Новое поколение TIG-горелок включает в себя модульную систему и огромное количество вариантов конфигурации. Выбор практически бесконечен. От корпусов горелок, включая все различные типы газовых сопел, до широкого спектра рукояток. Но в чем именно заключаются различия между TIG-горелками и какой корпус горелки подходит для конкретного случая?
Главное — попасть в точку: это самая важная задача. Потому что даже самая удобная и самая большая в мире TIG-горелка не стоит ничего, если вы не можете добраться до места, где вы должны сварить. Вот почему корпуса сварочных горелок и колпачки выпускаются разной длины, с различными углами наклона и даже с гибкими шейками горелок, которые можно согнуть для придания формы.
Два противоположных примера: угловой сварной шов на верстаке и потолочная труба, которая должна быть сварена изнутри. Работа на сварочном столе может быть выполнена с использованием практически любого корпуса горелки. Однако для сварки труб требуется особо компактная горелка — в идеале маленькая и гибкая, с коротким колпачком.
Особенности аргоновой сварки
Общий принцип аргонодуговой сварки проще описать, пользуясь приведенной на рисунке схемой соединения сварочного оборудования.
Основной рабочий инструмент – аргоновая горелка, подключаемая к сварочному аппарату. На электрод подается ток требуемой величины, а сама зона сварки защищена облаком инертного газа аргона от взаимодействия с кислородом воздуха, что предотвращает возможность окисления металла.
Принцип работы одинаков для горелок разных изготовителей. Конструкция представлена ниже.
При продаже в комплект входит шлейф: шланг для подачи аргона и силовой кабель.
В редких случаях горелка продается без шлейфа — нужно обращать на это внимание при заказе.
Модульная конструкция TIG-горелки — для максимальной гибкости
Поскольку оптимальная конструкция горелки зависит от соответствующей сварочной задачи, большое значение имеет модульная система TIG горелок. В модульных системах выбирается рукоятка, к которой при необходимости могут быть добавлены различные органы управления и корпуса горелок. Возможность быстро и легко заменить корпус горелки, обеспечивается системой Multilock. С помощью этой системы нажатие и поворот корпуса горелки освобождает его от рукоятки и шланг-пакета, в то время как новый корпус горелки просто фиксируется на месте путем вставки и поворота. Система доступна как для газовых, так и для водяных шланг-пакетов. Система Multilock позволяет сконфигурировать горелку в соответствии с особенностью сварочной задачи и личными предпочтениями сварщика.
Виды аргоновых горелок для ручной сварки
Сварка может производиться вручную, в полуавтоматическом режиме и в автоматическом. Соответственно, конструктивное исполнение будет отличаться. Чем более автоматизирован процесс, тем сложнее устройство.
Рассмотрим устройства исключительно для ручной сварки (TIG): какие они бывают, на что обращать внимание при выборе той или иной модели.
Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки. С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде, например, выпадающего электрода или другой неприятной «мелочи».
Классифицировать аргоновые горелки можно по виду охлаждения: воздушное или жидкостное. В большинстве моделей горелок TIG предусмотрено воздушное охлаждение. Водяной теплоотвод требует дополнительной оснастки.
По способу подачи газа различают горелки, оборудованные вентилем или кнопкой. Некоторые модели снабжены и тем, и другим.
По типу разъема, подключаемого к сварочному аппарату, классифицировать горелки сложно из-за их многообразия.
Обычно производитель устанавливает разъемы под определенные виды инверторов. Разъем должен соответствовать гнезду сварочного аппарата. Здесь могут возникнуть проблемы при покупке горелки через интернет, поскольку лишь единичные изготовители указывают в наименовании тип разъема. Например, в горелке FUBAG FB TIG 26 5P – управляющий разъем 5pin, в TORCH 24 WATER 4m M12x1 – разъем M12x1. В крайнем случае разъем перепаивают.
Зато обязательно указана длина шлейфа. Самый распространенный его размер – 4 метра, реже — 8 метров, еще реже – промежуточные значения.
Что может подсказать маркировка?
