Несмотря на нарастающую популярность пластиковых комплектующих в сфере водо- и газоснабжения, стальной металлопрокат остается вне конкуренции. Наибольшей востребованностью у строителей пользуется водогазопроводная труба – ВГП.
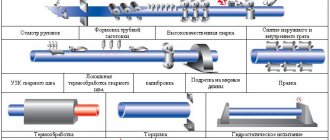
Труба изготавливается из стальной заготовки: штрипса – который формуют, а затем соединяют с применением сварки. После изготовления трубы ВГП проходят испытания по методике неразрушающего контроля.
Часто, магистрали, подводящие газ и воду, прокладывают в условиях повышенной влажности, поэтому металлопрокат этого типа проходит дополнительную обработку. Изделия оцинковывают или грунтуют, а затем покрывают специальными лакокрасочными составами.
| Таблица основных характеристик водогазопроводных труб | |||
| Чертеж | Условный диаметр, d | Масса | Норматив |
| от 6 мм до 150 мм | от 0.37 кг до 21.63 кг | ГОСТ 3262-75 | |
Применение
Главной сферой применения сортамента ВГП являются трубопроводы горячего и холодного водоснабжения. ВГП относится к специальному расходному материалу, который применяется там, где нужно соблюдать высокий уровень герметичности соединений и выдерживать высокое давление носителя в магистрали. Показатели давления могут быть до 3,1 МПа.
Маркировка
Сортамент ВГП труб маркируется согласно государственным нормативам. Маркировка может содержать следующие сведения о продукции:
- класс точности: повышенный (П) или обычный (без обозначения);
- наличие резьбы: накатанная (Н), нарезанная (Р), если на изделии нет резьбы, дополнительных обозначений не наносится;
- наличие оцинковки (Ц);
- наличие муфты .
Маркируют каждую трубу, если ее диаметр больше 159 мм, и партию, если диаметр каждого из изделий меньше этого значения. Маркировка наносится методом клеймения или с применением электрографа.
Размеры
При выборе труб для правильного расчета используют две основных величины: условный проход и внешний диаметр. Первый показатель приблизительно равен внутреннему диаметру. ГОСТ 3262-75 строго регламентирует размеры труб. Для разных категорий труб, толщина стенки может различаться. Согласно этой классификации выделяют трубы:
- Легкие (облегченные) – выдерживают гидравлическое давление до 25 атм (2,4 МПа).
- Обыкновенные – выдерживают давление до 25 атм (2,4 МПа), но при этом стенки толще, чем у соответствующих (с таким же условным проходом) облегченных труб;
- Усиленные – выдерживают гидравлическое давление до 32 атм (3,1 МПа).
| Таблица размеров водогазопроводных труб | ||||
| Условный проход | Наружный диаметр, мм | Толщина стенки, мм | ||
| легких | обыкновенных | усиленных | ||
| Ду 6 | 10,2 | 1,8 | 2,0 | 2,5 |
| Ду 8 | 13,5 | 2,0 | 2,2 | 2,8 |
| Ду 10 | 17,0 | 2,0 | 2,2 | 2,8 |
| Ду 15 | 21,3 | 2,35 | — | — |
| Ду 15 | 21,3 | 2,5 | 2,8 | 3,2 |
| Ду 20 | 26,8 | 2,35 | — | — |
| Ду 20 | 26,8 | 2,5 | 2,8 | 3,2 |
| Ду 25 | 33,5 | 2,8 | 3,2 | 4,0 |
| Ду 32 | 42,3 | 2,8 | 3,2 | 4,0 |
| Ду 40 | 48,0 | 3,0 | 3,5 | 4,0 |
| Ду 50 | 60,0 | 3,0 | 3,5 | 4,5 |
| Ду 65 | 75,5 | 3,2 | 4,0 | 4,5 |
| Ду 80 | 88,5 | 3,5 | 4,0 | 4,5 |
| Ду 90 | 101,3 | 3,5 | 4,0 | 4,5 |
| Ду 100 | 114,0 | 4,0 | 4,5 | 5,0 |
| Ду 125 | 140,0 | 4,0 | 4,5 | 5,5 |
| Ду 150 | 165,0 | 4,0 | 4,5 | 5,5 |
По нормативам толщина стенок труб составляет 2,5 – 4,5 мм, условный проход 6 – 155 мм, наружный диаметр 10 – 165 мм. Размер мерных труб: от 4 до 12 м, немерных: более 12 м.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта и по технологическим регламентам, утвержденным в установленном порядке, из сталей по ГОСТ 380-88 и ГОСТ 1050-88 без нормирования механических свойств и химического состава.
