При проектировании и изготовлении гнутых деталей из труб и прутков всегда возникает задача определения длины развертки – длины прямолинейной заготовки до начала технологического процесса гибки.
Продолжая тему…
Представляю расчет в Excel длины развертки деталей из прутков и труб круглого сечения.
Программа расчета написана по формуле классического сопромата! Практические результаты будут немного отличаться от рассчитанных значений из-за целого ряда факторов, о которых уже упоминалось в статье о гибке листовых заготовок (ссылка на эту статью в предыдущем абзаце). Однако точность при гибке трубы для изготовления опытного образца представленная ниже программа обеспечит.
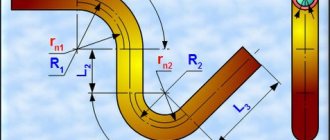
Ниже этого текста на рисунке представлена расчетная схема.
Радиусы нейтральных слоев каждого из изогнутых участков рассчитываются по формуле:
r ni
=((4*R i2—D2) 0,5 +(4*R i2—d2) 0,5)/4
Нейтральный слой – это поверхность, ближе которой к центру радиуса изгиба материал трубы при гибке сжимается, а дальше которой от центра радиуса изгиба – растягивается.
Длина кривых участков при гибке трубы определяется по формуле:
l i =π *α i /180*r ni
Здесь угол α i
должен быть в градусах.
Общая длина развертки вычисляется суммированием длин прямых и изогнутых участков:
L
=∑(L i+l i)
Программа расчета в Excel длины развертки при гибке труб.
Для выполнения расчетов используем программу MS Excel. Можно воспользоваться табличным процессором Calc из свободно распространяемых пакетов
Apache OpenOffice илиLibreOffice.
Исходные данные:
Положим, что в рассматриваемом примере деталь состоит из трех прямых и двух изогнутых участков (как на схеме вверху).
1.
Записываем наружный диаметр трубы
D
в миллиметрах
в ячейку D4: 57,0
2.
Значение внутреннего диаметра трубы
d
в миллиметрах заносим
в ячейку D5: 50,0
Внимание!!! Если рассчитывается длина развертки прутка сплошного круглого сечения, то
d=0!
3.
Длину первого прямого участка
L 1
в миллиметрах вводим
в ячейку D6: 200,0
4.
Осевой радиус сгиба первого кривого участка
R 1
в миллиметрах записываем
в ячейку D7: 300,0
5.
Угол сгиба первого кривого участка
α 1
в градусах пишем
в ячейку D8: 90,0
6.
Длину второго прямого участка детали
L 2
в миллиметрах вводим
в ячейку D9: 100,0
7.
Осевой радиус сгиба второго изогнутого участка
R 2
в миллиметрах записываем
в ячейку D10: 200,0
8.
Угол сгиба второго изогнутого участка
α 2
в градусах пишем
в ячейку D11: 135,0
9.
Длину третьего прямого участка детали
L 3
в миллиметрах вводим
в ячейку D12: 300,0
10-15.
Ввод исходных данных в Excel для нашего примера завершен. Ячейки D13…D18 оставляем пустыми.
Программа позволяет рассчитывать развертки деталей, содержащих до пяти прямых участков и до четырех изогнутых. Гибка трубы с большим количеством участков требует для расчета развертки незначительной модернизации программы.
Результаты расчетов:
16.
Длину первого изогнутого участка
L 1
в миллиметрах вычисляем
в ячейке D20: =ЕСЛИ(D7=0;0;ПИ()*D8/180*((4*D7^2-$D$4^2)^0,5+(4*D7^2-$D$5^2)^0,5)/4) =469,4
17.
Длину второго изогнутого участка
L 2
в миллиметрах вычисляем
в ячейке D21: =ЕСЛИ(D10=0;0;ПИ()*D11/180*((4*D10^2-$D$4^2)^0,5+(4*D10^2-$D$5^2)^0,5)/4) =467,0
18-19.
Так как в рассматриваемом примере нет третьего и четвертого кривых участков, то
в ячейке D22: =ЕСЛИ(D13=0;0;ПИ()*D14/180*((4*D13^2-$D$4^2)^0,5+(4*D13^2-$D$5^2)^0,5)/4) =0,0
в ячейке D23: =ЕСЛИ(D16=0;0;ПИ()*D17/180*((4*D16^2-$D$4^2)^0,5+(4*D16^2-$D$5^2)^0,5)/4) =0,0
20.
Общая длина развертки детали
L
в миллиметрах суммируется
в ячейке D24: =D6+D9+D12+D15+D18+D20+D21+D22+D23 =1536,3
Длина развертки изогнутой трубы рассчитана с помощью программы MS Excel.
Когда нужны расчеты
Параметры рассчитываются на калькуляторе или с помощью онлайн-программ
Какую площадь должна иметь поверхность трубопровода, важно знать в следующих случаях.
- При расчете теплоотдачи «теплого» пола или регистра. Здесь высчитывается суммарная площадь, которая отдает помещению тепло, исходящее из теплоносителя.
- Когда определяются потери тепла по пути от источника тепловой энергии к обогревательным элементам – радиаторам, конвекторам и т.д. Чтобы определить количество и размеры таких приборов, нужно знать величину калорий, которой мы должны располагать, а она выводится с учетом развертки трубы.
- Для определения необходимого количества теплоизоляционного материала, антикоррозийного покрытия и краски. При строительстве магистралей протяженностью в километры, точный расчет экономит предприятию немалые средства.
- При определении рационально оправданного сечения профиля, которое могло бы обеспечить максимальную проводимость водопроводной или отопительной сети.
Информация
После выполнения работ по монтажу трубных коммуникаций, надземных или подземных трубопроводов, возникает необходимость покраски труб. Делается это во избежание коррозии и разрушения стальных трубопроводов. Онлайн калькулятор поможет посчитать площадь трубы, а также расход краски для окрашивания поверхности труб. Программа быстро и без ошибок определит площадь окраски трубы, достаточно только ввести имеющиеся размеры в строки меню калькулятора.
