- Таблица видов токарной обработки
- Виды токарной обработки
- Инструменты для токарной обработки металла
- Оборудование для токарной обработки
- Какую компанию выбрать в качестве исполнителя?
Существует несколько видов токарной обработки деталей, которые являются наиболее востребованными для механической обработки металла и приданию металлической заготовки необходимых размеров. Главным фактором является оборудование на котором будет производиться обработка металла на токарных станках, ведь от этого зависит какие операции возможно будет осуществить. Вторым не менее важным фактором является инструмент, а в частности резцы которыми непосредственно и будет обрабатываться деталь. Параметром по которому судят о качественных токарных работах это точность, частота и соответствие чертежу или образцу по которому будут выполняться работы.
Соблюдая эти факторы, вы минимизируете брак. Разберем какие существуют виды токарной обработки металла, какое оборудование и инструмент лучше использовать, чтобы избежать получения брака на производстве и выпуска низкокачественных деталей.
Таблица по видам
| Процесс | Задача |
| Обработка цилиндрических поверхностей | Обработка поверхности заготовки для получения необходимых параметров и размеров. |
| Токарная обработка наружной конической поверхности детали | Обработка заготовки для придания формы детали и снятие основного слоя металла. |
| Токарная обработка уступов и торцов | Обработка уступов и торцов на токарном станке для чистовой обработки детали. |
| Токарная резка заготовки | Резка заготовок в размер на токарном станке при помощи отрезного резца. |
| Обработка отверстий | Основные виды обработки: сверление, расточка и развертывание отверстий в заготовке или детали. |
Отрезка изделия или заготовки
производится отрезными резцами, при этом инструмент перемещается в поперечном направлении к центру детали. В зависимости от размера детали применяют различные методы фиксации почти отрезанной или отрезанной детали. Поломку инструмента в конце резания предотвращают использованием поддерживающих люнетов и снижением подачи резца (на 45-55%) при приближении к центру детали на половину радиуса заготовки. Малые детали падают в лоток, ловитель детали или фиксируются в приспособлении револьверной головки.
Виды токарной обработки
- Обработка цилиндрических поверхностей.
Если брать во внимание сложность токарной обработки деталей из стали, применению режимов точения, выбору типа резцов и инструмента данную операцию можно отнести к числу наиболее простых. Токарная обработка — это механический процесс среза материала путем механического воздействия режущего токарного инструмента на металлическую заготовку для создания деталей и придание формы, параметров и нужной частоты. В процессе обработки резец срезает заданную толщину слоя металла с заготовки, уменьшая наружный диаметр.
Для токарной обработки наружных поверхностей используются резцы проходного и упорного типа. Детали, которые изготавливаются полностью путем токарной обработки, часто это – валы, оси, крепежные детали, изготовленные по индивидуальному заказу. Также токарная обработка используется в качестве доработки уже готовых деталей или их модернизации с помощью изменения размера и форм.
- Токарная обработка наружной конической поверхности детали.
Такую обработку изделий на токарных станках возможно выполнить исключительно на токарных станках с ЧПУ при помощи программного управления, где есть возможность обработки по двум осям – поперечной и продольной подачи инструмента. Наладчик станка с ЧПУ модулем производит наладку на конкретную деталь с чертежа и задаются точные координаты движения режущего инструмента и вращения патрона. На токарных станках с ЧПУ максимально быстро изготавливаются детали, снимаются фаски, что существенно увеличивает продуктивность и точность работы.
- Токарная обработка уступов и торцов.
Операция выполняется при зажатой в токарном патроне заготовки с использованием проходных токарных резцов. Нужные параметры и частота получается при увеличении скорости вращения шпинделя, движение режущего инструмента производится к центру детали.
- Токарная резка заготовки.
При отрезных токарных операциях используют исключительно отрезные резцы. Движение резца происходит к центру заготовки. Важным моментом является поддержка заготовки на конечном этапе отрезки при приближении режущего инструмента к центру детали во избежание скола резца.
