the length of the bar, and with a length of the bar equal to 0.50-0.75 of the length of the hole being machined. With each double stroke, the bars end up in position 2, i.e., they shift by the amount of overlap A.
Vibration honing changes the appearance of the mesh, which is determined by the swing of the bar 2A, the longitudinal feed S of the bar per revolution and the angle of the mesh a. As the pattern of movement of abrasive grains shows, during vibration honing the length of chips removed by the grain sharply decreases. And short chips are relatively easily removed from the cutting zone. This allows the use of harder bars that can withstand greater pressures without dulling or metal sticking.
Read also: How to remove the stator on an angle grinder
The cutting speed in conventional honing is the geometric sum of the rotation speed and the translational speed of the hone. With a change in angle a, the network of scratches and scratches formed by abrasive grains during the relative movement of the hone changes.
The trajectory of an abrasive stone during conventional and vibration honing.
At small angles a, the abrasive grain can remove longer chips. This makes it difficult to remove it from the cutting zone. The minimum chip length is obtained at an angle of 45 degrees. That is, with equal speeds of rotation and longitudinal movement of the hone. Therefore, to ensure optimal chip formation conditions, it is necessary to use sufficiently high speeds of the translational movement of the hone.
However, the reversible nature of this movement during the period of changing the direction of movement of the hone causes large inertial loads in the machine systems. The results of honing and the course of the processing process itself depend on its cyclic nature. A significant factor influencing cyclicity is the initial surface roughness of the part.
At the beginning of processing, intensive metal removal is carried out, which leads to intensive wear of the bars. As the roughness of the treated surface decreases, the surface of the bars is smoothed and the intensity of metal removal decreases.
The initial cutting ability of the bars and high cutting intensity are restored at the beginning of processing the next part with the original surface roughness. Therefore, it is advisable to choose the shortest honing time.
Honing with normalized radial feed of stones.
Recently, honing with normalized radial feed of stones has become widespread. The feed amount is 2-5 µm/d. X. hona. For such processing, it is advisable to use diamond and CBN bars. Their wear during processing of one part is very small. The use of conventional abrasive stones, in addition to the removal of allowance, requires compensation for the wear of the stones, which changes throughout the processing cycle.
Therefore, the feed must be variable, which significantly complicates the design of the machine. Unlike other methods of finishing processing during honing, the determining influence on the accuracy and roughness of the surface is exerted by the hone, which is designed for the specific case of processing a particular part.
Designs of hone with different methods of fastening in the machine spindle.
The body 5 of a standard hone with a double-hinged mount has grooves evenly spaced around the circumference, in which holders 4 with diamond bars soldered on them are placed. In the central hole of the housing, cones 3 move, on which the supporting surfaces of the holders 4 lie. Radial feed to the holders with bars is communicated by the longitudinal movement of the cones 3.
When entering the hole of the part, the hone is guided by strips with a radius surface. The hone is pivotally connected to a hollow rod 8, which has a ball end 6 at the bottom. A rod 7 moves inside the rod, imparting axial movement to the cones 3 of the head from the hydraulic feed mechanism of the machine. Rod 7 is connected to the head cones using a spherical hinge through rod 13, intermediate rod 9, wear compensation parts 12 and pin 10.
The machine feed operates only in one direction (down). The retraction of cones 3 and all transmission links to the upper position occurs under the action of spring 11. When lifting the cones, the diamond bars are removed inside the hone body using ring springs 2. Usually the machine is set to a certain length of stroke of the rod. A bayonet lock is provided for quick removal and installation of the hone.
The rod with pin 14 fits into the cartridge, which is locked by turning the ring. The hone is suspended on two hinges, with the help of which it self-aligns along the hole being processed. Hones with a single-joint mount and with a rigid mount have a more simplified design.
