Система автоматизированного производства PractiCAM™
ориентирована на производство изделий для систем вентиляции из листового и рулонного металла, а также из трубных заготовок.
PractiCAM™
работает с плазменными и лазерными станками с числовым программным управлением (ЧПУ), а также со штамповочными, спиральными и координатно-вырубными машинами. Программа обладает большими функциональными возможностями для раскроя листового металла, т.е. она ориентирована не только на производство воздуховодов, но и плоских деталей, вывесок, флюгеров, крышных элементов и т.д.
Совместимость с любым оборудованием
поддерживает множество моделей плазменных и лазерных станков с ЧПУ, прекрасно взаимодействует с программами управления станком Mach3, Mach4 и Pumotix. Она также может работать со штамповочными, спиральными, координатно-вырубными машинами, трубными резаками и устройствами считывания штрихового кода. Если вашей модели станка в нашей библиотеке ещё нет, то мы в кратчайшие сроки совершенно бесплатно напишем для вас постпроцессор, который свяжет нашу программу с вашим оборудованием.
Программа для развертки листового металла
Рассчитать площадь поверхности или сечения трубопровода помогает формула длины развертки заготовки трубы. Расчет основывается на величине будущей трассы и диаметре планируемой конструкции. В каких случаях требуются такие вычисления и как они делаются, расскажет данная статья.
Площадь сечения
Труба представляет собой цилиндр, поэтому производить расчеты не сложно
Сечение круглого профиля – это круг, диаметр которого определяется, как разница величины наружного диаметра изделия за вычетом толщины стенок.
В геометрии площадь круга рассчитывается так:
S = π R2 или S= π (D/2-N)2, где S – площадь внутреннего сечения; π – число «пи»; R – радиус сечения; D — наружный диаметр; N — толщина стенок трубы.
Обратите внимание! Если в напорных системах жидкость заполняет весь объем трубопровода, то в самотечной канализации постоянно смачивается только часть стенок. В таких коллекторах применяется понятие площади живого сечения трубы.
Внешняя поверхность
Поверхность цилиндра, которым и является круглый профиль, представляет собой прямоугольник. Одна сторона фигуры – длина отрезка трубопровода, а вторая – величина окружности цилиндра.
Расчет развертки трубы осуществляется по формуле:
S = π D L, где S – площадь трубы, L – длина изделия.
Внутренняя поверхность
Такой показатель применяется в процессе гидродинамических расчетов, когда определяется площадь поверхности трубы, которая постоянно контактирует с водой.
При определении данного параметра следует учитывать:
- Чем больше диаметр водопроводных труб, тем меньше скорость проходящего потока зависит от шероховатости стенок конструкции.
На заметку! Если трубопроводы с большим диаметром характеризуются малой протяженностью, то величиной сопротивления стенок можно пренебречь.
- При гидродинамических расчетах шероховатости поверхности стенок придается не меньшее значение, чем ее площади. Если вода проходит по ржавому внутри водопроводу, то ее скорость меньше скорости жидкости, которая протекает по сравнительно гладкой полипропиленовой конструкции.
- Сети, которые монтируются из не оцинкованной стали, отличаются непостоянной площадью внутренней поверхности. При эксплуатации они покрываются ржавчиной и зарастают минеральными отложениями, из-за чего сужается просвет трубопровода.
Важно! Обратите внимание на этот факт, если захотите сделать холодное водоснабжение из стального материала. Проходимость такого водопровода сократится в два раза уже после десяти лет эксплуатации.
Расчет развертки трубы в данном случае делается с учетом того, что внутренний диаметр цилиндра определяется, как разность внешнего диаметра профиля и увеличенной вдвое толщины его стенок.
В результате площадь поверхности цилиндра определяется по формуле:
S= π (D-2N)L, где к уже известным параметрам добавляется показатель N, определяющий толщину стенок.
Формула развертки заготовки помогает рассчитать количество необходимой теплоизоляции
Чтобы знать, как посчитать развертку трубы, достаточно вспомнить курс геометрии, которую осваивают в средних классах. Приятно, что школьная программа находит применение во взрослой жизни и помогает решать серьезные задачи, связанные со строительством. Пусть они окажутся полезными и для вас!
§ 26. Общие сведения
Гибка — способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей — одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол.
Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, деформация, получаемая заготовкой, является упругой, и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается.
