Обработка цилиндрических отверстий
Во многих деталях машин важным элементом являются отверстия. Через отверстия соединяют детали винтами или болтами. Отверстия служат для установки подшипников, подвода смазки или охлаждающей жидкости. Рабочими полостями двигателей, компрессоров являются также отверстия и т. д.
Отверстия делятся на сквозные (обрабатываемые на проход) и глухие (обрабатываемые на определенную глубину). По форме они бывают гладкие, ступенчатые, с канавками. Отверстия, длина которых превышает 5 диаметров, называют глубокими.
Для создания определенного характера соединения с валом отверстия выполняются с определенной точностью по размерам, форме, расположению и шероховатости согласно техническим требованиям рабочего чертежа.
Обработка цилиндрических отверстий производится на токарных станках. Отверстия обрабатывают сверлением, рассверливанием, растачиванием, зенкерованием, развертыванием. Каждый из указанных способов характеризуется определенной точностью обработки и, следовательно, применяется в зависимости от требований, предъявляемых к данному отверстию.
- Сверление отверстий
- Центрование отверстий
- Растачивание отверстий
- Развертывание отверстий
- Зенкерование отверстий
К отверстиям предъявляются различные требования по точности, прямолинейности оси, правильности геометрической формы, шероховатости поверхности.
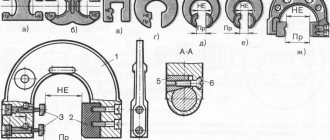
Цилиндрические отверстия бывают гладкие, ступенчатые, с канавкой (выточкой). Отверстия могут быть также сквозными или глухими (рис. 70, а—д).
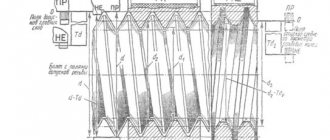
Диаметры отверстий контролируют штангенциркулем с точностью отсчета до 0,1 мм или 0,25. При замерах штангенциркулем ШЦ-П с точностью до 0,05 мм учитывают толщину губок. Отверстия диаметром 120 мм и выше измеряют микрометрическим нутромером с точностью до 0,01 мм. Глубокие отверстия большого диаметра (например, полости цилиндров) контролируют индикаторным нутромером, который предварительно настраивают на размер по эталонному кольцу или по микрометру. Индикатор показывает отклонение от установленного размера с точностью до 0,01 мм.
В крупносерийном и массовом производстве отверстия контролируют предельными калибрами-пробками. Если проходная пробка ПР без усилия проходит в отверстие, а непроходная НЕ — не проходит, то размер отверстия находится в пределах допуска. Для контроля отверстий диаметром 80 мм и более применяют срезанные и пластинчатые пробки. Такие пробки легче, кроме того, ими можно выявлять овальность отверстия, производя контроль отверстия в двух взаимно перпендикулярных направлениях. Перед контролем калибром-пробкой полость отверстия очищают от стружки и протирают. Протирать отверстие и контролировать размер допускается только после полной остановки вращения шпинделя. Калибры-пробки хранят в вертикальном положении или укладывают на панель из пенопласта.
Обработка заготовок на токарно-винторезных станках
Токарная обработка
План лекции
Лекция 2. Обработка на токарных станках
1. Токарная обработка
2. Обработка заготовок на токарно-винторезных станках
3. Обработка заготовок на токарно-револьверных станках
4 Обработка заготовок на токарно-карусельных станках
5. Обработка на одношпиндельных токарных автоматах и полуавтоматах
6. Обработка на многошпиндельных токарных полуавтоматах и автоматах
Основные методы механической обработки резанием, сопровождающиеся снятием стружки, могут быть реализованы на металлорежущих станках определенных групп: 1) точение; 2) растачивание; 3) сверление, зенкерование, развертывание; 4) фрезерование; 5) строгание, долбление; 6) протягивание, прошивание; 7) зубонарезание;  шлифование, доводка, полирование.
шлифование, доводка, полирование.
Токарная обработка – это наиболее распространенный метод обработки деталей типа тел вращения (валов, осей, цапф, дисков, фланцев, муфт, колец, втулок, гаек и т.п.). На токарных станках можно производить черновое, получистовое и чистовое точение и растачивание цилиндрических, конических, сферических и фасонных поверхностей; подрезание плоских торцовых поверхностей, точение наружных и внутренних канавок, нарезание наружной и внутренней резьбы, сверление, зенкерование, развертывание отверстий и др.
