О чем статья:
Обзор сварочного полуавтомата РЕСАНТА САИПА 200
Сварочные полуавтоматы от компании Ресанта — это современное оборудование, которое предназначено для сварки с помощью проволоки с защитной оболочкой. Полуавтоматы оснащены новейшими функциями и модернизированной системой протяжки проволоки. Всё это делает работу с полуавтоматами Ресанта удобной, а качество сварного соединения остается всегда на высоте.
Из всех моделей сварочных полуавтоматов наибольшей популярностью пользуется именно Ресанта Саипа 200. Сварочный ток в 200 ампер гарантирует выполнение большинства бытовых и производственных работ, позволяя варить, как тонкий автомобильный кузов, так и толстые металлы, толщина которых достигает 6 мм.
В это статье вы сможете узнать о характеристиках инверторного полуавтомата Ресанта Саипа 200, а также прочесть отзывы тех, кто уже давно пользуется таким полуавтоматом.
Общие сведения
Соединение металлических деталей между собой дает возможность воплотить в жизнь даже самые сложные проекты. Сварочный полуавтомат можно отнести к классу однофазных аппаратов, выполняющих сварочные манипуляции при постоянном токе. Что касается аппарата марки «Ресанта САИПА-165», то сварка происходит с помощью проволоки, которая плавится в газовой среде. Довольно большим плюсом полуавтоматической сварки является то, что подача проволоки и газа из горелки осуществляется одновременно в отличие от обычного сварочного аппарата, где используются электроды.
В полуавтоматах нет нужды держать постоянный зазор между металлом и проволокой, так как проволока подается автоматически.
Еще одной из сильных сторон сварочного полуавтомата является то, что есть возможность работать с довольно тонким металлом, при этом не пропаливая отверстий. В сварочном устройстве присутствует регулировка скорости подачи проволоки, что довольно сильно облегчает роботу. Если металл толстый, то можно поставить силу тока побольше и скорость подачи проволоки повысить, что ускорит процесс сварки.
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ.
Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
- Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
- Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
- Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
- При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
- Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Особенности аппарата
В первую очередь, прибор отличается эргономичной конструкцией. Довольно удобные регуляторы, управление которыми производится при минимальных силовых затратах. Во время сварки дуга равномерная, что предотвращает залипание проволоки. В аппарате «Ресанта Саипа-165» установлена защита от перегрева, как только аппарат будет перегреваться, то защита автоматически сработает и обесточит полуавтомат. К особенностям модели можно отнести крепкий и надежный провод «массы», который обеспечивает должный контакт.
В полуавтомат встроена специальная защита от скачков напряжения, что является несомненным плюсом. Присутствие функции «форсированный режим дуги», которая сохраняет параметры при увеличении расстояния дуги, также облегчает роботу. В аппарате можно применять сварочную проволоку диаметром от 0,6−0,9 мм, что позволяет выполнить качественный и прочный шов тонкого металла.
Существует еще одна более новая модель, это инвертор «Саипа 220», производителем модели также является латвийская . Инвертор можно использовать как в профессиональной сварке, так и в любительской.
Технические характеристики и комплектация
По сравнению с другими полуавтоматами «Ресанта Саипа 165» выглядит довольно достойно, благодаря усовершенствованной эргономике. Технические характеристики прибора выглядят следующим образом:
- Имеется возможность выбирать сварку в газовой среде и без нее.
- Широкий диапазон изменения тока сварки от 20 до 160 А.
- Использование проволоки диаметром от 0,6 до 2 мм.
- Сравнительно небольшая масса прибора, составляющая 11,5 кг. Габариты — 60,5x24x37 см.
- Мощность составляет 4,7 кВт в час.
- Присутствует возможность варить электродами.
В основном полуавтомат «Ресанта» используют для сварки автомобилей и точечной сварки, но он не рассчитан на работу с большими площадями. При сварке необходимо сопоставить диаметры проволоки с током сварки и скорость подачи проволоки. Что касается технических характеристик «Саипа 220», то они немного лучше, чем у модели «Саипа 165», и выглядят следующим образом:
- Возможность регулировки сварочного тока от 10 до 220 А, что позволяет работать с более толстым металлом.
- Возможность выполнить сварочные работы, даже если входное напряжение равняется 154 В.
- При пиковой нагрузке инвертор потребляет 30 А.
- Диаметр проволоки для сварки составляет от 1,6 до 5 мм.
- Довольно высокий класс защиты IP 21, что позволит работать в различных неблагоприятных условиях.
- Вес составляет 4,9 кг.
Сильной стороной этого полуавтомата является возможность работать с толстым металлом, причем довольно продолжительное время. «Ресанта» полуавтомат «Саипа 220» инверторный может работать в местах, где довольно низкое напряжение. Аппарат легко переносит жару, дождь, а также из-за выше перечисленных характеристик «Саипа 220 Ресанта» инвертор сварочный полуавтомат имеет только положительные отзывы.