Функции калькулятора для расчёта труб
Калькулятор площади трубы под окраску представляет собой онлайн программу, состоящую из следующих блоков:
- двух строк для ввода размеров труб;
- дополнительной функции «Считать расход краски»;
- двух строк вывода готовых результатов расчетов;
- справочной информации с эскизом трубы, формулой и расшифровкой обозначений.
Калькулятор окраски труб позволяет рассчитать:
- площадь поверхности трубы;
- необходимое количество краски.
Кроме того, готовый результат можно сохранить в формате PDF-файла или вывести на печать одним нажатием кнопки.
Принцип работы на калькуляторе
Чтобы получить готовый расчет площади трубы и расход краски нужно ввести в строках меню программы следующие данные:
- указать внешний диаметр, в мм;
- указать длину, в метрах;
Для получения количества необходимой краски нужно поставить галочку в квадрате «Считать расход краски» и:
- указать расход краски, исходя из средней нормы расхода (i), в г/м2;
После этого, калькулятор автоматически выдаст готовый результат: расчет площади трубы в квадратных метрах; количество необходимой краски в граммах.
ВАЖНО! Для того, чтобы использовать трубопровод долго и без ремонтов следует соблюсти несколько правил: произвести зачистку от ржавчины, обезжирить поверхность трубы, нанести не менее двух слоев краски: базовый грунтовый и основной финишный. Можно избежать всех этих процедур, за исключением обезжиривания, и использовать специальную краску по ржавчине 3в1, которая включает в себя грунт, краску и преобразователь ржавчины.
Труба (водогазопроводная) – вид металлопроката, длинное полое сварное изделие круглого сечения. Применяется для водопроводов и газопроводов, систем отопления, а также для изготовления деталей водопроводных и газопроводных систем.
Источник
Определение параметров трубы
Площадь сечения
Труба представляет собой цилиндр, поэтому производить расчеты не сложно
Сечение круглого профиля – это круг, диаметр которого определяется, как разница величины наружного диаметра изделия за вычетом толщины стенок.
В геометрии площадь круга рассчитывается так:
S = π R^2 или S= π (D/2-N)^2, где S – площадь внутреннего сечения; π – число «пи»; R – радиус сечения; D — наружный диаметр; N — толщина стенок трубы.
Обратите внимание! Если в напорных системах жидкость заполняет весь объем трубопровода, то в самотечной канализации постоянно смачивается только часть стенок. В таких коллекторах применяется понятие площади живого сечения трубы.
Внешняя поверхность
Поверхность цилиндра, которым и является круглый профиль, представляет собой прямоугольник. Одна сторона фигуры – длина отрезка трубопровода, а вторая – величина окружности цилиндра.
Расчет развертки трубы осуществляется по формуле:
S = π D L, где S – площадь трубы, L – длина изделия.
Внутренняя поверхность
Такой показатель применяется в процессе гидродинамических расчетов, когда определяется площадь поверхности трубы, которая постоянно контактирует с водой.
При определении данного параметра следует учитывать:
- Чем больше диаметр водопроводных труб, тем меньше скорость проходящего потока зависит от шероховатости стенок конструкции.
На заметку! Если трубопроводы с большим диаметром характеризуются малой протяженностью, то величиной сопротивления стенок можно пренебречь.
- При гидродинамических расчетах шероховатости поверхности стенок придается не меньшее значение, чем ее площади. Если вода проходит по ржавому внутри водопроводу, то ее скорость меньше скорости жидкости, которая протекает по сравнительно гладкой полипропиленовой конструкции.
- Сети, которые монтируются из не оцинкованной стали, отличаются непостоянной площадью внутренней поверхности. При эксплуатации они покрываются ржавчиной и зарастают минеральными отложениями, из-за чего сужается просвет трубопровода.
Важно! Обратите внимание на этот факт, если захотите сделать холодное водоснабжение из стального материала. Проходимость такого водопровода сократится в два раза уже после десяти лет эксплуатации.
Расчет развертки трубы в данном случае делается с учетом того, что внутренний диаметр цилиндра определяется, как разность внешнего диаметра профиля и увеличенной вдвое толщины его стенок.
В результате площадь поверхности цилиндра определяется по формуле:
S= π (D-2N)L, где к уже известным параметрам добавляется показатель N, определяющий толщину стенок.
Формула развертки заготовки помогает рассчитать количество необходимой теплоизоляции
Чтобы знать, как посчитать развертку трубы, достаточно вспомнить курс геометрии, которую осваивают в средних классах. Приятно, что школьная программа находит применение во взрослой жизни и помогает решать серьезные задачи, связанные со строительством. Пусть они окажутся полезными и для вас!
Расчет размеров заготовки при гибке
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов. Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Итак, приступим.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
Напоминаю:
Таким образом, если вам нужна поверхность полки А
без деформаций (например для расположения отверстий), то вы ведете расчет по
варианту 1
. Если же вам важна общая высота полки
А
, тогда, без сомнения,
вариант 2
более подходящий.
Вариант 1 (с припуском)
Нам понадобится:
а) Определить К-фактор (см Справочную);
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:
Где X1
– длина первого прямого участка,
Y1
– длина второго прямого участка,
φ
– внешний угол,
r
– внутренний радиус гибки,
kS
– толщина металла.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +
..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)
По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:
Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:
Где Y2
,
X2
– полки,
φ
– внешний угол,
r
– внутренний радиус гибки,
k
– коэффициент положения нейтральной линии (К-фактор),
S
– толщина металла.
Вычет у нас (BD
), как вы понимаете:
Внешняя граница гибки (OS
):
И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
Схема расчета следующая:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +
.. и т.д.