Based on the nature of fastening the bars in the hone, they are distinguished:
— Hones with spring-loaded bars. When processing holes, shape errors such as non-straightness of the hole axis are not corrected. — Hones with rigid fastening of bars. During processing, all form errors are corrected with a loss of processing accuracy.
Read also: All chemical properties of aluminum
To ensure that the hone is based on the surface being treated, the number of bars in it must be a multiple of three. The honing process is usually carried out with abundant cooling, which is necessary to remove microparticles of the cut metal and waste abrasive bars, reduce friction and prevent adhesive setting of abrasive particles with the metal being processed.
Since the process takes place at low temperatures (50-100 degrees), the cooling properties of the fluid (coolant) are not as important here as when grinding. The composition of the coolant is selected taking into account the characteristics of the material being processed and the abrasive stones, the requirements for surface quality and labor productivity. The most commonly used coolant is kerosene based with the addition of mineral oil, oleic acid or turpentine.
When processing cast iron, pure kerosene or kerosene with the addition of 10-20% industrial oil I-20A is usually used as a coolant. The choice of coolant during honing is described in detail in the technical literature.
Honing when finishing the outer surfaces of crankshaft journals.
In practice, honing is also used when finishing the outer surfaces of rotating bodies, in particular crankshaft journals. The honing device in this case consists of expansion brackets 4 and 5 and a tool - an abrasive head (cut hollow cylinder), pads 3 and 6, along the generatrices of which abrasive bars 1, 2, 7 and 8 are fixed.
Honing device for finishing crankshaft journals.
When the crankshaft rotates, the surface to be processed is covered by expansion brackets, which press the blocks with bars to the shaft journals, thereby processing them. When honing, bars made of electrocorundum, silicon carbide or synthetic diamonds are used. Abrasive grain size from 8 to M20. For diamond stones, the grit ranges from 400 to 14.
Based on materials from the book “Technological processes of car repair”. V. M. Vinogradov.
Cylinder honing, along with boring, are integral attributes of engine overhaul. Let's consider what honing is, how the final processing of liners, cylinders, bushings is carried out and what tools and equipment are needed for do-it-yourself repairs. Let's answer the question, which is better: a mirror or a hon?
WHAT IS HONING
Honing is an abrasive surface treatment to produce an ordered roughness. The application of hone is the final stage of processing metal parts. In this case, not only cylinder walls or liners can be honed, which can be bored to the required repair size during an engine overhaul, but also connecting rod bushings and the crankshaft bed. Honing is also used for finishing surfaces.
Reasons for cylinder honing:
— approaching the ideal geometric shape of liners, cylinders, bushings. Due to the error of even the best quality boring tool, after boring the cylinder may have a slightly barrel-shaped, cone-like shape. Any change in the shape of the cylinder from the ideal geometry of the circle and a displacement of the axis of the hole in the engine cylinder block leads to a decrease in compression and a decrease in the service life of the cylinder-piston group; — the accuracy of surface treatment with a hone is significantly higher than in the case of processing with boring and grinding tools. This feature allows you to obtain the required surface cleanliness class and achieve a better fit of the piston rings to the cylinder walls; — obtaining the required roughness structure. The correct notch allows you to hold motor oil on the cylinder walls, preventing dry friction of rubbing pairs and, as a result, accelerated wear of CPG parts. Also, ordered roughness prevents severe wear of parts when, for certain reasons, short-term dry contact of rubbing pairs occurs.
The essence of the honing process is to uniformly remove micron layers of metal. For this, a special tool is used - a hon. The working surface of the honing head touches the inside of the surface being machined along a trajectory combining rotational and reciprocating movements.
Read also: Tool for processing wood on a lathe
The treatment is carried out using a special cutting fluid, which can be kerosene or a working fluid based on water-oil emulsions (used when processing products with high requirements for coating quality).
During the honing process, it is extremely important to ensure uniform pressure on the grinding edge, since only in this case will it be possible to obtain a uniform scoring depth and a nearly ideal geometric shape of the inner surface of the cylinder. To eliminate possible uneven processing, the rod sets the hone to small circular vibrations around its axis.