Стоимость аппарата довольно высокая, а комплектация минимальная. Пользователь, купивший сварочное устройство этой модели, получит только необходимые комплектующие для сварки. В комплект входит горелка, провод «масса», а также документация к аппарату. В составе нет кейса для расходных материалов, отсутствуют сварочный щиток и щетка для зачистки металла. Цена разнится от 17 до 20 тыс. рублей.
Полуавтоматический сварочный аппарат Ресанта САИПА-200
Полуавтоматический сварочный аппарат Ресанта САИПА-200 предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа (углекислого, аргона или их смеси), без газа (проволокой покрытой флюсом), а также для ручной электродуговой сварки постоянным током покрытым электродом (MMA). Данный аппарат может использоваться как в бытовом так и в промышленном сегменте.
Технические характеристики
| Диапазон регулирования сварочного тока MIG/MAG: | 30…200 А |
| Диапазон регулирования сварочного тока MMA: | 15…200 А |
| Максимальная потребляемая мощность: | 6,6 кВт |
| Максимальный потребляемый ток: | 30 А |
| Диапазон входных напряжений: | 140…270 В |
| Рекомендуемый диаметр проволоки: | 0,8…1 мм |
| Максимальный диаметр электрода: | 5 мм |
| Сварочная горелка: | съемная |
| Длинна кабеля с электрододержателем: | в комплект поставки не входит |
| Длинна кабеля массы: | 1,5 м |
| Продолжительность нагружения: | 70% при сварочном токе 200 А |
| Напряжение дуги: | 15,5…23 В |
| Защита от залипания: | функция «ANTI STICK» |
| Защита от перегрева: | автоматическая |
| Функция горячий старт: | есть |
| Охлаждение: | принудительное |
| Класс защиты: | IP21 |
| Температура окружающей среды: | -10…+40 °С |
| Габаритные размеры, Д×Ш×В: | 560х200х330 мм |
| Масса, не более: | 14,4 кг |
| Гарантийный срок эксплуатации: | 24 месяца |
Принцип работы
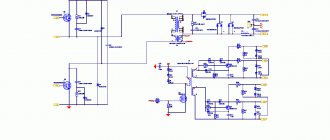
Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Устройство САИПА-200
Изделие выполнено в металлическом корпусе с открывающейся боковой крышкой, на передней панели которого расположено:
- Кнопка переключения режимов MIG/MAG и ММА.
- Регулятор напряжения дуги для режима MIG/MAG (данная регулировка только для режима MIG/MAG).
- Регулятор величины сварочного тока и подачи сварочной проволоки для режима MIG/MAG и регулятор величины сварочного тока для режима ММА.
- Регулятор форсажа дуги.
- Принудительная протяжка сварочной проволоки.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Сила сварочного тока
С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Скорость подачи проволоки
Связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги.
Напряжение дуги
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Вылет электрода
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
| Диаметр электродной проволоки: | 0,5-0,8 мм | 0,8-0,1 мм |
| Вылет электрода: | 7-10 мм | 8-12 мм |
| Расстояние от сопла до металла: | 7-10 мм | 8-12 мм |
| Расход углекислого газа: | 10-15 дм3/мин | 10-15 дм3/мин |
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
| Диаметр электродов | Ток |
| 1,6 мм | 25-50 А |
| 2 мм | 50-70 А |
| 2,5 мм | 60-90 А |
| 3,2 мм | 90-140 А |
| 4 мм | 130-190 А |
| 5 мм | 160-220 А |
| 6 мм | 200-315 А |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Комплектация
| Сварочный аппарат: | 1 шт |
| Кабель с горелкой: | 1 шт |
| Кабель с клеммой заземления: | 1 шт |
| Руководство по эксплуатации: | 1 шт |
| Упаковка: | 1 шт |
Документация
Паспорт на сварочный аппарат Ресанта САИПА-200
Сертификат соответствия на сварочные аппараты Ресанта
Дорогой покупатель!
Производитель устанавливает официальный срок службы на сварочные аппараты инверторные 5 лет, при условии соблюдения правил эксплуатации. Торговый дом Ресанта выражает Вам огромную признательность за Ваш выбор. Наша компания сделала все возможное, чтобы данное изделие удовлетворяло Вашим запросам, а качество соответствовало лучшим мировым образцам.
Вспомогательное оснащение
Из-за того, что в комплекте со сварочным идет довольно мало расходных материалов, а также средств индивидуальной защиты, пользователю после покупки придётся потратиться на различные дополнительные материалы. На рынке можно найти широкий ассортимент дополнительного оснащения. Одним из элементов является проволока для сварки различного диаметра, по возможности необходимо приобрести и сварочные электроды.
Баллон с газом также придётся приобрести. Нелишней в работе будет щетка для зачистки различных поверхностей, а для нормальной подачи газа необходимо взять редуктор, понижающий давление. В инверторном полуавтомате «Ресанта 165» зачастую выходит из строя импульсный питатель, который также придётся покупать или отремонтировать самому.