В то же время средний слой заготовки — нейтральная линия — не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 93,а). Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
Мгновенная и точная смета расходов
непрерывно создаёт точную оценку стоимости всех затрат на изготовление деталей. Полный расчёт учитывает стоимость материала, трудозатраты на изготовление деталей, стоимость всех крепёжных элементов (болтов, шурупов, шин, заклёпок и т.д.), а также стоимость различных аксессуаров (лопастей, стержней, заслонок и т.д.). В качестве примера приведены американские таблицы стандарта SMACNA, но вы можете создавать свои собственные нормативные таблицы для расчёта трудозатрат на вашем предприятии с учётом специфики вашего производства.
Длина развертки при гибке листового металла
Материал гнут вручную или на гибочном станке, или штампами под прессами. Вручную гнут преимущественно детали небольших размеров.
На гибочном станке загибают листовые заготовки и детали по прямой линии из различного материала и под различными углами как, для получения различных профилей коробчатых форм, так и для отбортовки небольшой ширины (5-30 мм).
При гибке материала во избежание трещин нужно следить за радиусом загиба, руководствуясь данными табл. 4.
Таблица 4 — Радиусы загиба в мм
| Толщинаматериала | Электрон | Дуралюмин | Алюминий, медь, латунь | Сталь |
| 0,3 | 1.5 | 1.5 | 0,6 | O.6 |
| 0,4 | 1,5 | 1,5 | 0.6 | 0,6 |
| 0,5 | 2.5 | 1.5 | 0,6 | 0.6 |
| 0,6 | 2,5 | 2.5 | 1.0 | 1,0 |
| 0,75 | — | — | 1,0 | |
| 0,8 | 4,0 | 2.5 | 1,0 | — |
| 1,0 | 4.0 | 2.5 | 1,5 | 1,5 |
| 1,2 | 4,0 | 4,0 | 1.5 | — |
| 1,25 | — | — | — | 2.5 |
| 1,5 | 6,0 | 4,0 | 2,5 | 2.5 |
| 1,75 | — | — | 2,5 | |
| 2,0 | 10,0 | 6,0 | 2,5 | 2,5 |
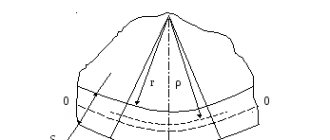
Перед загибом на небольшой радиус все детали отжигают. При загибании материал сжимается и растягивается (рис. 194).
рис. 194.
До загиба длина линии аб у верхней кромки листовой заготовки в месте загиба равна длине линии сд, находящейся в середине листовой заготовки, и линии ми у нижней кромки листовой заготовки.
После загиба длина дуги аб меньше длины дуг сд и мн.
Это неравенство показывает, что при загибе материал снаружи растягивается, а внутри закругления сжимается, и только средняя линия сд не изменяет своей длины.
При гибке листовых заготовок из различных материалов для получения детали требуемых размеров большое значение имеет выбор допустимых радиусов и определение длин разверток (заготовок).
Гибка с закруглением (рис. 195) требует более короткой заготовки, чем гибка без закругления (рис. 196).
Импорт заказов из программы 1С:Бухгалтерия
. Получив заказ, система
PractiCAM™
автоматически находит указанные фитинги в своих библиотеках, применяет к ним заданные параметры и раскладывает их выкройки на листы металла. После проведения автоматической укладки генерируются управляющие команды для вашего оборудования, а также различные отчёты и этикетки.
Возможности развертки AutoPOL7
Давайте зададимся вопросом о том, какие типы моделей могут развертываться AutoPOL7. Функции развертки в программе позволяют создавать развертки всех типов 3D-геометрических моделей единой кривизны. Объектами, которые могут быть выбраны для развертки, являются разнообразные детали, выполненные с помощью AutoCAD и Autodesk Mechanical Desktop: любые трехмерные пространственные модели, корпусные детали, оболочки, NURBS-поверхности и пр. Кроме того, можно разворачивать любые объекты, описанные математическими зависимостями: объекты, описанные плоскостями, цилиндрические объекты, конические, эллиптические или сплайн-поверхности. С помощью средств AutoPOL7 развертки могут быть построены для геометрических элементов двойной кривизны.
Создание этикеток
легко и удобно. Вашему вниманию предоставляются различные шаблоны этикеток, но если они вас чем-то не устраивают, то вы можете создать свой собственный шаблон. Добавляйте любую информацию на свои этикетки: логотип вашей организации, штрих-коды, 3D-изображения деталей, любые интересующие вас параметры деталей; редактируйте эти надписи любым стилем и размером шрифта. Вы можете сделать этикетку для любого фитинга и плоской детали.