Трубы для деталей водопроводных и газопроводных конструкций изготовляют из сталей по ГОСТ 1050-88.
2.2. По требованию потребителя на концах труб, подлежащих сварке, с толщиной стенки 5 мм и более, должны быть сняты фаски под углом 35-40° к торцу трубы. При этом должно быть оставлено торцовое кольцо шириной 1 — 3 мм.
По требованию потребителя на обыкновенных и усиленных трубах с условным проходом более 10 мм резьбу наносят на оба конца трубы.
2.1; 2.2. (Измененная редакция, Изм. № 3, 4).
2.3. По требованию потребителя трубы укомплектовывают муфтами, изготовленными по ГОСТ 8944-75, ГОСТ 8954-75, ГОСТ 8965-75 и ГОСТ8966-75 из расчета одна муфта на каждую трубу.
(Измененная редакция, Изм. № 3).
2.4. На поверхности труб не допускаются трещины, плены, вздутия и закаты.
На торцах труб не допускаются расслоения.
Допускаются отдельные вмятины, рябизна, риски, следы зачистки и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные размеры, а также слой окалины, не препятствующий осмотру.
На трубах, изготовленных методом печной сварки, допускается в месте шва уменьшение наружного диаметра до 0,5 мм при наличии в этом месте пологого утолщения по внутреннему диаметру не более 1,0 мм.
(Измененная редакция, Изм. № 3, 4).
2.5. По требованию потребителя на трубах с условным проходом 20 мм и более на внутренней поверхности шва труб грат должен быть срезан или сплющен, при этом высота грата или его следов не должна превышать 0,5 мм.
По требованию потребителя на трубах условным проходом более 15 мм, изготовленных методом печной сварки и способом горячего редуцирования, на внутренней поверхности труб в зоне шва допускается пологое утолщение высотой не более 0,5 мм.
(Измененная редакция, Изм. № 2, 3, 4, 5, 6).
2.6. Концы труб должны быть обрезаны под прямым углом. Допускается величина скоса торца не более 2°. Остатки заусенцев не должны превышать 0,5 мм. При снятии заусенцев допускается образование притупления (закругления) торцов. Допускается порезка труб в линии стана.
По согласованию изготовителя с потребителем на трубах с условным проходом 6-25 мм, изготовленных методом печной сварки, допускаются заусенцы до 1 мм.
(Измененная редакция, Изм. № 4, 6).
2.7. Оцинкованные трубы должны иметь сплошное цинковое покрытие по всей поверхности толщиной не менее 30 мкм. Допускается отсутствие цинкового покрытия на торцах и резьбе труб.
На поверхности оцинкованных труб не допускается пузырчатость и посторонние включения (гартцинк, окислы, спекшаяся шихта), отслаивание покрытия от основного металла.
Допускаются отдельные флюсовые пятна и следы захвата труб подъемными приспособлениями, шероховатость и незначительные местные наплывы цинка.
Допускается исправление отдельных неоцинкованных участков на 0,5 % наружной поверхности трубы по ГОСТ 9.307-89.
(Измененная редакция, Изм. № 3, 4).
2.8. Трубы должны выдерживать гидравлическое давление:
2,4 МПа (25 кгс/см2) — трубы, обыкновенные и легкие;
3,1 МПа (32 кгс/см2) — трубы усиленные.
По требованию потребителя трубы должны выдерживать гидравлическое давление 4,9 МПа (50 кгс/см2)
(Измененная редакция, Изм. № 2, 3, 5).