Графически это будет выглядеть так:
И еще, размер вычета (BD
) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь
BD
, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
На этом все. Всем спасибо за внимание.
При подготовке информации я использовал: 1. Статья «BendWorks. The fine-art of Sheet Metal Bending» Olaf Diegel, Complete Design Services, July 2002; 2. Романовский В.П. «Справочник по холодной штамповке» 1979г; материалы англоязычного ресурса SheetMetal.Me (раздел “Fabrication formulas”, ссылка: https://sheetmetal.me/formulas-and-functions/)
Расчет длины развертки детали
Упрощенно развертка рассчитывается следующим образом:
Допустим, имеется деталь как на рисунке.
Считаем суммарно развертку по СРЕДНЕЙ линии….. примерно так:
23.5+47+63+35+47+18.5=284 мм.
Затем считаем гибы. У нас получается 6 гибов. Каждый гиб уменьшает длину развертки примерно на толщину материала. У нас деталь из листа 3 мм. Из полученной суммарной длины развертки (284 мм) вычитаем 3х6=18 мм …. Получаем длину развертки 284-18 = 266. Цифра достаточно эмпирическая, но позволяет достаточно точно посчитать размер.
Еще необходимо учесть следующее ограничение – минимальное расстояние между гибами или от гиба до края заготовки должно быть не менее 15 мм. Это технологическое ограничение листогиба. Можно и меньше, но это необходимо обсудить. Есть и другие ограничения, но это уже будем решать вместе.
Расчет разверток деталей из листа под углом N°
Сейчас мы рассмотрим развертку детали, поверхности которой гнутся под любым углом относительно друг друга.Здесь ничего сложного нет. Обычная геометрия. Школьная программа.Длина развертки Lр равняется сумме длин прямых участков и длины дуги соединяющей эти участки. Расчет ведется по средней линии толщины материала.Здесь нужно знать, что средняя линия это не просто толщина материала деленная на два. Это нейтральный слой между растянутыми и сжатыми волокнами, длина которого не изменяется при гибке. Радиус средней линии определяется по формуле
Rср = r + t * K
где каэффициент K
определяется по таблице. Он зависит от отношения внутреннего радиуса гибки и толщины материала r/t
Lр = L1 + L2 + Lдуги
Lдуги = pi * G/180 * Rср
Как мы видим r/t
(на рисунке r/s) равно1,5.Выбираем из таблицы 1,5 получаем
K=0,441
Ну вот получилась прожка.Данный файл xlРасчет развертки
Вы можете скачать прямо с сайта.Он сам все расчитает.Нужно только ввести размеры. Если хотите посмотреть как работают формулы,снимите защиту с листа.Пароля нет.
с уважением Лариса Старых.
Размеры скобы: a=70мм; b=80мм; c=60мм; t=4мм. Длина развёртки заготовки L=a+b+c+0,5t=70+80+60+2=212мм.
Пример 2.
Подсчитать длину развёртки заготовки угольника с внутренним закруглением (рис. в). Разбиваем угольник по чертежу на участки. Подставив их числовые значения (a=50мм; b=30мм; t=6мм; r=4мм) в формулу
L=a+b+3,14/2(r+t/2),
получим
L=50+30+3,14/2(4+6/2)=50+30+1,57х7=0,99=91мм.
Разбиваем скобу на участки, поставим их числовые значения(a=80мм; h=65мм; c=120мм; t=5мм; r=2,5мм) в формулу L=a+h+c+3,14(r+t/2),
получим
L=80+65+120+3,14(2,5+5/2)=265+15,75=280,75мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причём внешняя часть металла несколько вытянется, а внутренняя сожмётся. Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая посредине между внешней и внутренней окружно-стями кольца.
Длина заготовки L=3,14хD
. Зная диаметр средней окружности кольца и подставляя его числовые значения в формулу, находим длину заготовки:
L=3,14х108=339,12мм
. В результате предварительных расчётов можно изготовить деталь установленных размеров.
21.Гибка деталей из листового и полосового металла
Гибку прямоугольной скобы из полосовой стали выполняют в следующем порядке:
определяют длину развёртки заготовки, складывая длину сторон скобы с припуском на один изгиб, равным 0,5 толщины полосы, т. е. L=17,5+1+15+1+20+1+15+1+17,5=89мм;
отмечают длину с дополнительным припуском на обработку торцов по 1мм на сторону и зубилом отрубают заготовку;
выправляют вырубленную заготовку на плите;
опиливают в размер по чертежу;
наносят риски загиба;
зажимают заготовку в тисках между угольниками – нагубниками на уровне риски и ударами молотком загибают конец скобы (первый загиб);
переставляют заготовку в тисках, зажимая её между угольником и бруском — оправкой, более длинным, чем конец скобы;
загибают второй конец, осуществляя второй загиб;
снимают заготовку и вынимают брусок – оправку;
размечают длину лапок на загнутых концах;
надевают на тиски второй угольник и, вложив внутрь скобы тот же брусок – оправку, но в другом его положении, зажимают скобу в тисках на уровне рисок;
отгибают первую и вторую лапки, делают четвёртый и пятый загибы первой и второй лапок;
проверяют и выправляют по угольнику четвёртый и пятый загибы;
снимают заусеницы на рёбрах скобы и опиливают концы лапок в размер.
Гибка двойного угольника в тисках
производится после разметки, выруб-
ки заготовки, правки на плите и опиливания по ширине в заданный размер. По окончании гибки концы угольника опиливают в размер и снимают заусеницы с острых рёбер.
Гибка хомутика.
После расчёта длины заготовки и её разметки в местах изгиба зажимают в тисках оправку в вертикальном положении. Диаметр оправки должен быть равным диаметру отверстия хомутика. Окончательное формирование хомутика выполняют по той же оправке молотком, а затем на правильной плите.