For long engine life, the hone on the cylinder walls must be of the correct shape. The wear graph of engine rubbing parts shows that the most intensive reduction in service life occurs at the stage of grinding in parts and in the last kilometers, when significant gaps appear between the rubbing pairs. To reduce engine wear and reduce the break-in period, the manufacturer uses flat-top honing. Proper processing helps ensure that the piston rings have a good fit already several hundred kilometers after the engine has been in operation. Flat-top processing is carried out in 2 stages: coarse and fine abrasive.
The required camber angle of the hatching should be about 60º with a deviation of no more than 20º. Characteristics of the depressions after removing a tiny fraction of metal from the surface of the cylinders:
- should not have torn, sharp edges; — there are no deformed areas; - depth and width must be uniform.
HONING TOOLS
Special bars are used as abrasive materials. The bars themselves differ not only in geometric parameters, but also in the degree of abrasiveness of the material and wear resistance. For professional processing, a hone is used, in which a set of abrasive stones is fixed in a metal mandrel, and the stones themselves are located evenly around the perimeter of the honing head. The design of the mandrel allows you to set the desired outer diameter. The honing head is attached by a coupling to a steel rod. The rod itself is fixed in the machine chuck, which is determined by the hone movement algorithm.
For honing cylinders with your own hands, 2 types of amateur tools are used:
— flexible honing brushes (bottle brush). The device is an attachment for a hand drill or screwdriver, at the end of which there is a honing brush. Grinding stones mounted on spring legs are used as abrasive materials;
— 3-jaw devices for manual honing. Grinding stones are used as abrasive materials. The tool rod can be fixed in the chuck of a screwdriver or drill.
THE FEEDABILITY OF REPAIRING WITH YOUR HANDS
You should resort to self-honing of cylinders only if it is not possible to use machining. When honing with your own hands, it is impossible to create an orderly roughness. Not only the amplitude and nature of the movements will depend on the position of the drill, but also the force of pressure of the stones on the walls of the cylinder and liner. Of course, there can be no talk of bringing the form to geometric ideals.
If you still decide to hone the cylinders yourself, it is better to use 3-legged devices.
HONE OR MIRROR?
The mirror surface of the cylinder is distinguished from the hone only by the class of surface finish. The belief that hone destroys piston rings, and therefore for long-term operation of the engine the walls need to be ground into a “mirror”, arose only from non-compliance with proper honing technology.
To put an end to the debate about honing and mirrors once and for all, to find out what honing is and how it is done correctly, we recommend that you watch the video.
Carrying out work
To obtain a high-quality result, a honing machine is required. Such equipment is used in large specialized auto repair shops that repair diesel and gasoline engines.
The cylinder block is positioned and secured on the machine table so that the holes or liners are positioned strictly vertically. This is the main condition. The honing head is placed inside. The clutch adjusts the desired hole size.
The working surface of the bars will remove the tops of the micro-roughnesses remaining after boring. This method is called flat-top or plateau honing.
The processing process is carried out using working fluids . Kerosene is used to process cast iron, and a mixture of kerosene and oil is used to process steel. Coolant emulsions are increasingly being used. For example, 7% aqueous solution of NSC-5.
Interestingly, during honing, the surface is hardened to a depth of 0.06 mm. When the pressure of the abrasive bars is equal to 5 kgf/cm2, the hardness increases by 10−15%. When processing alloy steels and a pressure of 70 kgf/cm2, the hardness value increases to 70%.
DIY cylinder honing
Many home craftsmen independently repair their car engine. The block is sent to the workshop for boring, and they try to do the rest of the work with their own hands. Before starting work, it is necessary to acquire work skills.
For processing you will need a set of sandpaper having different grain sizes. For pre-processing, use large skins. And as micro-irregularities are smoothed out, the graininess of the paper decreases.
