Это оборудование является разработкой Одесского СКБ, выпуск был налажен на нескольких предприятиях бывшего СССР в середине прошлого столетия. На базе основной модели создан ряд модификаций НС-12А, НС-12Б, НС-12М, с незначительным отличием характеристик и комплектации.
Сверлильный станок НС-12 выполняет сверление отверстий и обработку резьбы в деталях из стали, чугуна, цветных металлов и сплавов, в неметаллических материалах. Он принадлежит к группе настольных станков.
Описание агрегата
Имеет небольшие габариты и устанавливается на верстаке, позволяет вести обработку небольших деталей. Применяется для оснащения ремонтных производственных подразделений, учебных и домашних мастерских.
Несмотря на маленькие габариты и невысокую производительность он легкий и удобный в использовании. Простота конструкции делает доступным техническое обслуживание и ремонт.
Конструкция сверлильного станка НС-12
Станком удобно управлять, а несложное устройство повышает надежность и долговечность.
У станка НС-12 пять рабочих скоростей вращения шпинделя. Обороты вращения изменяются с помощью ременной передачи. Ремень быстро переставляется на многоступенчатых шкивах с одного диаметра на другой. Благодаря оригинальному устройству механизма натяжения мастера могут без труда получить нужную скорость резания.
Технические характеристики сверлильного станка НС-12А дают возможность выполнять следующие операции:
- сверлить и рассверливать отверстия;
- зенкеровать и зенковать;
- разворачивать отверстия;
- нарезать внутреннюю резьбу.
Главным движением резания является вращение инструмента и вертикальная подача шпинделя.
Наибольший диаметр сверления в стальной детали, наибольший ход и вылет шпинделя – это базовые параметры станка. Описание оборудования также легко найти в интернете или у опытных мастеров. У любой техники такого типа имеется свой паспорт, где указаны все технические и специфические указания.
НС-станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных и бытовых мастерских.
Станки НС-12 позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
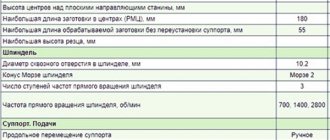
Основные параметры сверлильного станка НС-12:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 185 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,6 кВт
- Масса станка: 121 кг
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Шпиндельный узел сверлильного станка нс-12 — самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:
- Шпиндель — вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) — цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.
Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания 450, 800, 1410, 2490, 4430 об/мин.
Пиноль, внутри которой вращается шпиндель, имеет ход 100 мм и уравновешена спиральной пружиной, которая возвращает пиноль в верхнее (исходное) положение. Пиноль поднимается и опускается с помощью зубчатой рейки и шестерни. Наибольшее усилие резания, допускаемое механизмом — 70 кг.
Конец шпинделя сверлильного станка НС-12 — внутренний конус Морзе №1, D = 12,065 мм по ГОСТ 25557 (Конусы инструментальные). Чтобы установить на станок стандартный сверлильный патрон с укороченным конусом, необходимо установить оправку по ГОСТ 2682 (Оправки с конусом Морзе для сверлильных патронов).
На станок НС-12 можно установить одну из 4-х оправок по ГОСТ 2682:
- Оправка 6039·0002 — исполнение 2, укороченный конус Морзе В10
- Оправка 6039·0005 — исполнение 2, укороченный конус Морзе В12
- Оправка 6039·0007 — исполнение 2, укороченный конус Морзе В16
- Оправка 6039·0011 — исполнение 2, укороченный конус Морзе В18
Так, используя одну из 4-х оправок, на станок НС-12 можно установить сверлильный патрон одного из 6-и типоразмеров по ГОСТ 8522 (Патроны сверлильные трехкулачковые).
- Патрон 4 — укороченный конус Морзе В10, диапазон зажима — 0,5..4 мм
- Патрон 6 — укороченный конус Морзе В12, диапазон зажима — 0,5..6 мм
- Патрон 8 — укороченный конус Морзе В12, диапазон зажима — 1,0..8 мм
- Патрон 10 — укороченный конус Морзе В16, диапазон зажима — 1,0..10 мм
- Патрон 13 — укороченный конус Морзе В16, диапазон зажима — 1,0..13 мм
- Патрон 16 — укороченный конус Морзе В18, диапазон зажима — 3,0..16 мм
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953
Конусы инструментов укороченные.
Российский стандарт на сверлильные патроны ГОСТ 8522
Патроны сверлильные трехкулачковые.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Аналоги настольного сверлильного станка НС-12
2М112 — Ø12 — Кировский станкостроительный завод, г. Киров
НС-12А — Ø12 — Вильнюсский станкостроительный
НС-12Б, НС-12М — Ø12 — Барнаульский станкостроительный завод
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный
Устройство станка НС-12А
Основными элементами конструкции настольно-сверлильного станка являются:
- основание;
- колонна;
- хобот со шпиндельной группой;
- электропривод;
- органы управления.
Чугунное основание служит опорной базой, а внутри массивной плиты размещены элементы электропривода, включая корпус выключателя, обеспечивающий освещение рабочей зоны и понижающий трансформатор.
На переднюю панель основания выведена кнопочная станция для включения оборудования. В верхней части основания расположен рабочий стол для установки, закрепления приспособлений и деталей.
По контуру периметра выполнен желоб для накопления охлаждающей жидкости, используемой при обработке. В желобе предусмотрено сливное отверстие, закрытое резьбовой пробкой. В случае подачи СОЖ от центральной магистрали к отверстию подсоединяется ниппель с резиновым шлангом.
