Вальцовка разных видов металлов считается популярной технологической операцией, которая выполняется на металлообрабатывающих предприятиях. Наиболее популярные сферы, где применяется эта технология — строительство, ремонт. Вальцы для листового металла можно изготовить самостоятельно. Однако для этого необходимо ознакомиться с принципом работы этого оборудования, его устройством, сильными и слабыми сторонами.
Вальцы для изгиба листового металла
Разновидности
Вальцовочный станок присутствует на разных предприятиях, которые занимаются изготовлением различных изделий из металлопроката. С помощью этого оборудования можно делать заготовки овальной, конической, цилиндрической формы.
В домашних условиях мастера изготавливают детали для кровельных конструкций, воздуховоды, сливы, желоба. Модели разделяются по производительности, конструкции, типу приводов:
- Ручные модели. Компактные станки с малой массой, который используются для обработки листового проката, стенки которого не превышают по толщине 2 мм. Не требуют подключения электричества, стоят недорого. Часто изготавливаются своими руками.
- Электромеханические модели. На них устанавливается редуктор, которые ускоряет технологический процесс, облегчает труд человека. Позволяет обрабатывать металлопрокат толщиной до 4 мм.
- Модели с гидравлическим приводом. Применяются на крупных металлообрабатывающих предприятиях. Позволяют сгибать металлические листы толщиною до 8 мм.
Чтобы дополнительно ускорить производство, выполнять работы точнее, гидравлические станки оборудуются системами ЧПУ. Подобный тип управления сложно создать в домашних условиях.
Отдельное разделение относится к количеству вальцов, установленных на станке. Чем больше рабочих частей установлено, тем сложнее формы можно изготавливать.
Типы вальцовочных станков
Используемое при вальцевании оборудование отличается простотой и универсальностью, поэтому для домашнего использования его можно изготовить собственноручно. Производственные цеха оснащают серийными моделями вальцов, которые сегодня на рынке представлены в большом ассортименте.
Все станки в зависимости от количества валков делят на четырех-, трех- и двухвалковые. Трехвалковые бывают симметричными и асимметричными. У четырехвалковых станков имеется дополнительный вал, что упрощает процесс вальцевания. Все элементы надежно сцеплены между собой, что сводит к минимуму вероятность выскальзывания листового материала и увеличивает скорость обработки.
По типу используемого привода вальцы бывают:
- гидравлические;
- ручные;
- электрические.
Вальцы с ручным приводом очень простые по конструкции. Такое устройство не требует дополнительного питания для работы и имеет такие преимущества:
- надежность;
- компактность и мобильность;
- невысокая стоимость;
- простота обслуживания и эксплуатации.
К минусам оборудования этого типа можно отнести:
- невозможность использования при вальцевании изделия из металла более 2 мм толщиной;
- невысокая производительность;
- для гибки листовой заготовки понадобится приложить значительные физические усилия.
Станки, оснащенные электрическим приводом, более эффективны. На них можно обрабатывать листовые металлические изделия значительной толщины.
Вальцы, работающие от гидравлического привода, самые мощные. Устройство такого типа отличается большими габаритами. Как правило, такое оборудование устанавливают на промышленных предприятиях.
Конструкция и принцип действия
Вальцовый станок состоит из нескольких ключевых элементов, после изучения которых станет понятен его принцип действия. К ним относятся:
- Несущий элемент или как его еще называют — станина. Может изготавливаться из листовой стали или чугуна.
- Валки, которых может быть от двух до 4. Во время самостоятельного изготовления, мастера рекомендуют устанавливать 3 валка.
- Привод — электрический или гидравлический (на ручных моделях устанавливается ручка для управления валками).
- Панель управления. На системах ЧПУ устанавливаются разные датчики, монитор.
Принцип работы поэтапно:
- Изначально подготавливается лист металла, который будут подвергать вальцовке. Он должен быть ровным, без трещин, выемок. Его располагают на двух нижних валках. Заранее их разводят в разные стороны.
- После этого мастер опускает третий вал к листу, чтобы надежно зажать его между рабочими частями.
- Нижние валки начинают вращаться под действием привода или ручной силы человека. Лист перемещается. С началом движения он начинает огибать валки.
Постепенно металлическая заготовка проходит через все рабочие части по заданным конфигурациям до получения изделия требуемой формы.
Вальцы с ЧПУ на производстве
Специфика вальцов с механическим типом привода
Ручной вальцовочный станок представляет собой набор следующих частей и механизмов:
- металлический каркас на ножках или подставка;
- рукоять;
- валки;
- эксцентриковый зажим;
- упор;
- поворотно-откидной механизм.
Металлический лист, с оцинкованным, полимерным покрытием, помещают между валами и удерживают с помощью зажима. С помощью рукояти работник 3 х валкового листогибочного вальца приводит в движение передний вал. Стальной заготовочный материал прокручивается между двух соседних валов. Таким образом металлический лист получает ровный изгиб, превращаясь в обечайку.