A do-it-yourself honing head is made from a device for manual processing. The design consists of three legs. Sandpaper is wrapped around them as they rotate.
Honing occurs with abundant wetting with oil. The process is reminiscent of grinding parts with abrasive powder. Dimensions are checked in the absence of a bore gauge using a repair size piston.
Proper Methods for Honing Engine Cylinders
This process primarily means the abrasive treatment of surfaces with hone (honed heads). Abrasive wires are attached to the head of a special tool.
This procedure is one of the stages of engine overhaul; it is carried out in order to reduce the roughness of liners and cylinders and increase engine operating time.
We will reveal how this operation proceeds later in the article.
What is honing
What exactly is cylinder honing or boring? As we have already mentioned, this is a very important stage in repairing the engine, since it serves as the final stage in major work on the car’s power plant.
Boring is used to process not only the parts we have already listed, but also bushings, connecting rods, crankshaft beds and, moreover, it is applied to planes.
Now let’s look at the most important question: why carry out this procedure, and what benefit will your iron horse get from it?
Why do you need engine honing?
Any part does not last long. Each one, at one time, requires repairs, but a resourceful driver knows that there are methods and approaches that will extend the life of the part and save money.
Honing the cylinder block is one such way out of the situation. As for the engine parts themselves, they change in parameters during their service.
What's even less pleasant is the appearance of scratches everywhere.
As you well understand, all this has a very detrimental effect on the operation of the engine as a whole, and this is what it leads to worsening:
Therefore, it is worthwhile to immediately begin repair work on the unit, so that in the future you do not have to replace the crank mechanism, but here we are talking about a completely different amount. It can also be noted that during processing you can put old pistons on updated liners if they are still in good condition.
Now let's talk about processing technology. The work itself is done by the instrument from which the name of the operation comes, namely the hon. It moves over surfaces with rotational movements, cutting off layers of metal of very small sizes.
Workers use cutting fluid to glide. Often this is the kerosene we all know, but other options based on water-oil emulsions are also allowed.
The main thing is to correctly calculate the pressure in order to achieve a uniform and correct surface of the cylinder.
Honing Tool
The main professional tool is a structure consisting of bars (abrasive materials), which differ in parameters and level of abrasiveness. Due to the metal frame into which the bars themselves are fixed, you can set the desired parameters. The head, around which the bars are located, is connected by a coupling to the rod, which, in turn, is attached to the machine chuck.
Manual honing includes two types of tools:
- Attachment for a drill or even a screwdriver. It resembles a brush in appearance, but the abrasive material is stones attached to the tips of the springs.
- A device that folds out of three arms. The material is the same as in the previous version, as is the method of use (i.e. using a drill or screwdriver).
The feasibility of do-it-yourself repairs
Is it worth doing cylinder honing yourself? It’s better not to take risks and, if you have the opportunity, seek the help of specialists who know their business. It will be difficult for you to create the necessary pressure to obtain the desired surface roughness of internal combustion engines. The person carrying out the work will not produce ideally shaped parts.
But, if there are no options left, then choose devices with three legs.
Which is better: honing or grinding engine cylinders
The difference between the two methods is that after grinding the surface will be extremely smooth, but in order for the lubricant solution to be retained, a slight roughness must be present. Therefore, in order to ensure high-quality and abundant lubrication of the piston rings, we advise you to resort to honing the parts.
Of course, some masters prefer not to use hone, as they claim that in any case, in the further operation of the motor, a mirror will be formed (the so-called smooth surface). We will not deny this, but think about how you will delay the next repair if you use a gentle hon. You will gain time and save money.
Let's summarize our article today. Do not forget to pay timely attention to the details of your engine, since a lot depends on it. We hope you now understand the advantages that this processing method brings with it. Good luck and don't forget to leave comments below.
#Engine#Tools#DIY#Honing#Cylinders