Токарная обработка поверхностей осуществляется при вращательном главном движении заготовки и поступательном (продольном, поперечном или наклонном по отношению к оси заготовки) движении подачи инструмента. Формообразование поверхностей при резании с продольной подачей — по методу следов, при поперечной подаче инструмента — по методу копирования.
В токарную группу входят токарно-винторезные, токарно-револьверные, токарно-карусельные станки; токарные полуавтоматы и автоматы.
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы в условиях единичного и мелкосерийного производства. Компоновка токарно-винторезного станка представлена на рис. 2.1.
Главное вращательное движение (ось вращения горизонтальна) совершает шпиндель 4 с заготовкой. Движение подачи осуществляет продольный 6 или поперечный 5 суппорт; ряд работ можно производить при ручной осевой подаче с установкой инструмента в пиноль 8 задней бабки 9.
Установка и закрепление заготовки на токарном станке, зависят от типа станка, вида обрабатываемой поверхности, типоразмера заготовки, требований к точности обработки и др. факторов. На токарно-винторезных станках для базирования и закрепления заготовок широко используются трехкулачковые самоцентрирующие патроны (рис.2.2,а), которые применяют для закрепления заготовок при отношении их длины к диаметру l/d < 4. При l/d = 4…10 заготовку устанавливают в центрах (рис. 2.2,б — е), а для передачи крутящего момента от шпинделя на заготовку используют поводковый патрон (рис. 2.2,ж) и хомутик (рис. 2.2,з). При этом в торцах заготовки предварительно должны быть выполнены центровые отверстия. При отношении l/d > 10 для уменьшения деформации заготовки при резании применяют люнеты (рис. 2.2,и).
Рис.2.1. Общий вид токарно-винторезного станка: 1 – станина; 2 – коробка подач; 3 – коробка скоростей; 4 – шпиндель; 5 – поперечный суппорт; 6 – продольный суппорт; 7 – верхний суппорт; 8 – пиноль; 9 – задняя бабка; 10 – поддон; 11 – салазки; 12 – ходовой винт; 13 – ходовой валик
Для установки полых заготовок типа колец, втулок, стаканов применяют: конические, цанговые или упругие оправки (рис. 2.2,л, м, н).
| а | е | к | |
| б | л | ||
| в | ж | з | м |
| г | |||
| д | и | н |
Рис. 2.2. Приспособления к токарным станкам
Многообразие видов поверхностей, обрабатываемых на токарных станках, привело к созданию большого числа конструкций токарных резцов. Главный принцип их классификации – технологическое назначение.
Согласно типовым схемам обработки на универсальных токарно-винторезных станках, обработку наружных цилиндрических поверхностей осуществляют проходными резцами с продольной подачей (рис.2.3,а); подрезание торцов – подрезными или отогнутыми резцами с поперечной подачей (рис.2.3,б).
| а | б | в |
| г | д | е |
| ж | з | и |
Рис.2.3. Схемы обработки на токарно-винторезном станке
Короткие фасонные поверхности на токарно-винторезных станках обычно обтачивают с поперечной подачей фасонными резцами; длинные фасонные поверхности – проходными резцами с помощью копира – детали, устанавливаемой на станке и благодаря фасонному рабочему профилю изменяющей нужным образом траекторию перемещения инструмента.
Наружные резьбовые поверхности получают точением резцами, резцовыми головками, гребенками, плашками. Наиболее широко применяется способ нарезания одно- и многозаходных резьб резцами, форма режущих кромок которых определяется профилем нарезаемой резьбы. Этот способ пригоден для нарезания как наружных, так и внутренних резьб. В некоторых случаях для повышения производительности обработки за счет уменьшения числа рабочих ходов в качестве режущего инструмента используют резьбонарезные гребенки. Для нарезания наружной резьбы на винтах, болтах, шпильках и других подобных деталях применяют плашки; при этом участок детали, на котором нарезается резьба, должен иметь несколько меньший диаметр, чем наружный диаметр нарезаемой резьбы, что достигается предварительной обработкой. Внутренняя метрическая резьба диаметром до 50 мм может нарезаться метчиками.