Когда необходимо вынуть готовую деталь цилиндрической формы из валковой листогибочной машины, достаточно раскрыть замок и откинуть верхний вал. Для изготовления новой детали работник повторяет процесс сначала.
Производители
Особой популярностью пользуются следующие производители:
- Metalmaster — модели от этой компании выделяются своей надежностью, долговечностью. Дают возможность работать с металлическими листами, арматурой, трубами. Известные модели – MSR 1215 и MSR 1315.
- Stalex — еще одна известная компания, оборудование от которой ценят покупатели. Применяется во время обработки листов разной толщины. Корпуса этого оборудования изготавливаются из прочных марок стали, которые имеют повышенный показатель коррозийной устойчивости.
- Энкор Корвет. Не подходят для серийного производства из-за низкой надежности, однако для небольшой мастерской являются хорошим вариантом.
Одновременно с этим покупатели выделяют такие компании, как JET, PRINZING, SAHINLER, SCHWARTMANNS. Важно учитывать технические характеристики и возможности оборудования.
Назначение ручных вальцев для листового металла
Станок с механическим типом привода выпускается с целью применения в следующих отраслях:
- строительство и отделочные работы;
- авио- и машиностроение;
- изготовление оборудования;
- сборка музыкальных инструментов;
- И др.
Трехвалковый листогиб с механикой не сможет соперничать с электромеханическим оборудованием. Он хорошо подходит для мелкосерийного производства. Тем не менее, если производитель желает остановить свой выбор на экономичной покупке, то 3 х валковые вальцы станут выгодным приобретением. Стоит учесть лишь тот факт, что производителю не обойтись без задействования силы рабочих рук.
Сферы применения станков
Вальцовочные станки устанавливаются на многих металлообрабатывающих предприятиях. Среди сфер, в которых они используются выделяются:
- Производство ювелирных изделий.
- Изготовление сливов для воды, кровельных элементов.
- Коммунальное хозяйство.
- Изготовление щитов, стендов.
При этом для производства разных изделий используются разные виды металлов. Станки для вальцовки листового металла упрощают строительные, ремонтные работы.
Изгиб листового металла на станке
Характеристика процесса вальцевания
Принципиальная особенность вальцовки листового металла состоит в том, что процесс деформирования происходит по всей контактной поверхности. Это немного снижает производительность, но повышает стойкость прокатных рабочих валиков. К преимуществам вальцовки металла можно отнести:
- Снижение эксплуатационных расходов на оснастку и оборудование.
- Увеличение эксплуатационного срока инструментов и станков.
- Эффективное использование в условиях единичного и мелкосерийного производства.
- Снижение потерь от брака.
- Низкую стоимость вальцовочной машины в сравнении с гидравлическим или механическим прессом. Затраты на ее приобретение окупаются в течение полугода активного использования.
В процессе выполнения вальцовки оператор может изменять скорость деформирования металла. При других формовочных операциях штамповки это не всегда возможно.
Вальцовку листа металла можно выполнять в нескольких вариантах:
- в поперечном направлении подачи заготовки;
- в продольном направлении;
- при винтовой подаче.
Первый вариант используется для получения коротких труб, второй — длинных.
Процесс листовой вальцовки характеризуется следующими особенностями:
- Деформирование производится крутящим моментом, а не усилием. Значение крутящего момента зависит от условий контактного трения, диаметра рабочих валиков и физико-математических характеристик материала.
- При выполнении операции скорость вальцовки не влияет на энергетические затраты, напротив, при увеличении показателя рабочее усилие процесса снижается.
- Трение между валками напрямую зависит от поверхности. Снижение шероховатости приводит к снижению трения. Поэтому при постоянной эксплуатации вальцовочных машин необходимо периодически шлифовать поверхность оснастки.
При вальцовке стального изделия до 6 мм толщиной исходный металл обрабатывается в холодном состоянии. Если работают с деталями из толстолистового материала, применяют предварительный подогрев. Вальцовочную машину в таких случаях устанавливают возле печей с безокислительной нагревательной системой. Благодаря этому процесс образования поверхностной окалины снижается.
Если производят деформацию горячекатаного листового проката, перед вальцеванием правят лист. Это оговаривается техническими требованиями ГОСТа.
Применение устройств
Гибочные операция по вальцовке листового материала выполняется на производстве, когда не выгодно покупать готовую продукцию или количество заказов достаточно большое. Главные потребители вальцовочного оборудования – это металлургическая, химическая промышленность, строительство и многие другие.
Основные направления использования станков:
- Формирование конусообразных и цилиндрических изделий.
- Изготовление труб и конструкций с радиальным изгибом.
- Выведение эллипсов и других металлических форм.
Решение о покупке таких гибочных вальцов значительно упростит операции по сгибанию указанных форм и конструкций. И это позволит Вашему предприятию выйти на новый уровень выпуска металлопроката.