На большинстве горелок или в наименовании товара на сайтах продавцы все же указывают «определяющее» числовое значение. Например, TIG 26 после названия производителя.
При выборе горелки начинающему сварщику стоит иметь представление о различиях горелок, скрывающихся под цифрами.
По большому счету, аргоновые горелки по габаритам можно разделить на две группы: маленькие и большие. К маленьким относятся 9 (воздушное охлаждение) и 20 (водяное). Расходные и комплектующие изделия для них – взаимозаменяемы. Для больших (подходящих для бытовых сварочных работ) горелок с номерами 18 (водяное охлаждение), 17 и 26 (воздушное) в отношении замены то же самое.
В обозначении недорогих отечественных горелок часто встречается обозначение вида WP 17 (имя производителя где-то указано, но его придется поискать). В принципе, минимум информации получен: большая аргоновая горелка с воздушным охлаждением под электроды из чистого вольфрама.
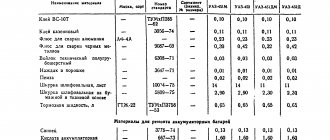
Электроды для аргоновой сварки
При аргоновой сварке используют электроды из тугоплавкого вольфрама, иногда чистого, иногда с присадками. Наличие добавок позволяет облегчить работу с рядом металлов и сплавов.
Кроме буквенной маркировки, разные виды вольфрамовых электродов отмечают цветом хвостовика.
Сведения для удобства представлены в таблице.
| Буквенное обозначение. | Цвет | Ток (DC или AC) | Свариваемые металлы | Примечание |
| WP | зеленый | AC | Магний, алюминий, сплавы | |
| WZ | белый | AC | Бронза, алюминий, никель, сплавы | |
| WT | красный | DC | Нержавеющая сталь, тантал, молибден | Особые меры безопасности: обязательная вентиляция в помещении. |
| WY | синий | DC | Углеродистые, низколегированные, нержавеющие стали, титан | |
| WL | золотистый | DC, AC | Любые стали и сплавы | |
| WC | серый | DC, AC | Любые стали и сплавы |
Диаметр электрода выбирают в зависимости от рабочего тока: до 50 А — диаметр 1 мм, до 100 А – 1,6 мм, до 200 А – от 2 мм до 2,4 мм, свыше 200 А – 3,2 мм, свыше 300 А – 4 мм. Кроме силы тока учитывают толщину свариваемого металла. Правильнее будет сказать, что от толщины и состава металла зависит выбор электрода и тока.
Неплавящиеся вольфрамовые электроды требуют заточки перед использованием. Общий принцип выбора остроты угла – чем шире планируемый шов, тем тоньше острие.
Само острие зачищается.
Что еще нужно сварщику перед работой?
Забота о технике безопасности при выполнении сварочных работ ложится на плечи самого сварщика. Маска (со щитком менее удобно), комбинезон или куртка со штанами, рукавицы из специально обработанной ткани – обязательная экипировка. Открытые участки кожи недопустимы.
Нужно проверить рабочее место на правильное подключение горелки к сварочному аппарату и баллону, целостность кабеля и рукава, наличие огнетушителя, отсутствие рядом легковоспламеняющихся и горючих предметов.
Конструктив
Кроме того, с различными корпусами горелок используется широкий диапазон газовых сопел, которые различаются по длине, диаметру отверстия, материалу и типу крепления.
Длинное или короткое
Как и корпус горелки, форма детали и доступность к шву имеют решающее значение для определения длины требуемого газового сопла. Например, чем меньше диаметр трубы, тем короче выбранное сопло. Больший диаметр газового сопла — более шире пятно газовой защиты: диаметр газового сопла или его отверстия определяет размер области вокруг сварного шва, которая будет покрыта защитным газом. Широкая зона газовой защиты особенно важна для чувствительных материалов, таких как титан, так как остывающий шов, нагретый после сварки, должен быть защищен от атмосферного кислорода значительно дольше, во избежание образовывания оксидов и цветов побежалости.