Если нужна отрезка длинных деталей или заготовок используют специальный инструмент который называется люнет. Он служит для фиксации средней части заготовки и служит как поддерживающий, вспомогательный инструмент.
- Обработка отверстий
Наиболее популярные виды токарной обработки – это сверление, расточка и развертывание отверстий. Если брать самый популярный способ токарной обработки их этих трех, то это конечно же сверление. Сверление необходимо перед операцией расточки или развертывания. Деталь зажимается в токарных кулачках, сверло зажимается в оправке, которая фиксируется в бабке. Процесс сверления на токарном станке выполняется исключительно по центру детали.
Расточка внутренняя, расточка внутренняя ступенчатая, внутренние канавки выполняются при закреплении детали в патроне установленном на передней бабки токарного станка.
Оформление сложных поверхностей тел вращения, фасонное точение
Для получения тел вращения с криволинейной образующей на универсальных станках необходимо применять проходные или фасонные резцы с использованием копира или гидрокопировального суппорта. Зачастую для подобных операций требуется высокая квалификация токаря, а рентабельность достигается только при серийном производстве.
Современные токарные станки с ЧПУ имеют широкие технологические возможности. Фасонные поверхности весьма многообразны, их получение во многих случаях обеспечивается не геометрией инструмента, а формообразующими движениями рабочих органов станка по программе. Применение фасонных инструментов для работы на станках с ЧПУ встречается крайне редко. Получение всего разнообразия форм поверхностей детали может быть достигнуто за счет грамотного проектирования программы обработки. Точность круговой и прямолинейной интерполяции позволяет сделать плавные переходы между кадрами.
Это позволяет обойтись сравнительно узкой номенклатурой инструментов при обработке различных деталей. Программируемой точкой резца служит либо его вершина, либо центр закругления при вершине.
На станках с ЧПУ токарной группы особенно эффективно применение инструментов с многогранными неперетачиваемыми пластинками из твердого сплава и сверх твердых материалов. Они обеспечивают стабильность геометрии, возможность использования максимальной мощности станка, повышенную стойкость инструмента, упрощают наладку станка при износе инструмента. При износе одной из режущих кромок пластинку поворачивают, вводя в работу новую грань. Погрешность положения новой грани обычно не превышает 0,05-0,1 мм и может быть легко устранена при помощи корректоров системы ЧПУ.
Инструменты для токарной обработки металла
Частота и точность токарной обработки зависит во-первых от качества и состояния самих токарных станков, во вторых скорости оборотов обработки, толщине снимаемого слоя металла и качества режущего инструмента. Необходимо научится грамотно подбирать оптимальные обороты вращения шпинделя токарного станка, правильно выбирать тип необходимого резца для той или иной операции, оптимально выбрать толщину слоя металла для снятия. Подобрав нужные параметры вы получите детали высокого качества.
Стоит принять во внимание, что при подборе скорости вращения шпинделя нужно учитывать вид обрабатываемой стали. Так как для разных сталей нужно выбирать разную скорость оборотов, а так же выбирать наиболее подходящий вид режущего инструмента. Узнать и подобрать оптимальную скорость и нужный инструмент для получения более качественных деталей путем токарной обработки можно в специализированных таблицах и документации на тему механической обработки металла.
Для черновой и чистовой токарной обработки так же используются различные резцы. Черновая обработка – это предварительная обдирка металлической заготовки. Чистовая – это окончательная обработка в размер детали. Для черновой, предварительной токарной обработки лучше выбирать резцы с более крупной резцовой платиной, что позволит снимать более толстый слой металла не ломая резец. Резцы разделятся на отогнутые, прямые, усиленные.
Здесь стоит сказать, что при токарной обработке на качество и точность напрямую влияют параметры и виды резцов. Для того чтобы достичь наиболее точны параметров и эффективности токарной обработки нужно более точно подходить к выбору формы режущего инструмента. В этом вопросе вам поможет такое понятие как угол.