Точение кольцевых канавок и отрезание готовой детали производят с поперечной подачей соответственно прорезными (канавочными) — рис.2.3, в, г и отрезными резцами (рис.2.3, з, и).
Обработку отверстий на токарно-винторезных станках выполняют с продольной подачей режущего инструмента (сверла, зенкера или развертки), который устанавливается в пиноль задней бабки (рис.2.3,д).
Конические поверхности на токарных станках обтачивают следующими способами: а — широкими резцами (рис.2.4,а), при этом длина образующей обычно не превышает 30 мм; б — с поворотом и ручной подачей каретки верхнего суппорта (рис.2.4,б), когда длина образующей не может быть больше величины хода каретки; в — со смещением корпуса задней бабки в поперечном направлении (рис.2.4,в), этот способ используют для обработки длинных поверхностей с небольшой конусностью (a £ 4°); г — с помощью конусной линейки (рис.2.4,г) — устройства, устанавливаемого на станине станка и обеспечивающего перемещение резца вдоль образующей конуса. Способы «а», «б» и «г» пригодны и для растачивания внутренних конических поверхностей.
В серийном производстве широко используются станки с числовым программным управлением (ЧПУ), построенные на базе универсальных токарно-винторезных станков.
| а | б |
| в | г |
Рис.2.4. Схемы обработки конических поверхностей на токарно-винторезном станке
Токарная обработка
План лекции
Лекция 2. Обработка на токарных станках
1. Токарная обработка
2. Обработка заготовок на токарно-винторезных станках
3. Обработка заготовок на токарно-револьверных станках
4 Обработка заготовок на токарно-карусельных станках
5. Обработка на одношпиндельных токарных автоматах и полуавтоматах
6. Обработка на многошпиндельных токарных полуавтоматах и автоматах
Основные методы механической обработки резанием, сопровождающиеся снятием стружки, могут быть реализованы на металлорежущих станках определенных групп: 1) точение; 2) растачивание; 3) сверление, зенкерование, развертывание; 4) фрезерование; 5) строгание, долбление; 6) протягивание, прошивание; 7) зубонарезание; шлифование, доводка, полирование.
Токарная обработка – это наиболее распространенный метод обработки деталей типа тел вращения (валов, осей, цапф, дисков, фланцев, муфт, колец, втулок, гаек и т.п.). На токарных станках можно производить черновое, получистовое и чистовое точение и растачивание цилиндрических, конических, сферических и фасонных поверхностей; подрезание плоских торцовых поверхностей, точение наружных и внутренних канавок, нарезание наружной и внутренней резьбы, сверление, зенкерование, развертывание отверстий и др.
Токарная обработка поверхностей осуществляется при вращательном главном движении заготовки и поступательном (продольном, поперечном или наклонном по отношению к оси заготовки) движении подачи инструмента. Формообразование поверхностей при резании с продольной подачей — по методу следов, при поперечной подаче инструмента — по методу копирования.
В токарную группу входят токарно-винторезные, токарно-револьверные, токарно-карусельные станки; токарные полуавтоматы и автоматы.
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы в условиях единичного и мелкосерийного производства. Компоновка токарно-винторезного станка представлена на рис. 2.1.
Главное вращательное движение (ось вращения горизонтальна) совершает шпиндель 4 с заготовкой. Движение подачи осуществляет продольный 6 или поперечный 5 суппорт; ряд работ можно производить при ручной осевой подаче с установкой инструмента в пиноль 8 задней бабки 9.
Установка и закрепление заготовки на токарном станке, зависят от типа станка, вида обрабатываемой поверхности, типоразмера заготовки, требований к точности обработки и др. факторов. На токарно-винторезных станках для базирования и закрепления заготовок широко используются трехкулачковые самоцентрирующие патроны (рис.2.2,а), которые применяют для закрепления заготовок при отношении их длины к диаметру l/d < 4. При l/d = 4…10 заготовку устанавливают в центрах (рис. 2.2,б — е), а для передачи крутящего момента от шпинделя на заготовку используют поводковый патрон (рис. 2.2,ж) и хомутик (рис. 2.2,з). При этом в торцах заготовки предварительно должны быть выполнены центровые отверстия. При отношении l/d > 10 для уменьшения деформации заготовки при резании применяют люнеты (рис. 2.2,и).