2.9. Трубы с условным проходом до 40 мм включительно должны выдерживать испытание на загиб вокруг оправки радиусом, равным 2,5 наружного диаметра, а с условным проходом 50 мм — на оправке радиусом, равным 3,5 наружного диаметра.
По требованию потребителя трубы должны выдерживать испытание на раздачу:
для труб условным проходом от 15 до 50 мм — не менее 7 %;
для труб с условным проходом 65 и более — не менее 4 %.
По требованию потребителя трубы должны выдерживать испытание на сплющивание до расстояния между сплющиваемыми поверхностями, равного 2/3 наружного диаметра труб.
(Измененная редакция, Изм. № 2, 3, 5).
2.10. По требованию потребителя механические свойства труб для деталей водопроводных и газопроводных конструкций должны соответствовать ГОСТ 1050-88.
2.11. Резьба труб должна быть чистой, без рванин и заусенцев и соответствовать ГОСТ 6357-81, классу точности В.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями.
2.10; 2.11. (Измененная редакция, Изм. № 3, 4).
2.12. В месте шва допускается чернота на нитках резьбы, если уменьшение нормальной высоты профиля резьбы не превышает 15 %, а по требованию потребителя не превышает 10 %.
Допускаются на резьбе нитки с сорванной (для нарезанной) или неполной (для накатанной) резьбой при условии, что их длина в сумме не превышает 10 % требуемой длины резьбы, а по требованию потребителя не превышает 5 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.13. Допускается на резьбе уменьшение полезной длины резьбы (без сбега) до 15 % по сравнению с указанной в табл. 4, а по требованию потребителя до 10 %.
(Измененная редакция, Изм. № 2, 3, 5).
2.14. Нанесение резьбы на оцинкованные трубы проводят после оцинкования.
2.15. (Исключен, Изм. № 3).
2.16. По требованию потребителя сварные швы труб подвергают контролю неразрушающими методами.
(Измененная редакция, Изм. № 5).
Вес водогазопроводных труб
Считается, что основными параметрами трубопроводных изделий считаются их диаметр и длина. Вес труб также имеет решающее значение. Этот показатель нужно знать, чтобы правильно подобрать транспорт для транспортировки металлопроката. Необходимость расчета прочности конструкций на производстве и определения их влияния на оборудование также влечет за собой необходимость вычисления веса стальных труб ВГП. Для удобства покупателей ниже приведена таблица с показателями веса основного сортамента металлопроката этого вида.
| Таблица весов водогазопроводных (ВГП) труб ГОСТ 3262-75 | |||
| Условный проход | Масса 1 метра, кг | ||
| Легкая | Обыкновенная | Усиленная | |
| 6 | 0,37 | 0,4 | 0,47 |
| 8 | 0,57 | 0,61 | 0,74 |
| 10 | 0,74 | 0,8 | 0,98 |
| 15 | 1,1 | — | — |
| 15 | 1,16 | 1,28 | 1,43 |
| 20 | 1,42 | — | — |
| 20 | 1,5 | 1,66 | 1,86 |
| 25 | 2,12 | 2,39 | 2,91 |
| 32 | 2,73 | 3,09 | 3,78 |
| 40 | 3,33 | 3,84 | 4,34 |
| 50 | 4,22 | 4,88 | 6,16 |
| 65 | 5,71 | 7,05 | 7,88 |
| 90 | 7,34 | 8,34 | 9,32 |
| 90 | 8,44 | 9,6 | 10,74 |
| 100 | 10,85 | 12,15 | 13,44 |
| 125 | 13,42 | 15,04 | 18,24 |
| 150 | 15,88 | 17,81 | 21,63 |
ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одного размера, одной марки и сопровождаться одним документом о качестве в соответствии с ГОСТ 10692-80 с дополнением для труб, предназначенных для изготовления деталей водопроводных и газопроводных конструкций, из стали по ГОСТ 1050-88: химический состав и механические свойства стали в соответствии с документом о качестве предприятия-изготовителя заготовки.
Масса партии не более 60 т.
(Измененная редакция, Изм. № 3, 4).
3.2. Проверке поверхности, размеров и кривизны подвергают каждую трубу партии.