Полезные спецификации
позволяют задать все особенности ваших производственных стандартов при работе с различными изделиями, дают возможность унифицировать производство, автоматизировать ввод изделий для изготовления и сократить количество ошибок при вводе данных, увеличивая тем самым вашу производительность, а вместе с ней и прибыль. Вы можете создать свои собственные правила производства изделий, которые используются на вашем предприятии.
AutoPOL7 как часть единой системы технологической подготовки производства
Тысячи пользователей во всем мире с большим удовольствием работают с AutoPOL7. Возможности интерфейса программы AutoPOL7 позволяют создавать профессионально ориентированную среду, которая помогает увеличить эффективность конструирования и повысить производительность при работе над изготовлением изделий из листового металла. Программа AutoPOL7 обладает всеми преимуществами, которые дает использование ARX-технологии компании Autodesk, Inc. и API-интерфейса Mechanical Desktop. Кроме того, в AutoPOL7 реализована возможность передавать информацию и результаты моделирования изделия в пакет программ Dytran компании MSC Software. Инженеры имеют возможность уже на стадии компьютерного проектирования контролировать процесс изготовления и управлять качеством изделия. Это позволяет значительно сократить цикл от проектирования до получения реального изделия в металле и сэкономить значительные средства в связи с отсутствием брака в изделии, а также в связи с отсутствием необходимости доработки или повторного изготовления оснастки. Но об этом мы расскажем в следующей статье.
«САПР и графика» 6’2000
- развертка листовой металл параметрическая модель развертывание перфорирование интерфейс редактирование документация деталь кривизна поверхность cad лист рай угол гибка nurbs чертеж компенсация изгиб радиус толщина лист Кх-фактор управляющая программа dxf ЧПУ arx
Возможность ручной и автоматической сегментации для изделий большого размера
позволяет сегментировать (разбивать на отдельные составные части) изделия большого размера, которые не помещаются на листе металла. Вы можете сами задавать правила сегментации для каждого изделия или доверить этот процесс программе.
Преимущества нашей технической поддержки:
- Лучшее сопровождение продукта — по просьбе пользователей разрабатываем и добавляем новые программные модули, создаём новые фитинги и параметрические плоские детали, добавляем к уже существующим новые способы раскроя фитингов.
- Бесплатное обучение работе с программой.
- Регулярное обновление PractiCAM™
— новый релиз выходит не реже 1 раза в 2 недели. - Разработка и добавление новых этикеток и отчётов, размещение на них информации, необходимой пользователю.
В настоящее время разработана новая версия программы PractiCAM™
. Основным её отличием является то, что теперь программа разбита на множество функциональных модулей, которые можно включать и выключать в различных сочетаниях, уменьшая или увеличивая набор функций, выполняемых программой. В зависимости от количества включенных модулей формируется цена на программу.
PractiCAM™
по-прежнему можно приобрести целиком со всеми его возможностями, но также можно купить либо один из стандартных пакетов программы (каждый из которых является усечённой версией системы
PractiCAM™
), либо стандартный пакет с дополнительными опциями.
Стандартные пакеты PractiCAM™:
PractiCAM™ для типовых деталей.
Данный пакет позволяет пользователю:
- Использовать библиотеки параметрических плоских (двумерных) деталей, создавать плоские детали с помощью графического редактора.
- Работать с графической моделью детали, задавать размеры, материал и толщину.
- Использовать несколько слоёв при создании детали.
- Создавать библиотеку используемых материалов с указанием толщины материала и типа (лист, рулон).
- Импортировать файлы с расширением .dxf, .dwg (системы AutoCAD, Компас и т.д.).
- Применять автоматическую укладку деталей на листы металла с использованием различных алгоритмов, в том числе, и совмещённого реза.
- Укладывать детали на листы металла вручную.
- По результатам укладки формировать и выводить на печать карты укладки.
- По результатам укладки автоматически формировать последовательность управляющих (CNC) команд для резака.
- Задавать параметры резака (размеры стола, позиционирование и ориентация стола, размер и форма реза на входе и реза на выходе, скорости реза и холостого хода, компенсация на рез, автоматическая расстановка перемычек на деталях).
