Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
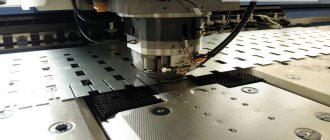
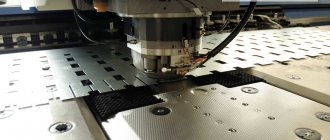
Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.
Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).
Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Изготовление изделий из цветных металлов
Изделия из металла составляют значительную часть продукции промышленности. Они пользуются спросом как на внутреннем, так и на международных рынках. Продажа готовых изделий более перспективное направление в сравнении с поставками металла. Именно поэтому, помимо предприятий металлургического комплекса, создаются заводы по металлообработке, которые выпускают разные виды металлопроката и других изделий.
Продукция из цветных металлов выпускается из сплавов алюминия, титана, меди, никеля, цинка, свинца, магния, латуни, бронзы и т. д.
Потребителями таких изделий выступают российские и зарубежные компании, которые работают в отраслях, выпускающих продукцию общественного потребления:
- производство транспортных средств (самолеты, автомобили, ЖД транспорт и др.);
- выпуск упаковочных материалов и продукции для строительства;
- производство электротехнических изделий.
Несмотря на то, что РФ входит в число стран, которые лидируют по объемам производства алюминия, уровень потребления алюминиевого проката на внутреннем рынке остается достаточно низким. В настоящее время Россия больше импортирует готовые изделия из алюминия. Похожая ситуация наблюдается с прокатом тяжелых цветных металлов. Объемы цветного металлопроката на основе бронзы, латуни и меди остаются достаточно низкими. Эта отрасль обеспечивает исключительно спрос внутреннего потребителя.
Международные компании чаще всего готовы покупать в РФ крупные объемы металла и полуфабрикатов, но не готового металлопроката. На фоне низкого уровня загруженности мощностей российских предприятий металлообрабатывающей отрасли осуществляется ввоз в РФ изделий из тяжелых цветных металлов.
Еще один важный сегмент продукции цветной металлургии составляют твердосплавные материалы, обладающие высокой прочностью и режущими характеристиками. Их используют для производства режущих, штамповочных и измерительных инструментов.
Широкое распространение на рынке изделий из металла получили жаропрочные материалы. Их уникальные характеристики позволяют сопротивляться текучести и разрушению при воздействии высоких температур. Жаропрочные сплавы производят на основе железа, никеля, кобальта, титана, молибдена, ниобия, бериллия.
Из таких сплавов изготавливают детали паровых и газовых турбин, детали двигателей, обшивки и наружные элементы корпусов сверхзвуковых летательных аппаратов.
В перечень продукции цветной металлургии входят также материалы на основе графита (электроды, огнеупорные блоки, электродная масса и т. д.). Такая продукция в больших объемах используется алюминиевыми заводами.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.
Резка
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
Схемы резки листового металла ножницами
Пробивка
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
В процессе пробивки часть материала удаляется в отход
Вырубка
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры.
Отбортовка
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
Схема отбортовки детали вокруг заранее пробитого отверстия
Вытяжка
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
Инструментальные способы вытяжки
Обжим
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
Гибка
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Формовка
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Схемы формовки
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.
Детали, для производства которых была использована холодная штамповка, отличаются не только точностью своих геометрических параметров, но и высоким качеством поверхности. Чистота последней в отдельных случаях может соответствовать 8-му классу. В среднем чистота поверхности штампованных изделий находится в интервале 2–6 классов, что вполне устраивает потребителей такой продукции.
Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Оборудование
Штамповка листового металла производится с помощью пресса и штампа. Пресс применяется для создания давления, то есть самого процесса штамповки, а штамп придаёт изделию нужную форму. Штамп выполнен из инструментальных сталей и состоит из пуансона и матрицы.
Процесс деформации происходит при помощи пуансона и матрицы в момент их сближения. Движимой является верхняя половина штампа, зафиксированная на прессе, а именно на его ползуне.
Нижняя половина остаётся недвижимой и находится на рабочей поверхности оборудования. Если штампуется не сталь, а материал мягкий, то рабочие части штампа могут быть сделаны из полимерных сплавов или дерева.
При изготовлении штамповкой единичного изделия особо крупного размера обычно применяется не пресс, а особое приспособление из чугунной или бетонной матрицы и контейнера с жидкостью (обычно водой). Лист металла располагают на матрице, а над ним жидкий пуансон.
Приспособление из бетонной матрицы
Для создания давления в жидкости, нужное для деформации металла по нужной форме, в контейнере подрывают заряд на основе пороха или сообщают воде электрический разряд достаточной мощности.
Для резки по листовому металлу применяют не пресс, а ножницы. Они бывают нескольких видов:
- с параллельными ножами;
- дисковые;
- гильотинные;
- вибрационные.
Чаще всего используют ножницы вибрационного типа.
Для качественного изготовления изделий нужно внимательно выбирать пресс для каждого вида операции и обрабатываемого материала. Существует несколько видов прессов:
- Молот (максимальная скорость до 20 м/с).
- Гидравлический пресс (максимальная скорость до 0,3 м/с);
- Кривошипная машина (максимальная скорость до 0,5 м/с);
- Машина ротационного типа (максимальная скорость 8 м/с);
- Импульсная штамповочная машина (максимальная скорость до 300 м/с).
Для большинства видов операций подходят кривошипные машины. Они могут иметь от одного до четырёх кривошипных механизмов. Принцип работы кривошипной механизмы можно описать по схеме:
- На кривошипный вал передаёт движение приводной электрический двигатель через кинематическую цепочку, которая состоит из фрикционной муфты и клиноременной передачи.
- Шатун с регулируемой длиной приводит в движение ползун кривошипного механизма.
- Ножная педаль через муфту запускает рабочий ход пресса.
Оборудование для штамповки сложных по конфигурации изделий может иметь несколько ползунов.