Допускается применять статистические методы контроля по ГОСТ 18242-72 с нормальным уровнем. Планы контроля устанавливаются по согласованию изготовителя с потребителем.
Контроль наружного диаметра труб проводят на расстоянии не менее 15 мм от торца трубы.
(Измененная редакция, Изм. № 3, 4, 5).
3.3. Для контроля параметров резьбы, для испытания на раздачу, сплющивание, загиб, высоту внутреннего грата, остатки заусенцев, прямой угол и угол фаски (для труб со скошенными кромками), механических свойств отбирают не более 1 %, но не менее двух труб от партии, а для труб, изготовленных методом непрерывной печной сварки, — две трубы от партии.
(Измененная редакция, Изм. № 3, 4).
3.4. Контролю массы подвергают все трубы.
(Измененная редакция, Изм. № 3).
3.5. Испытанию гидравлическим давлением подвергают каждую трубу. При 100%-ном контроле качества сварного шва неразрушающими методами испытание гидравлическим давлением допускается не проводить. При этом способность труб выдерживать испытательное гидравлическое давление гарантируется.
(Измененная редакция, Изм. № 6).
3.6. Для проверки толщины цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности отбирают две трубы от партии.
(Измененная редакция, Изм. № 2).
3.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке.
Результаты повторных испытаний распространяются на всю партию.
Трубный калькулятор
| Стоимость тонны при цене за метр трубы, ₽: | н/о |
| Цена метра трубы при стоимости тонны , ₽: | н/о |
| Общий вес 6 м. трубы, кг.: | н/о |
| Общая длина 1000 кг. труб, м.: | н/о |
| Название | Трубный калькулятор (Круглая ) |
| Требования | Javascript |
| ОС | Windows, Android, OSX, Linux |
| Категория | Бизнес , Образование |
| Цена |
Установить виджет на сайт
МЕТОДЫ ИСПЫТАНИЙ
4.1. Для контроля качества от каждой отобранной трубы вырезают по одному образцу для каждого вида испытаний.
Испытание на растяжение проводят по ГОСТ 10006-80. Допускается взамен испытания на растяжение проводить контроль механических свойств неразрушающими методами.
(Измененная редакция, Изм. № 3, 6).
4.2. Осмотр поверхности труб производят визуально.
4.3. Гидравлическое испытание проводят по ГОСТ 3845-75 с выдержкой под пробным давлением не менее 5 с.
4.4. Испытание на загиб проводят по ГОСТ 3728-78. Оцинкованные трубы испытывают до нанесения покрытия.
(Измененная редакция, Изм. № 3).
4.4а. Испытание на раздачу проводят по ГОСТ 8694-75 на конической оправке с углом конусности 6°.
Допускается проведение испытания на оправке с углом конусности 30 °.
(Измененная редакция, Изм. № 3, 4).
4.4б. Испытание на сплющивание проводят по ГОСТ 8695-75.
(Измененная редакция, Изм. № 3).
4.4в. Контроль сварного шва проводят неразрушающими методами по нормативно-технической документации.
(Введен дополнительно, Изм. № 3).
4.5. Толщину цинкового покрытия на наружной поверхности и в доступных местах внутренней поверхности контролируют по ГОСТ 9.301-86 и ГОСТ 9.302-88, а также приборами типов МТ-41НЦ, МТЗОН или типа «Импульс» по нормативно-технической документации.
4.6. Резьбу проверяют резьбовыми калибрами-кольцами по ГОСТ 2533-88 (третий класс точности).
При этом ввинчиваемость непроходного калибра-кольца на резьбу должна быть не более трех оборотов.
(Измененная редакция, Изм. № 3, 4).
4.7. Кривизну труб контролируют поверочной линейкой по ГОСТ 8026-92 и набором щупов по ТУ 2-034-225-87.
(Измененная редакция, Изм. № 3, 5).
4.8. Прямой угол концов труб контролируют угольником 90° размером 160х100 мм класса 3 ГОСТ 3749-77, пластинчатыми щупами набора 4 ТУ 2-034-225-87 или угломером ГОСТ 5378-88. Угол скоса фаски контролируют угломером по ГОСТ 5378-88.