Гибка ушка круглогубцами.
Ушко со стержнем из тонкой проволоки изго-
товляют с помощью круглогубцев. Длина заготовки должна быть на 10…
15мм больше, чем требуется по чертежу. После окончания работы лишний конец удаляют кусачками.
Гибка втулки.
Допустим, требуется из полосовой стали на круглых оправках изогнуть цилиндрическую втулку. Сначала определяют длину заготовки. Если наружный диаметр втулки равен 20мм, а внутренний – 16мм, то средний диаметр будет равен 18мм. Тогда общую длину заготовки определяют по формуле
L=3,14х18=56,5мм.
22.Механизация гибочных работ.
Профили, (полосовой, сортовой металл) с разными радиусами кривизны гнут на трёх — и четырёхроликовых станках. Предварительно налаживают станок установкой верхнего ролика относительно двух нижних вращением рукоятки. При гибке заготовка должна быть прижата верхним роликом к двум нижним.
Профили с большим радиусом гибки получают на трёхроликовых
станках в несколько переходов.
Четырёхроликовый станок
состоит из станины, двух ведущих роликов, подающих заготовку, и двух нажимных роликов. Такие станки применяются для гибки профильного проката по дуге окружности или спирали.
23.Гибка и развальцовка труб
Трубы гнут ручным и механизированным способами, в горячем и холодном состоянии, с наполнителями и без них. Способ гибки зависит от диаметра и материала трубы, значения угла изгиба.
Гибка труб в горячем состоянии
применяется при диаметре более 100мм.
При горячей гибке с наполнителем трубу отжигают, размечают, один конец закрывают деревянной или металлической пробкой.
Диаметры пробок (заглушек) зависят от внутреннего диаметра трубы. Для труб малых диаметров заглушки делают из глины, резины или твёрдой древе-сины; выполняют их в виде конусной пробки длиной, равной 1,5…2 диаме-трам трубы, с конусностью 1:10. Для труб больших диаметров заглушки изготовляют из металла.
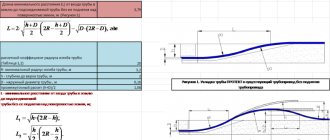
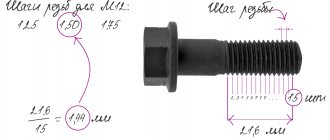
Длина L (мм) нагреваемого участка трубы определяется по формуле L=ad/15
, где a – угол изгиба трубы, град; d – наружный диаметр трубы, мм; 15 – постоянный коэффициент (90:6=15; 60:4=15; 45:3=15).
При гибке труб в горячем состоянии работают в рукавицах. Трубы нагревают паяльными лампами в горнах или пламенем газовых горелок до вишнёво – красного цвета. Трубы рекомендуется с одного нагрева, так как повторный нагрев ухудшает качество металла.
Гибка труб в холодном состоянии
выполняется с помощью различных приспособлений. Простейшими приспособлениями для гибки труб диаметром 10…15 мм является плита с отверстиями, в которой в соответствующих местах устанавливают штыри, служащие упорами при гибке.
Трубы небольших диаметров (40мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с непод-вижной оправой. Трубы диаметром до 20мм изгибают в приспособлении которое крепится к верстаку с помощью ступицы и плиты.
Гибка медных и латунных труб.
Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью, расплавленным стеарином (парафином) или свинцом в расплавленном состоянии.
Медные трубы
, подлежащие гибке в холодном состоянии, отжигают при 600…700 градусов и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии – канифоль, а в нагретом – песок.
Латунные трубы
, подлежащие гибке в холодном состоянии, предварите-льно отжигают при 600…700 градусов и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
0
Это увы реальная модель, уже произведенная.
Делать такие углы заказчик не требует,просто нужно повторить то что уже сделано. Скопировать.
Проблемы…
1) 5 мм — у меня нет таких инструментов на гибке и я подобных не видел кроме спец.инструмента под штамп.
2) Вырез лазером в острый угол или даже с вашим отверстием на диаметр 1 мм. По крайней мере там должен быть диаметр не меньше толщины листа. Или будут трещины.
3) При гибке внутренние слоя будут выжиматься и угол получится деформированным из-за невозможности полного прилегания. Туда же отгибы стенок, которые должны гнуться вторыми, какова там матрица будет, можно только гадать. Или уж надо набрать ножи со скосами в 45° по краям и точной длины с учётом зазоров до краёв.
Встречный вопрос как вы это будете изготавливать?
2. Не зная материала, рассуждать о трещинах неприлично.
3. Таки будут углы деформированными слегка, но автор о красоте ничего не говорил. Матрица то там при чем? Пуансоны набрать с зазорами, скосы не нужны.
Изготавливается такая деталь без значительных усилий и спец. инструмента.
2. Материал дюраль, 1.5 мм.
3. Красота особа не важна. Главное повторить.
1. Взять с запасом радиус гиба и вылавливать точность развёртки — «правильный путь». Либо всё должно быть под технологию, либо тогда уж не мучаться с развёрткой и пусть модель будет моделью. Остальное от лукавого.
2. Прилично, прилично предупредить о часто встречаемых проблемах и обозначить их существование. Иначе с молчанкой конструкторА ближе не станут к технологии.
3. Матрица при том, но раз не обсуждаем технологию изготовления, то и ладно.
П.С. я сам являюсь конструктором, но подобные вещи не обсуждаю с технологом. Лишние возвраты чертежей от технолога и разговоры очень сильно удлиняют временной цикл выхода изделия на рынок. Поэтому лучше лишний раз зайти в цех и попробовать самому что-то изготовить. 80% возможных вопросов улетучится сразу. А красивая деталь и служит дольше, и работает лучше.
Я сам гибкой не занимаюсь. Но обязательно проконтролирую процесс изготовления. Дабы убедится возможно или нет.
а чего углы так не хотите сделать?