Колонна закреплена на плите основания специальным башмаком и притянута болтами. Когда необходимо повернуть колонну вокруг оси, болты отпускаются, стойка вместе с верхней частью устанавливается в требуемое положение и фиксируется.
Хобот состоит из чугунного корпуса, в который вмонтирован шпиндельный узел, механизм перемещения, натяжное устройство для ремня и лампа местного освещения.
Сзади к корпусу подвешен электродвигатель на подмоторной плите.
Подмоторная плита для двигателя
Он сможет продольно перемещаться по направляющим. Подвижность двигателя необходима для уменьшения натяжения приводного ремня при регулировке оборотов вращения шпинделя. Когда ремень помещен в ручей шкива, двигатель возвращается на место и обеспечивается требуемое натяжение.
Подъем и опускание хобота по колонне обеспечивает реечная передача. Рейка передачи прочно закреплена на колонне, а приводная шестерня находится в хоботе. Управление вертикальным перемещением происходит вручную через рукоятку, имеющую жесткую связь с шестерней. Второй рычаг расположен возле колонны и фиксирует положение на колонне, это происходит на необходимой высоте над столом.
Шпиндель установлен на консольной части хобота в пиноли станка, подвижной в вертикальном направлении.
Перемещение пиноли, передающей шпинделю движение подачи, выполняется рукояткой, расположенной на боковой стороне хобота. Шпиндель сверлильного станка НС-12А размещен в опорах с прецизионными радиально-упорными подшипниками, они обеспечивают точность движения и плавный ход. Шкив управления выполнен в виде пятиступенчатой конструкции и установлен в опорах с радиальными подшипниками.
Контролировать глубину сверления глухих отверстий позволяет использование специального жесткого упора и плоская шкала на корпусе.
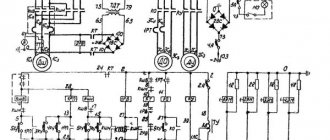
Как работает кинематическая схема станка
Электродвигатель сверлильного станка приводит во вращение пятиступенчатый шкив, зафиксированный на его валу, крутящий момент от которого посредством клинового ремня передается на шкив шпиндельного узла. Вертикальное перемещение гильзы и, соответственно, шпиндельного узла осуществляется за счет зафиксированной на ней рейки и шестерни, которая жестко связана с соответствующей рукояткой управления.
Кинематическая схема сверлильного станка НС12
Хобот сверлильного станка НС-12 перемещается в вертикальном направлении также за счет реечной передачи, действие которой было описано выше. В башмаке, смонтированном на плите-основании, имеется специальный зажим, после ослабления которого можно поворачивать колонну вместе с хоботом вокруг своей оси.
Чертежи шкивов для станка НС-12 (нажмите для увеличения)
Для обеспечения безопасности оператора на ременную передачу сверлильного станка монтируется литой или удлиненный сварной кожух.
Принцип управления станком
Перед запуском станка в работу нужно убедиться в присутствии заземления.
Управление станком довольно простое:
- для его включения необходимо нажать кнопку «Пуск» на панели кнопочного пускателя;
- включение сопровождается пуском электродвигателя;
- станок готов к работе, а для остановки работы следует нажать кнопку «Стоп». Питание отключится и двигатель остановится. При необходимости местное освещение включается поворотом тумблера пакетного выключателя.
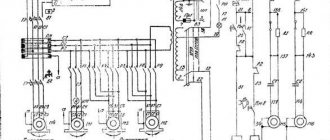
Что включает в себя электрическая схема устройства
Такая характеристика станка данной модели, как легкость в использовании и ремонте, определяется в том числе простотой электрической схемы. Элементами электрической схемы сверлильного станка НС-12, отвечающими за управление оборудованием, являются кнопка «Пуск», при нажатии на которую запускается приводной электродвигатель, и кнопка «Стоп», при помощи которой электродвигатель отключается.
Характеристики сверлильного станка предусматривают наличие местного освещения, включаемого при повороте ручки соответствующего пакетного выключателя. Для работы системы местного освещения требуется использование понижающего трансформатора, который монтируется в непосредственной близости от станка.
Это интересно: Приспособления для ручного фрезера: что можно сделать своими руками или купить
Управление агрегатом
Перечень элементов управления сверлильным станком НС-12А:
- кнопка включения «Пуск»;
- кнопка отключения «Стоп»;
- рукоятка включения освещения;
- рычаг вертикального перемещения хобота по колонне;
- фиксаторы натяжного устройства;
- рукоятка управления перемещением пиноли для ручной подачи;
- рукоятка фиксации положения хобота.
Фиксирующая положение хобота рукоятка
Общий вид сверлильного станка ТМНС-12
Фото сверлильного станка ТМНС-12
Фото сверлильного станка ТМНС-12
Фото сверлильного станка ТМНС-12
Местное освещение
Станок комплектуется необходимой аппаратурой для подключения местного освещения. Место для монтажа выбирается в зависимости от места установки.
Чаще всего местом для монтажа сверлильного станка НС-12А мастера выбирают верстак или монолитный стол. Тогда и монтажный кронштейн с трансформатором местного освещения устанавливают вблизи станка на том же основании. При размещении оборудования у стены удобно разместить на ней крепление.
Представленная модель сверлильного станка считается надежным оборудованием с понятным алгоритмом управления. Модель отличается высокой ремонтопригодностью и не требует больших затрат на обслуживание.
Популярная и бюджетная модель станет идеальным помощником в следующих помещениях:
- автомастерская;
- мини-цех;
- учебная лаборатория техникума.