(Измененная редакция, Изм. № 3, 6).
4.9. Контроль наружного диаметра проводят гладкими микрометрами по ГОСТ 6507-90, калибрами-скобами по ГОСТ 2216-84 или ГОСТ 18360-93.
Толщину стенки, высоту внутреннего грата и высоту заусенцев измеряют микрометром по ГОСТ 6507-90 или стенкомером по ГОСТ 11358-89 с обоих концов трубы.
Длину труб измеряют рулеткой по ГОСТ 7502-98. Резьбу контролируют калибрами по ГОСТ 2533-88.
Контроль массы партии труб проводят на весах не более 10 т с ценой деления не более 20 кг.
(Измененная редакция, Изм. № 3, 4, 5, 6).
4.10. Контроль сварного шва проводят неразрушающими методами по технической документации.
(Введен дополнительно, Изм. № 4).
Формула и способы рассчета
Расчет веса трубы из различных металлов (стальные трубы, нержавеющие, медные и др.) производится на основе имеющихся в справочниках ГОСТ и ТУ данных. Вес метра трубы, сортамент которой не входит в имеющиеся на сайте справочники, рассчитывается онлайн по формуле m = Pi * ro * S * (D — S) * L; Pi — математическая константа, которая выражает отношение длины окружности к её диаметру, равная
3.14; ro — плотность металла из которой изготовлена круглая труба в кг/м³; Для расчета удельного веса 1 погонного метра трубы (m) необходимо указать размеры профиля трубы: диаметр D в мм, а также толщину металла, из которого изготовлена труба (толщину стенки S) и длину L (по умолчанию 1 м). Расчет теоретического веса прямоугольной профильной трубы производится аналогично круглой, за исключением части формулы для определения площади поперечного сечения.
Трубный калькулятор
| Стоимость тонны при цене за метр трубы, ₽: | н/о |
| Цена метра трубы при стоимости тонны , ₽: | н/о |
| Общий вес 6 м. трубы, кг.: | н/о |
| Общая длина 1000 кг. труб, м.: | н/о |
| Название | Трубный калькулятор (Круглая ) |
| Требования | Javascript |
| ОС | Windows, Android, OSX, Linux |
| Категория | Бизнес , Образование |
| Цена |
Установить виджет на сайт
Формула и способы рассчета
Расчет веса трубы из различных металлов (стальные трубы, нержавеющие, медные и др.) производится на основе имеющихся в справочниках ГОСТ и ТУ данных. Вес метра трубы, сортамент которой не входит в имеющиеся на сайте справочники, рассчитывается онлайн по формуле m = Pi * ro * S * (D — S) * L; Pi — математическая константа, которая выражает отношение длины окружности к её диаметру, равная
3.14; ro — плотность металла из которой изготовлена круглая труба в кг/м³; Для расчета удельного веса 1 погонного метра трубы (m) необходимо указать размеры профиля трубы: диаметр D в мм, а также толщину металла, из которого изготовлена труба (толщину стенки S) и длину L (по умолчанию 1 м). Расчет теоретического веса прямоугольной профильной трубы производится аналогично круглой, за исключением части формулы для определения площади поперечного сечения.
Особенности монтажа
Сборку трубопроводов из оцинкованных стальных труб производят:
- Сварочным соединением.
- С помощью резьбы и фитингов.
Учитывая сложности со сваркой труб, чаще обращаются к резьбовому способу на фитингах. Рекомендую соединители использовать либо оцинкованные, либо из нержавеющей стали. Это поможет избежать проблем с возникновением коррозии от соприкосновения оцинкованных отводов с простыми стальными деталями.
В продаже появились оцинкованные отводы с быстроразъемными соединениями. Они используются во многих промышленных сферах, в том числе и прокладке коммуникаций с питьевой водой.
Что касается сварки, то здесь можно воспользоваться одним из вариантов:
- Провести тщательную очистку места стыка от цинкового покрытия.
- Осуществить сварочное соединение в обычном порядке.
- Нанести на участок напыление, содержащее цинк.