- Главная >>
- ГОСТы >>
- Лист ГОСТы >>
Листовая и рулонная холоднокатаная сталь, оцинкованная горячим способом в агрегатах непрерывного цинкования, предназначенная для холодного профилирования, под окраску, для изготовления штампованных деталей, посуды, тары и других металлических изделий, производится по ГОСТ 14918-80.
Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
- по назначению на группы:
- ХШ — для холодной штамповки,
- ХП — для холодного профилирования,
- ПК — под окраску (дрессированная),
- ОН — общего назначения;
- Н — нормальной вытяжки,
- Г — глубокой вытяжки,
- ВГ — весьма глубокой вытяжки;
- Hli — с нормальной разнотолщинностью,
- УР — с уменьшенной разнотолщинностью.
По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
- КР — с узором кристаллизации,
- МТ — без узора кристаллизации.
Оцинкованную сталь изготовляют:
- шириной от 710 до 1800 мм включительно;
- толщиной от 0,5 до 2,5 мм включительно.
В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в таблице.
СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90. Оцинкованную сталь высшей категории качества изготовляют: с серповидностью рулонной стали не более 6 мм на 3 м длины; с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки; с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ). Раздел 2. (Измененная редакция, Изм. N 2).
КЛАССИФИКАЦИЯ
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки — ХШ, для холодного профилирования — ХП, под окраску (дрессированная) — ПК, общего назначения — ОН;
по способности к вытяжке (сталь группы ХШ) на категории
нормальной вытяжки — Н, глубокой вытяжки — Г, весьма глубокой вытяжки — ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью — HP, с уменьшенной разнотолщинностью — УР. (Измененная редакция, Изм. N 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться: с узором кристаллизации — КР, без узора кристаллизации — МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанным в табл.1.
Таблица 1
| Класс толщины | Масса 1 м слоя покрытия, нанесенного с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | до 855 включ. | Св. 40 до 60 включ. |
| 1 | » 258 » 570 » | » 18 » 40 » |
| 2 | 142,5 » 258 » | » 18 » |
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1. (Измененная редакция, Изм. N 2).
ПРАВИЛА ПРИЕМКИ
4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества.
Масса партии не должна превышать сменного производства агрегата.
(Измененная редакция, Изм. № 2).
4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя.
Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества.
4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии.
4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии.
4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94.
МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
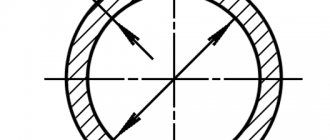
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2.
Схема вырезки образцов для испытаний (б
— ширина листа)
Таблица 2
| Номер образца | Размеры образца, мм | Метод испытаний | |
| ширина | длина | ||
| 1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
| 6 | 20 | 150 | На перегиб |
| 7 | 90 | — | На вытяжку сферической лунки (х-место испытаний) |
| 8 | 30 | 180-300 | На растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
Примечание. Образцы вырезают с предельными отклонениями по размерам — ± 3 мм.
(Измененная редакция, Изм. № 1).
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb203) или хлористой сурьмы (8ЬС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.
Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П.
Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (т)
на 1 м2 вычисляют
по формуле
| (1) |
где т
1
—
масса трех образцов
(3, 4
и
5)
до растворения цинкового покрытия, с погрешностью 0,01 г, г;
m
2 — масса трех образцов
(3, 4
и
5)
после растворения цинкового покрытия, с погрешностью 0,01 г, г;
S —
фактическая площадь поверхности образцов с погрешностью 1 · 10-6 м2, м2.
Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.
Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.
(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4
и
5
по формуле
| (2) |
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
| (3) |
где Т
3 — толщина покрытия соответствующего образца, мкм;
m
3 — масса образца до снятия цинка, г;
m
‘3 — масса образца после снятия цинка, г;
7,13 — плотность цинка, г/см3;
S
3 — площадь поверхности цинкового покрытия, см2.
(Измененная редакция, Изм. № 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813-68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701-84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита — по ГОСТ 5640-68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-2003. Образец оцинкованной стали испытывают на оправке, равной толщине проката.
Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.
По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73.
Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.
(Измененная редакция, Изм. №
2).