Как сделать заказ
Купить трехвалковые ручные вальцы можно, позвонив по телефону в офис. Приобрести необходимую модель можно, воспользовавшись сервисом сайта: положив товар в корзину.
Подробную информацию о технических характеристиках, цене трехвалковых листогибочных вальцев можно узнать у менеджеров «Х-Профиль». Доставка товара осуществляется транспортной компанией до города назначения. Если вы решили купить трехвалковые вальцы, то мы поможем рассчитать выгодную стоимость транспортировки.
Х-Профиль сотрудничает как с городами РФ, так и с соседними республиками: Белоруссией и Казахстаном. Трехвалковые вальцы станут отличным приобретением, которое окупится в ближайшее время.
Вальцы для листового металла своими руками (21 фото)
Самодельный станок, вальцы для листового металла: фото и описание изготовления станка.
Приветствую! Для работы с листовым металлом нужна огромная гора всякого различного инструмента, а поскольку были идеи изготавливать прямоточные резонаторы и глушители, то начинать нужно было с вальцов.
Вальцы, кто не в курсе, предназначены для скручивания листового металла в конус или цилиндр.
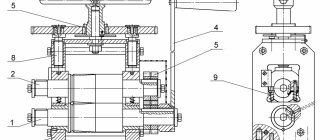
Дабы не пытаться что то придумать на ходу, а потом всё переделывать по десять раз, вальцы были замоделены в солиде. Это сильно упростило жизнь) Во первых это упростило подбор подшипников и выбор толщины деталей, всё можно посчитать, посмотреть госты, размеры и тд. Во вторых не нужно всё рисовать от руки на листиках и носить эту наскальную живопись токарям.
Моделилось это все не так уж и быстро, ибо даже имея размеры и все госты, нужно постоянно обзванивать всех и вся, узнавая есть ли нужная тебе деталь в продаже или смогут ли её тебе именно такой изготовить.
Затем идёт ожидание изготовление всех нужных деталей.
Детали для станка.
Дальше была еще одна проблема, это изготовление валов. Но вскоре приехали и они.
Начинается процесс примерки и дальнейшей сборки вальцов.
Детальки чистятся, снимаются фаски и свариваются.
Увы далее процесс контроля сборки был прерван. Вальцы были собраны и начали свою работу уже без камеры под рукой. Спустя почти год Я вспомнил о том, что у меня есть неплохой материал, и пришлось немного доснять фоток до полного комплекта.
Конструкция немного потрепалась, но держится хорошо)
Слабоватым местом оказалась пластина с резьбой под болт. Ну как слабоватым, на моменте проектирования никто не говори мне что нужно будет катать 3мм лист шириной 350мм. Поэтому периодический удар молоком, и пластина снова ровная)
Так же сбоку была добавлена пластина, ибо направляющая постоянно норовила убежать в сторону.
Вращение осуществляется метровой трубой 20мм с фиксатором на конце.
От некоторых испытаний с твёрдыми материалами с острыми углами на роликах остались следы.
А это, шестерни привода валов.
Оба ролика связанны между собой парой случных звёзд от какой то мототехники и цепью. Как не странно цепь оказалась надёжной, и до сих пор не имею к ней вопросов.
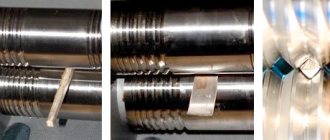
А вот и сами изделия, из листа 304 нержавейки толщиной 1,5 и 1мм
Перфотруба 1,5мм для прямоточного резонатора. Длинна детали 400мм
Корпус прямоточного резонатора. Лист 1мм, длинна 400мм
Готовый прямоточный резонатор
Корпуса овальных Z-образных глушителей тоже изготовлены на этих вальцах.
Качество гиба листа отличное, не хватает лишь электропривода. Но вполне вероятно что когда-нибудь и он вместе с частником тоже появится.
Рабочее поле вальцов 410мм, минимальный диаметр цилиндра 60мм. При работе с листами 1мм крутится легко и не напрягаясь. При работе с пластинами 3мм нужна подача поменьше, иначе крутить валы становится тяжеловато, потому что крепления к столу не имеет, инструмент не постоянно нужен в работе, и занимать место где либо на верстаке слишком, даже для него.
Автор: Юрий Шонец. Беларусь.
Популярные самоделки на нашем сайте
- Гибочный станок для листового металла своими руками
- Казан мангал своими руками из металла (27 фото)
- Печь своими руками из металла: фото и описание конструкции
- Печь своими руками из металла: эффективная…
- Печь своими руками из металла: схема, размеры, фото…
- Печь для бани своими руками из металла: фото,…
- Мангал своими руками из металла
- Печь из металла своими руками
- Печь своими руками из металла
- Печь камин из металла своими руками
- Печь для бани своими руками из металла
- Самодельный мангал из металла: размеры, фото и описание
- Мотоблок своими руками (30 фото)
- УАЗ самосвал своими руками (63 фото)
- Багги из Оки своими руками (63 фото)