Тип газового сопла «шампанское» — с расширенным выходным отверстием
Особенностью так называемого газового сопла «шампанское» является увеличенный диаметр выходного отверстия — больше, чем диаметр посадочной части. Это обеспечивает широкую зону газового покрытия, что делает его особенно полезным для активных металлов, таких как титан или цирконий. Само сопло может быть сделано из керамики или стекла, причем прозрачное стекло обеспечивает идеальный обзор горящей дуги и сварочной ванны.
Способ крепления
Газовые сопла TIG могут иметь резьбовую посадку или надеваться на корпус сварочной горелки, поджимаясь уплотнительным лепестком. Выбор зависит от конструкции сварочной горелки, хотя предпочтение сварщика обычно будет ключевым фактором. Системы, в которых сопло вставляется в корпус, обеспечивают более быструю замену — даже сразу после сварки, когда сварочная горелка и сопло все еще горячие. С другой стороны, винтовое соединение обеспечивает более прочное и жёсткое закрепление.
Газовая линза
Похожа на фильтрующую сетку — она обеспечивает ламинарный, равномерный поток газа без завихрений и турбулентности. Это особенно полезно при работе с высоколегированными сталями и активными металлами, особенно при сварке с большим вылетом электрода или на открытом воздухе или сквозняке. Все газовые сопла, большие или маленькие, длинные или короткие — доступны с газовой линзой или без нее.
Прихватка и точечная сварка
Для этих целей имеются специальные точечные газовые сопла. Для выполнения прихваток или сварных точек без использования присадочного материала эти фасонные сопла прикладываются непосредственно к заготовке. Прижатие сопла к заготовке гарантирует, что расстояние между электродом и свариваемым металлом всегда идеально и постоянно. Точечные сопла доступны для различных конфигураций заготовок — например, для прихватки внутренних угловых швов, внешних угловых швов или для стыковых соединений. Большим преимуществом является то, что в данном случае использование сварочной маски не обязательно, так как это специальное сопло скрывает дугу из поля зрения. Кроме того, использование такого сопла при точечной сварке или прихватке не требует высокой квалификации и доступно даже новичкам.
Идеальная рукоятка для TIG-горелки
Разработаны также различные типы рукояток сварочных горелок. Учитывая, что большинство сварщиков предпочитают небольшие рукоятки, особенно для тонкой сварки, наряду со стандартным типоразмером рукояток существует также компактное исполнение. Компактные рукоятки позволяют удобно держать горелку, как карандаш, что идеально подходит для тонкой работы. По сути, все сводится к тому, какую рукоятку сварщик считает наиболее удобной. Размер рукоятки также определяет ее вес и диапазон функций. Маленькая рукоятка, конечно, имеет преимущество тем, что она легче, но большие обычно имеют более широкий функционал, такой как светодиодная подсветка, которая может использоваться для освещения шва перед началом сварки, и могут включать в себя различные типы элементов управления. Кроме того, большие сварочные горелки лучше подходят для сварки на высоких токах, так как они имеют более развитую систему теплоотводящих элементов и могут выдерживать более высокие температуры.
Процесс аргоновой сварки
Основные составляющие рабочего места:
- сварочный аппарат;
- баллон с аргоном;
- горелка;
- электроды;
- присадочный пруток.
Общий порядок работ имеет некоторые отличия от обычной дуговой сварки, на них стоит обратить внимание.
Когда выбран и выставлен на аппарате необходимый сварочный ток, а к свариваемой детали подключена масса, можно начинать процесс.
В одной руке горелка, в другой — присадочный пруток. Сварку, в отличие от обычной дуговой, нельзя начинать с касания электродом заготовки. Сначала на заготовку на 15-20 секунд подают газ, затем плавно подносят сопло к металлу (расстояние между деталью и электродом должно составить примерно 2 мм и оставаться таким в процессе работы). Образовавшуюся дугу плавно ведут вдоль шва, не допуская поперечных движений. Присадочная проволока располагается перед соплом и подается плавно. Опытный сварщик справляется с этим легко, начинающему придется «прочувствовать процесс». Как правило, достаточно 3-5 попыток.
Заканчивать подачу аргона следует не сразу, а через 5-7 секунд после завершения шва.