и делать удобнее и металл не порвет и радиус гиба можно делать минимальный и для сварки или полимерки сразу нет никаких проблем
Да я думаю 1.5 мм дюрали особо порвать недолжно. Нужна схожесть с оригиналом. Поэтому и отказались от такого способа снятия напряжения.
ГОСУДАРСТВЕННЫЙ КОМИТЕТ РОССИЙСКОЙ
ФЕДЕРАЦИИ ПО ВЫСШЕЙ ШКОЛЕ
ТОЛЬЯТТИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
Кафедра «Материаловедение и технология металлов»
§ 26. Общие сведения
Гибка — способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей — одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, деформация, получаемая заготовкой, является упругой, и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается. В то же время средний слой заготовки — нейтральная линия — не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной (рис. 93,а). Поэтому определение размеров заготовок профилей сводится к подсчету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину заготовки детали.
Пример 1
. На рис. 93, в, г показаны угольник и скоба с прямыми внутренними углами.
Размеры угольника (рис. 93, в): а = 30 мм, b = 70 мм, t = 6 мм. Длина развертки
L = а + b + 0,5t = 30 + 70 + 3 = 103 мм.
Размеры скобы (рис. 93, г): а = 70 мм, b = 80 мм, с = 60 мм, t = 4 мм. Длина развертки заготовки скобы
L = 70 + 80 + 60 + 2 = 212 мм.
Разбиваем угольник по чертежу на участки. Подставляем их размеры а = 50 мм, b = 30 мм, t = 6 мм, r = 4 мм в формулу
L = а + b + π/2(r + t/2)
Тогда получим:
L = 50 + 30 + 3,14/2(4 + 6/2) = 50 + 30 + 1,57⋅7 = 90,99 91 мм.
Разбиваем скобу на участки, как показано на чертеже. Их размеры: а = 80 мм, h = 65 мм, с = 120 мм, t = 5 мм, r = 2,5 мм.
L = а + h + с + π(r + t/2) = 80 + 65 + 120 + 3,14(2,5 + 5/2),
следовательно,
L = 265 4 + 15,75 = 280,75 мм.
Сгибая в окружность эту полосу, получим цилиндрическое кольцо, причем внешняя часть металла несколько вытянется, а внутренняя сожмется. Следовательно, длине заготовки будет соответствовать длина средней линии окружности, проходящая по середине между внешней и внутренней окружностями кольца.
Длина заготовки
Зная диаметр средней окружности кольца и подставляя его числовое значение в формулу, находим длину заготовки:
L = πD = 3,14 108 = 339,12 мм.
В результате предварительных расчетов можно изготовить деталь установленных размеров.
В процессе гибки в металле возникают значительные напряжения и деформации. Они особенно ощутимы, когда радиус гибки мал. Чтобы не появились при этом трещины в наружных слоях, радиус гибки не должен быть меньше минимально допустимого радиуса, который выбирается в зависимости от толщины и рода изгибаемого материала (рис. 95).
Рассчитать площадь поверхности или сечения трубопровода помогает формула длины развертки заготовки трубы. Расчет основывается на величине будущей трассы и диаметре планируемой конструкции. В каких случаях требуются такие вычисления и как они делаются, расскажет данная статья.
Методические указания к лабораторной работе.
ТОЛЬЯТТИ 2006г.
УДК 669.017.3
Разработка технологического процесса изготовления деталей методом листовой штамповки: Метод. Указания /Сост.Гурченков Н.И., РУсанов Е.В., Афанасьев Е.В. – Тольятти: ТолПИ, 1996.
Представлены индивидуальные задания и приведён порядок разработки технологического процесса и выбора образца для его разделки и формовки операцией листовой штамповки.
Для студентов спец. 1201, 1202, 1205, 1206, 1501, 1502, 1505, 1705, 1808, 2103.
Составители: Гурченков Н.И., Русанов Е.А., Афанасьев Е.В.
Научные редакторы: д.т.н., профессор Тихонов А.К.,
д.ф.м.н., профессор Выбойщик М.А.
Утверждено редакционно-издательской секцией методического совета института.
Тольяттинский политехнический институт, 1996.
Цель работы
Разработка технологического процесса изготовления деталей методом листовой штамповки.
ПРИБОТЫ, ОБОРУДОВАНИЕ, МАТЕРИАЛЫ,
УЧЕБНЫЕ ПОСОБИЯ.
- Разрывная машина РМ-10.
Штамп для вырубки заготовок.
Штамп для гибки.
Ножницы по металлу.
Штанген-циркуль.
ОСНОВНЫЕ ОПЕРАЦИИ ЛИСТОВОЙ
ШТАМПОВКИ.
Холодная листовая штамповка – способ изготовления плоских и объемных тонкостенных изделий из листов, полос или лент с помощью штампов на прессах или без ихприменения (безпрессовая штамповка). Она характеризуется высокой производительностью, стабильностью качества и точности, большой экономией металла, низкой себестоимостью изготовляемых изделий и возможностью полной автоматизации.
Основными операциями листовой штамповки являются разделительные и формоизменяющие. В результате разделительных операций одна часть заготовки отделяется от другой по заданному контуру.
К разделительным операциям относятся:
а) отрезка – отделение одной части заготовки относительно другой по незамкнутому контуру;
б) вырубка – отделение одной части заготовки относительно другой по замкнутому внешнему контуру;
в) пробивка – образование в заготовке сквозных отверстий.
В результате формоизменяющих операций деформируемая часть заготовки изменяет свои формы и размеры.
К формоизменяющим операциям относят:
а) гибка – превращение плоской заготовки в изогнутое изделие;
б) вытяжка — превращение плоской заготовки в полые изделия;
в) правка – выправление неровной поверхности изделия между ровными и фасонными поверхностями верхней и нижней частей штампов;
г) отбортовка – образование борта по внутреннему или наружному контуру листовой заготовки.