Рис.2.1. Общий вид токарно-винторезного станка: 1 – станина; 2 – коробка подач; 3 – коробка скоростей; 4 – шпиндель; 5 – поперечный суппорт; 6 – продольный суппорт; 7 – верхний суппорт; 8 – пиноль; 9 – задняя бабка; 10 – поддон; 11 – салазки; 12 – ходовой винт; 13 – ходовой валик
Для установки полых заготовок типа колец, втулок, стаканов применяют: конические, цанговые или упругие оправки (рис. 2.2,л, м, н).
| а | е | к | |
| б | л | ||
| в | ж | з | м |
| г | |||
| д | и | н |
Рис. 2.2. Приспособления к токарным станкам
Многообразие видов поверхностей, обрабатываемых на токарных станках, привело к созданию большого числа конструкций токарных резцов. Главный принцип их классификации – технологическое назначение.
Согласно типовым схемам обработки на универсальных токарно-винторезных станках, обработку наружных цилиндрических поверхностей осуществляют проходными резцами с продольной подачей (рис.2.3,а); подрезание торцов – подрезными или отогнутыми резцами с поперечной подачей (рис.2.3,б).
| а | б | в |
| г | д | е |
| ж | з | и |
Рис.2.3. Схемы обработки на токарно-винторезном станке
Короткие фасонные поверхности на токарно-винторезных станках обычно обтачивают с поперечной подачей фасонными резцами; длинные фасонные поверхности – проходными резцами с помощью копира – детали, устанавливаемой на станке и благодаря фасонному рабочему профилю изменяющей нужным образом траекторию перемещения инструмента.
Наружные резьбовые поверхности получают точением резцами, резцовыми головками, гребенками, плашками. Наиболее широко применяется способ нарезания одно- и многозаходных резьб резцами, форма режущих кромок которых определяется профилем нарезаемой резьбы. Этот способ пригоден для нарезания как наружных, так и внутренних резьб. В некоторых случаях для повышения производительности обработки за счет уменьшения числа рабочих ходов в качестве режущего инструмента используют резьбонарезные гребенки. Для нарезания наружной резьбы на винтах, болтах, шпильках и других подобных деталях применяют плашки; при этом участок детали, на котором нарезается резьба, должен иметь несколько меньший диаметр, чем наружный диаметр нарезаемой резьбы, что достигается предварительной обработкой. Внутренняя метрическая резьба диаметром до 50 мм может нарезаться метчиками.
Точение кольцевых канавок и отрезание готовой детали производят с поперечной подачей соответственно прорезными (канавочными) — рис.2.3, в, г и отрезными резцами (рис.2.3, з, и).
Обработку отверстий на токарно-винторезных станках выполняют с продольной подачей режущего инструмента (сверла, зенкера или развертки), который устанавливается в пиноль задней бабки (рис.2.3,д).
Конические поверхности на токарных станках обтачивают следующими способами: а — широкими резцами (рис.2.4,а), при этом длина образующей обычно не превышает 30 мм; б — с поворотом и ручной подачей каретки верхнего суппорта (рис.2.4,б), когда длина образующей не может быть больше величины хода каретки; в — со смещением корпуса задней бабки в поперечном направлении (рис.2.4,в), этот способ используют для обработки длинных поверхностей с небольшой конусностью (a £ 4°); г — с помощью конусной линейки (рис.2.4,г) — устройства, устанавливаемого на станине станка и обеспечивающего перемещение резца вдоль образующей конуса. Способы «а», «б» и «г» пригодны и для растачивания внутренних конических поверхностей.
В серийном производстве широко используются станки с числовым программным управлением (ЧПУ), построенные на базе универсальных токарно-винторезных станков.
| а | б |
| в | г |
Рис.2.4. Схемы обработки конических поверхностей на токарно-винторезном станке
Определение размера отверстия
Номинальный размер отверстия равен 45 мм, его и устанавливаем на микрометре. Показание прибора при установке по микрометру – 1,36 мм, при промере отверстия в направлении 1-1 показание – 1,27 мм. Показание прибора уменьшилось по сравнению с полученным при установке по микрометру на (1,36 – 1,27) = 0,09 мм. Это значит, что размер отверстия в направлении 1-1 больше на 0,09 мм, чем размер 45 мм, установленный на микрометре, т. е. равен 45,09 мм. Аналогично определяют размеры во всех остальных направлениях.