- Определять способ передачи на резак управляющих команд (через файл или СОМ-порт).
- Осуществлять импорт/экспорт файлов с расширением .pmx (файлы программы PractiCAM™).
PractiCAM™ для вентиляции.
Данный пакет позволяет пользователю:
- Использовать библиотеки фасонных изделий (фитингов).
- Работать с трёхмерной графической моделью фитинга, задавать размеры, припуски, материал, определять способ раскроя фитинга.
- Работать с библиотекой аксессуаров фитингов, задавать заслонки, рёбра жёсткости, стяжки, поворотные лопасти.
- Использовать различные маркирующие выемки, автоматически формировать линии гиба, создавать маркирующие линии.
- Создавать библиотеку используемых материалов с указанием толщины материала и типа (лист, рулон).
- Создавать библиотеку используемых припусков (коннекторы, замки, стыки).
- Применять автоматическую укладку выкроек изделий на листы металла с использованием различных алгоритмов, в том числе, и совмещённого реза.
- Укладывать выкройки изделий на листы металла вручную.
- По результатам укладки формировать и выводить на печать карты укладки.
- По результатам укладки автоматически формировать последовательность управляющих (CNC) команд для резака.
- Задавать параметры резака (размеры стола, позиционирование и ориентация стола, размер и форма реза на входе и реза на выходе, скорости реза и холостого хода, компенсация на рез, автоматическая расстановка перемычек на деталях).
- Определять способ передачи на резак управляющих команд (через файл или СОМ-порт).
- Автоматически сегментировать (разрезать на части) выкройки большого размера.
- Автоматически добавлять припуски при сегментации выкроек.
- Создавать и редактировать припуски, соединяющие сегментированные части выкроек.
- Создавать таблицы для пересчёта параметров сечения фитингов и применять их при создании фитингов.
- Осуществлять импорт/экспорт файлов с расширением .pmx (файлы программы PractiCAM™).
PractiCAM™ Классика.
Данный пакет объединяет в себе пакеты «PractiCAM™ для типовых деталей»
и
«PractiCAM™ для вентиляции»
, предоставляя все возможности, которые у них имеются.
Перечень дополнительных опций (возможностей программы) для пакетов приведён в таблице.
Если вы хотите узнать подробнее о PractiCAM™, то мы можем в удобное для вас время, совершенно бесплатно, провести демонстрацию работы программы при помощи Skype или Team Viewer, заодно ответив на все ваши вопросы. Также, совершенно бесплатно, мы можем написать постпроцессор специально для вашего контроллера станка и активировать вам PractiCAM™ на 1 месяц, чтобы вы смогли оценить все возможности нашей программы непосредственно в работе. Всё, что для этого нужно — позвонить нам или написать на электронную почту, либо оставить ваши контактные данные, заполнив следующую форму:
Видеопрезентация PractiCAM
Видеопрезентация PractiCAM для типовых деталей
Расчет разверток и интерфейс пакета AutoPOL7
AutoPOL7 имеет современный интуитивно понятный интерфейс. Пакет программ позволяет очень быстро и с высокой точностью создавать плоские чертежи разверток деталей. При создании чертежей разверток деталей для учета изгиба подпрограмма развертки использует соответствующий Кх-фактор. Для расчета длин развертки программа использует метод компенсации. В AutoPOL7 для расчета допусков на изгиб используется Кх-фактор. Можно воспользоваться формулой для Кх-фактора, соответствующей DIN 6935, или соответствующими значениями из файла материалов. Эти значения экспериментальные. Они зависят от угла гиба и отношения внутреннего радиуса к толщине листа. AutoPOL7 располагает файлом материалов со значениями Кх-фактора, позволяющими в большинстве случаев генерировать точные развертки моделей изделий. Однако значения Кх-фактора зависят от многих других параметров. Уменьшение прочности материала, толщины листа и трения инструмента, используемого для гибки листа, может в результате привести к уменьшению значения Кх-фактора. Поэтому пользователи имеют возможность изменять значения Кх-фактора и самостоятельно расширять имеющиеся библиотеки и базы знаний. AutoPOL7 легко добавляет линии гиба и углы гиба в плоские чертежи разверток. AutoPOL7 представляет собой систему, конфигурируемую пользователем и базирующуюся на знаниях пользователя. В программе используется интеллектуальный обучаемый решатель, который в процессе работы с пользователем постепенно «впитывает» его знания и опыт.