В табл. 1-4 приложения приведены наиболее распространенные материалы, применяемые для холодной листовой штамповки, а также их механические свойства.
Расчет заготовки для гибки.
Для расчета длины заготовки (развертки), обеспечивающей получение после гибки детали заданных размеров, необходимо: а) разбить контур штампуемой детали (на боковой проекции) на элементы, представляющие собой прямые отрезки и отрезки являющиеся частью окружности;
б) определить положение нейтрального слоя по толщине детали (слой, который сохраняет свою длину неизменной после гибки);
в) просуммировать длину прямолинейных отрезков без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Длина развертки заготовки определяется по формуле:
где L 3 – длина заготовки до гибки, мм.,
–длина прямых участков изгибаемой детали, мм.,
–длина изогнутых участков, мм.
Гибка листового материала представляет собой процесс упругопластической деформации, протекающей различно с обеих сторон изгибаемой заготовки. С внутренней стороны зоны сгиба расположены сжатые волокна, с наружной – растянутые.
Между растянутыми и сжатыми волокнами (слоями) металла находится нейтральный слой 00 (рис.1) который, претерпевая изгиб, не изменяет своей первоначальной длины.
Нейтральный слой при r/S ≥ 5 совпадает со средней по толщине сечений линией 00 изгибаемой заготовки а при r/S
Длина нейтральной линии изогнутых участков при угле изгиба (в радианах) определяется по формуле:
(2)
В нашем случае изгиб осуществляется на угол Ψ = 90°, следовательно,
(3)
Радиус нейтрального слоя при изгибе прямоугольный заготовок:
ρ = r + xS, (4)
где: r – внутренний радиус гибки, мм.;
x – коэффициент смещения нейтрального слоя (приложение, табл.5);
S – толщина заготовки, мм.
После проведения расчетов сделать эскиз развертки детали с простановкой размеров.
Определение размеров заготовки при гибке производится как развертка детали, при этом суммируются длины прямолинейных участков и длины закруглений, подсчитанных по нейтральному слою. Такие расчеты не представляют существенных затруднений. На практике при гибке особо сложных деталей рекомендуется получить их развертку опытным путем, так как не всегда удается точно подсчитать ее теоретически.
Различают два основных случая гибки: 1) по кривой определенного радиуса; 2) под углом закругления при r
Гибка по кривой определенного радиуса.
Для определения длины заготовки можно пользоваться способом развёртки детали, основанном на том, что нейтральная линия сохраняет при гибке свои первоначальные размеры и расположена в местах закруглений на расстоянии х
0s
от внутренней стороны изделия
(рис. 2.4).
Поэтому для определения длины заготовки сложной детали следует просуммировать длину прямолинейных участков загибаемого изделия с длиной закругленных участков, подсчитанных по нейтральному слою.
Для детали с одним перегибом при угле длина заготовки определяется по формуле
, (2.13)
где l 1 , l 2 – длина прямолинейных участков загибаемого изделия, мм;
l
0
— длина нейтрального слоя закругленного участка,
мм
;
r
— радиус закругления,
мм
;
Угол гибки, град;
х
0
— коэффициент, определяющий положение нейтрального слоя.
Для детали с несколькими углами длина заготовки определяется по формуле
Рис. 2.4 Расчёт длинны заготовки
Для малых упругопластических деформаций, (при гибке заготовок с относительным радиусом закругления r
/s>5
) принимают, что нейтральный слой проходит по середине толщины полосы
р(р0)=рср
то есть его положение определяется радиусом кривизны
р=r+s/2
. А
х0
находится по формуле:
Для значительных пластических деформаций, что имеет место при гибке заготовок с относительным радиусом закругления изгиб сопровождается уменьшением толщины материала и смещением нейтрального слоя в сторону сжатых волокон. В этих случаях радиус кривизны нейтрального слоя деформации следует определять по формуле:
где — коэффициент утонения материала (толщина материала после гибки, мм).
Коэффициент утонения при гибке зависит от рода материала, относительного радиуса гибкии угла загиба. Расстояние нейтрального слоя от внутренней поверхности загибаемой заготовки при гибке широких полос находится по формуле
Значения коэффициентов их
о
для гибки приводятся в справочниках.
Гибка под углом без закругления.
При гибке под углом без закруглений или с закруглениями очень малого радиуса ()
, что сопровождается значительным утонением металла в местах перегиба, для определения размера заготовки (рис.2.5) до гибки АБ и после гибки АВГ, пользуются методом равенства масс.
Рис.2.5 Расчет длины заготовки
На практике, пользуются следующей формулой:
, (2.20)
где L – длина заготовки;
Величина прибавки (припуска) материала на образование угла.
Обычно эта величина в зависимости от твердости и толщины материала принимается равной на каждый угол. При этом, чем мягче материал, тем меньше прибавка, и наоборот.
Длина заготовки для n прямых углов, может быть определена по формуле:
При последовательной гибке. При одновременной гибке углов, изгиб сопровождается растяжением материала в середине и по концам участков. В этом случае растяжение материала получается на большей части изгибаемой заготовки, так что здесь образование углов идет частично за счет растяжения материала прямых участков. Поэтому для этих случаев прибавку к длине заготовки рекомендуется брать вдвое меньше, чем при последовательной гибке, то есть принимать.
Элементы заготовки, расположенные в деформируемой зоне и прилегающие к внутренней поверхности изгибаемой детали (со стороны пуансона), подвергаются сжатию, а прилегающие к внешней поверхности (со стороны матрицы)-растяжению. Между растянутыми и сжатыми волокнами находится нейтральная линия длина которой не изменяется (Черт. 106).
Черт. 106
Радиус нейтральной линии
R в мм (черт. 106) определяется по формуле
где r — радиус гибки, мм;
s- толщина материала мм;
x — коэффициент, величина которого зависит от отношения r/s (табл. 48).