Нужный угол резца получается при заточке его верхушки. Стоит учитывать и положение резца при токарной обработке, чем меньше угол, тем более стойкий будет резец. Если рассматривать на примере, то допустим токарную обработку деталей большого диаметра и боле жесткой стали лучше выбирать угол от 35 до 40. При токарной обработке диаметров поменьше и более мягкой стали от 60 до 90 градусов.
Режущий инструмент
Инструмент, который требуется для токарной обработки, обычно представляет собой цельные или составные резцы прямоугольной формы. Вставки составного инструмента могут различаться по размеру и форме, но обычно имеют форму квадрата, треугольника или ромба. Инструмент вставляются в посадочное место суппорта станка и подаются к вращающейся заготовка для резки. Режущий инструмент классифицируется по:
- Углу вылета резца – от 0 до 800;
- Форме рабочего торца –квадратный или заострённый;
- Направлению перемещения с суппортом – право- или левосторонние;
- Материалу режущей кромки – стальной или твердосплавный.
Кроме резцов, в качестве рабочего инструмента токарных станков используют свёрла, фрезы, метчики, развёртки и т.п.
Фрезы, в частности, представляют собой цилиндрические многоточечные режущие инструменты с острыми зубьями, расположенными снаружи. Промежутки между зубьями называются канавками и позволяют стружке сходить с обрабатываемой заготовки. Зубья могут быть прямыми или спиральными; наличие угла наклона спирали вдоль стороны фрезы, но чаще они расположены по спирали. Угол наклона спирали снижает нагрузку на зубья за счет перераспределения сил. Чем больше зубьев, тем лучше качество полученной поверхности.
Все режущие инструменты, используемые при токарной обработке, могут быть изготовлены из инструментальных сталей или твёрдых сплавов. Критериями выбора являются твёрдость, ударная вязкость и износостойкость инструмента.
Оборудование для токарной обработки
Существует большое разнообразие станков токарной группы для разных видов токарных работ, но наиболее частым и универсальным в использовании остается токарно-винторезные станки. Они широко используются на всех видах промышленных предприятиях, заводах, частных цехах и в ремонтных базах различного направления. Их популярность обоснована их универсальностью и большими техническими возможностями.
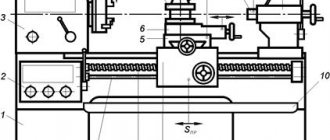
Универсальные токарно-винторезные станки состоят из следующих деталей:
- Передняя бабка в комплект которой входит вращающийся шпиндель с патроном и коробка скоростей токарного станка, задняя бабка с зажимом салазок и креплением оправки для сверел или вращающегося центра;
- Коробка подачи;
- Станина и другое.
Чтобы получить наиболее качественную токарно-фрезерную обработку деталей, используют станки с модулем ЧПУ. Они не сильно отличаются конструкцией, но за счет программного управления получаем более точные размеры и допуска. Кроме универсального токарно-винторезного станка часто применяются в металлообработке:
- Токарно-карусельные;
- Токарно-револьверные;
- Токарные полуавтоматы (используются для мелких серийных деталей типа крепежа);
- Токарные станки ЧПУ.
В заключении стоить сказать, что при соблюдении всех выше перечисленных параметров и тонкостей операции токарной обработки, вы достигните неплохих результатов качества деталей и избежать большого количества брака или непредвиденных проблем с токарным оборудованием.
Какие операции можно выполнять на токарных станках
Токарное оборудование используется для:
- нарезания различной резьбы;
- сверления отверстий, их растачивания, развертывания, зенкерования (выполняется возвратно-поступательное движение сверлильного патрона);
- отрезания части изделия;
- вытачивания на поверхности изделия различных канавок;
- обработки внутренних цилиндрических, конических поверхностей;
- фаски поверхности;
- накатывания рефлений.
Разнообразие видов работ делает станки незаменимыми в обработке:
- гаек;
- валов различных конфигураций;
- втулок;
- шкивов;
- колец;
- муфт;
- зубчатых колес.