Управление на TIG-горелке
В рукоятку горелки могут быть встроены различные элементы управления, которые позволяют сварщику легко контролировать силу тока с помощью потенциометра или переключателя вверх-вниз. Сварочная горелка, оснащённая блоком управления Job Master, позволяет регулировать несколько параметров или выбирать заранее настроенные параметры режима для соответствующего участка сварного шва, хранящиеся в ячейках Job сварочного источника, и активировать их с помощью сварочной горелки даже непосредственно во время сварки. Эта функция особенно полезна, когда источник питания установлен на некотором удалении от места сварки, например, во время ремонтных и монтажных работ.
Популярные модели аргоновых горелок
Несмотря на общий принцип работы аргоновых горелок, каждый производитель привносит что-то свое. Кто-то применяет особо прочные или особо гибкие материалы, кто-то дорабатывает базовую конструкцию для удобной работы, кто-то ставит целью долговечность или еще какой-нибудь параметр.
Рассматривая предложения по картинкам на сайтах продавцов, сложно получить исчерпывающую информацию, особенно при разбросе цен от 2,5 до 20 (иногда выше) тысяч рублей, причем это стоимость без доставки.
Краткий обзор производителей
Бренд, разумеется, вносит коррективы в стоимость аргоновой горелки, но для работы название устройства ничего не значит. Рассмотрим продукцию наиболее востребованных на сегодняшний день производителей.
- AURORA TIG 9V 110A – горелка отечественного производителя, адаптирована к работе со сварочными аппаратами марки СВАРОГ. Легко найти и приобрести расходники. Устройства этого производителя, в зависимости от модификации, стоят от 2,5 до 4,5 тысяч рублей.
- Сварог TS 26V (M12×1) 4м – максимальный рабочий ток — 180 А (постоянный) и 130 А (переменный). Применяемые электроды — от 0,5 до 4 мм, воздушное охлаждение. Цена — от 4 до 6 тысяч рублей.
- Барс TIG-17V – ток (постоянный) — 140 А, охлаждение воздушное, тип разъема не указан. Шлейф, как и в предыдущих образцах, длиной 4 метра. Стоимость — около 3,5 тысяч рублей.
- Горелки TORCH отличает невысокая цена (до трех тысяч рублей). Преимущество – работа на постоянном и переменном токе. Разъем одинаков для всего ряда моделей – М12х1.
Следующий ценовой сегмент представлен аргоновыми горелками FUBAG (от 5 тысяч рублей), АГНИ 03 (от 9 тысяч рублей), BlueWeld (номер 9 стоит от 9 тысяч, номер 26 — от 15 тысяч рублей).
По отзывам опытных сварщиков, исключительным качеством работы отличаются аргоновые горелки BlueWeld, надежны в работе АГНИ. Горелки от СВАРОГ не идеальны, но вполне пригодны, если учитывать их цену. Полезное видео на эту тему
Рекомендуемые критерии выбора
- Если сварочный аппарат приобретен недавно, стоит постараться доукомплектовать его аргоновой горелкой того же производителя.
- Чтобы не было проблем со сваркой алюминия, следует обратить внимание, рассчитана ли конструкция на работу с переменным током.
- Необходимо внимательно изучить комплектацию. Если комплект запасных частей отсутствует, но очень нравится цена, нелишне вспомнить, что потом придется около тысячи рублей выложить на расходники.
- Лучше выбирать не по картинке, а вручную: рассмотреть, прикинуть, удобно ли ложится в руку, убедиться, что разъем того же типа, что и на инверторе, а шлейф достаточно гибкий.
Когда в приоритете наименьшая цена, покупатель должен быть готов к тому, что в процессе работы с таким оборудованием могут возникнуть непредвиденные моменты, не критичные, но неприятные: например, что-то ненадежно соединено, неудобно держать, слишком жесткий шлейф и т. п.
Но новичок может себе позволить приобрести недорогую горелку для тренировки, освоения процесса сварки в среде аргона, а затем, набив руку, присмотреть более удобную модель на основании собственного опыта.