Таблица 48
| Отношение r/s | ||||||||||
| Коэффициент x | 0,323 | 0,340 | 0,356 | 0,367 | 0,379 | 0,389 | 0,400 | 0,413 | 0,421 | 0,426 |
| Отношение r/s | 10 и более | |||||||||
| Коэффициент x | 0,441 | 0,445 | 0,463 | 0,469 | 0,477 | 0,780 | 0,485 | 0,490 | 0,495 | 0,500 |
При завивке шарниров (петель) вследствие наличия внешних сил трения, препятствующих деформированию, коэффициент х определяется по табл. 48а.
Таблица 48а
| Отношение r/s | ||||
| Коэффициент x | 0,56 | 0,54 | 0,52 | 0,51 |
Длина развертки
изгибаемой детали L р в мм (черт. 107) определяется по формуле
L р =(l 1 +l 2 +l 3 +. . .)+ π / 180 (φ 1 R 1 +φ 2 R 2 +φ 3 R 3 +. . .) (47)
где l 1 ; l 2 ; l 3 -прямые участки, мм;
φ 1 ; φ 2 ; φ 3 — углы гибки, град;
R 1 ; R 2 ; R 3 — радиусы нейтральной линии, определяемые по формуле (46).
Черт. 107
При гибке материалов толщиной свыше 3 мм под углом 90° с радиусом гибки r≤s радиус нейтральной линии R, рассчитанный по формуле (46), должен быть скорректирован до величины R 1 (черт. 108), исходя из условия целостности материала и сопряжения в точках а и а 1 криволинейного участка радиусом R 1 с прямыми а-а и а 1 -а 1 , преходящими через середину толщины s. На участке С-С 1 пунктиром показан внешний контур при расчете без учета утонения материала. В связи с утонением при гибке толщина s 1 на этом участке меньше исходной s.
Черт. 108
Значения R 1 радиуса скорректированной нейтральной линии и длину дуги abа 1 , следует подсчитать по формулам
R — определяется по формуле (46); r — радиус гибки, мм; остальные обозначения показаны на черт. 108.
Элементы для определения размеров разверток часто применяемых гнутых деталей приведены в табл. 49.
Таблица 49
Примечание
:
- y, y 1 , y 2 — величины, учитывающие изменение длины развертки при гибке под углом 90°. При толщине материала до 2,5 мм принимаются по табл. 50, а при толщине 3 и более мм при r
- х — коэффициент, принимается по табл. 48а.
Таблица 50
Таблица 50а
Пример
. Определить длину развертки для детали, изображенной нa черт. 109.
Черт. 109
Согласно табл. 49 L р =l+l 1 + у,
где l и l 1 -длины прямых участков гнутой детали;
у -находим по табл. 50а
При s=4 мм и r= 3,5 мм
L p =50+40+ 1,22=91,22 мм.
Если в рабочем чертеже детали заданы односторонние допуски, то для подсчета длины развертки эти допуски должны быть пересчитаны на двухсторонние, с сохранением заданного поля допуска. При этом должны быть также пересчитаны номинальные размеры детали (черт. 110).
Черт. 110
В табл. 51 и 52 приведены формулы для расчета длины развертки
гнутых деталей при различных исходных данных на рабочем чертеже и различных формах сопряжения.
Таблица 51
Примечание
: х — коэффициент, определяется по табл. 48.
Расчет развертки выполним в программе MS Excel.
В чертеже детали заданы: величина внутреннего радиуса R
, угол
a
и длина прямолинейных участков
L1
и
L2
. Вроде все просто – элементарная геометрия и арифметика. В процессе изгиба заготовки происходит пластическая деформация материала. Наружные (относительно пуансона) волокна металла растягиваются, а внутренние сжимаются. В середине сечения – нейтральная поверхность…
Но вся проблема в том, что нейтральный слой располагается не в середине сечения металла! Для справки: нейтральный слой – поверхность расположения условных волокон металла, не растягивающихся и не сжимающихся при изгибе. Более того – эта поверхность (вроде как) не является поверхностью кругового цилиндра. Некоторые источники предполагают, что это параболический цилиндр…
Я более склонен доверять классическим теориям. Для сечения прямоугольной формы по классическому сопромату нейтральный слой располагается на поверхности кругового цилиндра с радиусом r
.
r
=s/ln(1+s/R)
На базе этой формулы и создана программа расчета развертки листовых деталей из сталей марок Ст3 и 10…20 в Excel.
В ячейках со светло-зеленой и бирюзовой заливкой пишем исходные данные. В ячейке со светло-желтой заливкой считываем результат расчета.
1.
Записываем толщину листовой заготовки
s
в миллиметрах
в ячейку D 3: 5,0
2.
Длину первого прямого участка
L1
в миллиметрах вводим
в ячейку D 4: 40,0
3.
Внутренний радиус сгиба первого участка
R1
в миллиметрах записываем
в ячейку D 5: 5,0
4.
Угол сгиба первого участка
a1
в градусах пишем
в ячейку D 6: 90,0
5.
Длину второго прямого участка детали
L2
в миллиметрах вводим
в ячейку D 7: 40,0
6.
Все, результат расчета — длина развертки детали
L
в миллиметрах
в ячейке D 17: =D4+ЕСЛИ(D5=0;0;ПИ()/180*D6*D3/LN ((D5+D3)/D5))+ +D7+ЕСЛИ(D8=0;0;ПИ()/180*D9*D3/LN ((D8+D3)/D8))+D10+ +ЕСЛИ(D11=0;0;ПИ()/180*D12*D3/LN ((D11+D3)/D11))+D13+ +ЕСЛИ(D14=0;0;ПИ()/180*D15*D3/LN ((D14+D3)/D14))+D16 =91.33
L
=∑(Li+3.14/180*ai*s/ln((Ri+s)/Ri)+L(i+1))
Используя предложенную программу, можно рассчитать длину развертки для деталей с одним сгибом – уголков, с двумя сгибами – швеллеров и Z-профилей, с тремя и четырьмя сгибами. Если необходимо выполнить расчет развертки детали с большим числом сгибов, то программу очень легко доработать, расширив возможности.
Важным преимуществом предложенной программы (в отличие от многих аналогичных) является возможность задания на каждом шаге различных углов и радиусов гибки
.
А «правильные» ли результаты выдает программа? Давайте, сравним полученный результат с результатами расчетов по методике изложенной в «Справочнике конструктора-машиностроителя» В.И. Анурьева и в «Справочнике конструктора штампов» Л.И. Рудмана. Причем в расчет возьмем только криволинейный участок, так как прямолинейные участки все, надеюсь, считают одинаково.
Проверим рассмотренный выше пример.
«По программе»: 11,33 мм – 100,0%
«По Анурьеву»: 10,60 мм – 93,6%
«По Рудману»: 11,20 мм – 98,9%
Увеличим в нашем примере радиус гибки R
1
в два раза — до 10 мм. Еще раз произведем расчет по трем методикам.
«По программе»: 19,37 мм – 100,0%
«По Анурьеву»: 18,65 мм – 96,3%
«По Рудману»: 19,30 мм – 99,6%
Таким образом, предложенная методика расчетов выдает результаты на 0,4%…1,1% больше, чем «по Рудману» и на 6.4%…3,7% больше, чем «по Анурьеву». Понятно, что погрешность существенно уменьшится, когда мы добавим прямолинейные участки.
«По программе»: 99,37 мм – 100,0%
«По Анурьеву»: 98,65 мм – 99,3%
«По Рудману»: 99,30 мм – 99,9%
Возможно Рудман составлял свои таблицы по этой же формуле, которую использую я, но с погрешностью логарифмической линейки… Конечно, сегодня «на дворе» двадцать первый век, и рыскать по таблицам как-то не с руки!
В заключение добавлю «ложку дегтя». Длина развертки — это очень важный и «тонкий» момент! Если конструктор гнутой детали (особенно высокоточной (0,1 мм)) надеется расчетом точно и с первого раза определить ее, то он зря надеется. На практике в процесс гибки вмешается масса факторов
– направление проката, допуск на толщину металла, утонение сечения в месте изгиба, «трапециевидность сечения», температура материала и оснастки, наличие или отсутствие смазки в зоне гибки, настроение гибщика… Короче, если партия деталей большая и дорого стоит –
уточните практическими опытами длину развертки на нескольких образцах
. И только после получения годной детали рубите заготовки на всю партию. А для изготовления заготовок для этих образцов, точности, которую обеспечивает программа расчета развертки, хватит с лихвой!
Программы расчета «по Анурьеву» и «по Рудману» в Excel можете найти в Сети.
Жду ваших комментариев, коллеги.
Для ОСТАЛЬНЫХ — можно скачать просто так…
Продолжение темы — в статье о.
О расчете развертки при гибке труб и прутков читайте.
Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов. Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Итак, приступим.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
Напоминаю:
Таким образом, если вам нужна поверхность полки А
без деформаций (например для расположения отверстий), то вы ведете расчет по
варианту 1
. Если же вам важна общая высота полки
А
, тогда, без сомнения,
вариант 2
более подходящий.
Вариант 1 (с припуском)
Нам понадобится:
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:
Где X
1
– длина первого прямого участка,
Y1
– длина второго прямого участка,
φ
– внешний угол,
r
– внутренний радиус гибки,
kS
– толщина металла.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +
..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)
По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:
Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:
Где Y
2
,
X2
– полки,
φ
– внешний угол,
r
– внутренний радиус гибки,
k
– коэффициент положения нейтральной линии (К-фактор),
S
– толщина металла.
Вычет у нас (BD
), как вы понимаете:
Внешняя граница гибки (OS
):
И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
Схема расчета следующая:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +
.. и т.д.
Графически это будет выглядеть так:
И еще, размер вычета (BD
) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь
BD
, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
На этом все. Всем спасибо за внимание.
При подготовке информации я использовал: 1. Статья «BendWorks. The fine-art of Sheet Metal Bending» Olaf Diegel, Complete Design Services, July 2002; 2. Романовский В.П. «Справочник по холодной штамповке» 1979г; материалы англоязычного ресурса SheetMetal.Me (раздел “Fabrication formulas”, ссылка:
При проектировании и изготовлении гнутых деталей из труб и прутков всегда возникает задача определения длины развертки – длины прямолинейной заготовки до начала технологического процесса гибки.
Продолжая тему…
Представляю расчет в Excel длины развертки деталей из прутков и труб круглого сечения.
Программа расчета написана по формуле классического сопромата! Практические результаты будут немного отличаться от рассчитанных значений из-за целого ряда факторов, о которых уже упоминалось в статье о гибке листовых заготовок (ссылка на эту статью в предыдущем абзаце). Однако точность при гибке трубы для изготовления опытного образца представленная ниже программа обеспечит.
Ниже этого текста на рисунке представлена расчетная схема.
Радиусы нейтральных слоев каждого из изогнутых участков рассчитываются по формуле:
r ni
=((4*R i2—D2) 0,5 +(4*R i2—d2) 0,5)/4
Нейтральный слой – это поверхность, ближе которой к центру радиуса изгиба материал трубы при гибке сжимается, а дальше которой от центра радиуса изгиба – растягивается.
Длина кривых участков при гибке трубы определяется по формуле:
l i =π *α i /180*r ni
Здесь угол α i
должен быть в градусах.
Общая длина развертки вычисляется суммированием длин прямых и изогнутых участков:
L
=∑(L i+l i)