Токарно-винторезный станок
Станок токарно-винторезный облегченный. Класс точности – П (повышенной точности). Климатическое исполнение У.4.1. Не встраивается в автоматическую линию.
Назначение, область применения
Данный вид оборудования показал хорошую работу в небольших мастерских, ПАРМ. Возможно нарезание резьбы всех видов кроме питчевой. Обработка деталей в центрах, цанговом зажиме, патроне или планшайбе. В основном используется для ремонтных работ.
Технические показатели
Параметры заготовки:
- диаметр над станиной – до 250 мм;
- диаметр над суппортом – до 145 мм;
- диаметр прутка – 25 мм.
Параметры шпинделя:
- частота вращения шпинделя изменяется от 30 до 3000 оборотов в минуту;
- диаметр отверстия – 26 мм.
Технические показатели
Данный станок обладает относительно небольшими габаритами:
- высота – 1,36 м;
- длина – 1, 51 м;
- ширина – 0,72 м;
- вес – 765 кг.
Конструкция механизмов позволяет создавать резьбу 3 типов: метрическую, дюймовую и модульную. Количество подач на станке – 28. Шпиндель сделан с отверстием 2,6 см, а количество его оборотов находится в диапазоне 30 – 3000 об/мин. Конструкцией также предусмотрено торможение шпинделя.
Максимальный диаметр заготовки обрабатываемой над станиной – до 25 см, а над суппортом – 14,5 см. Промежуток между центрами – 50 см. Максимальный диаметр прутка – 2,5 см, а максимальная длина детали, над которой ведутся работы, не должна превышать полметра.
Благодаря всем перечисленным выше техническим возможностям, данное устройство относят к станкам с повышенной точностью. Габариты станка и особенности его функционирования лучше всего подойдут для небольших ремонтных и передвижных мастерских.
Конструктивные особенности
Особенностью является наличие вариатора. Он позволяет менять число оборотов шпинделя. Вращение главного двигателя через клиноременную систему и зубчатую муфту передает вращение шпинделя на входной вал вариатора. Изменение скорости происходит за счет изменения расстояния между коническими дисками.
Уменьшая зазор диски, выдавливают клиновой ремень к краю и диаметр шкива увеличивается. Увеличивается передаточное число – обороты шпинделя увеличиваются. Такая же конструкция на выходном валу вариатора.
Размещение вариатора на станине без связи с тумбой и установка фартука на независимой подвеске снижает уровень вибрации. Использование прецизионных подшипников, жесткость конструкции станка обеспечивают точную обработку деталей.
Коробка подач позволяет нарезать резьбу в диапазоне:
- метрической (в мм) от 0,2 до 28;
- модульной (в мод) от 0,1 до 14;
- дюймовой (ниток на дюйм) от 5 до 96.
Изменение скорости продольных и поперечных подач, не меняя шестерни в гитаре.
Габаритные размеры и масса
Габаритный размер: 0,725м х 1,36 м х 1,51 м.
Масса в кг – 765.
Расположение составных частей
- Тумба содержит внутри механизм для смазки, главный привод, вариатор, ящик с электрооборудованием. Тумба установлена на раме с механизмом регулировке по уровню.
- Станина закреплена в верхней части тумбы. На ней располагается передняя и задняя бабка и фартук.
- Передняя бабка включает в себя шпиндельный узел, гитару и коробку подач.
- На фартуке установлены суппорт с резцедержателем и механизм продольных и поперечных подач, защитный щиток.
- Задняя бабка двигается по направляющим станины и крепится болтами.
Устройство органов управления
Органы управления находятся на передней части станка и сгруппированы в месте нахождения механизмов, которыми они управляют.
Вариатор управляется:
- Рукояткой переключения скоростей вариатора (переключает диапазоны скоростей вращения шпинделя).
- Маховиком изменения чисел оборота шпинделя (производится плавное регулирование скоростей шпинделя перемещением скользящего диска планетарной передачи).
- Рукоятка управления вращением шпинделя (переключает направление вращения шпинделя).
На лицевой стороне на кожухе передней бабки находятся переключатели управления перебора скоростей, звена увеличения шага резьбы, реверса привода подачи, переключения подач, включения ходового винта и валика, переключения подач.
Эти элементы управляют коробкой скоростей и включением передач на ходовой валик или ходовой винт. Управление происходит подбором нужных комбинаций зацепления шестерен и зубчатых муфт коробки скоростей.
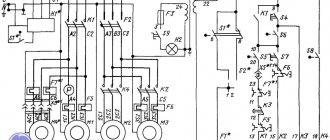
Кинематическая схема
Электрическая схема состоит из двух асинхронных двигателей, питающихся от промышленной сети переменного тока 380 В. Есть возможность запитать от сети напряжением 220 В. Понижающего трансформатора.
Выдает напряжение 12 В для питания лампы освещения и 110 В для элементов управления схемой. Этой кнопки переключения, пускатели и элементы защиты от перегрузок по току (термореле). Электрооборудование — это главное уязвимое место станка. Требует постоянного контроля.
Электрическая схема
Вариатор
Вариатор состоит из двухступенчатой коробки скоростей и непосредственно вариатора. Главный двигатель через зубчатую муфту вращает ведущий вал. На валу находится два конических диска. Один закреплен жестко, а другой подпружинен и может перемещаться вдоль оси.
Эти два диска образуют ведущий шкив вариатора. Ведущий шкив клиновым ремнем вращает другую пару таких же дисков, образующих ведомый шкив. Они находятся на ведомом валу. Тот передает вращение на шестерни коробки переключения диапазонов.
Шпиндельная бабка
Передняя (шпиндельная бабка) жестко закреплена на массивной станине. В корпусе шпиндельной бабки находятся:
- шпиндель — вращается в прецезионных подшипниках качения;
- перебор – набор шестерен, позволяющий расширить диапазон шага резьбы изменением передаточного отношения;
- привод ходового винта с трензелем (управляет изменением направления подачи);
- механизм управления;
- механизм подачи смазки подшипников и шестерен.
Коробка подач
Коробка подач и гитара меняют передаточное отношение для нарезания резьбы с разным шагом и получения продольных и поперечных подач.
Суппорт
Суппорт станка крестового типа состоит из:
- нижние салазки – перемещаются по направляющим станины продольно;
- поперечные салазки – перемещается в поперечном направлении;
- поворотные салазки – закреплены на поперечных салазках устанавливается на требуемый угол по шкале, нанесенной на поперечных салазках. Служат для изготовления конусов;
- резцедержатель – поворотный на 4 положения с фиксацией.
Фартук
Предназначен для обеспечения продольной и поперечной подач суппорта. Снабжен механизмом блокировки одновременного включения ходового винта и ходового валика.
Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.
Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
Инструкция по эксплуатации, паспорт
Прежде чем приступить к работе необходимо провести контроль уровня масла в маслоуказателях. Подать необходимое количество масла во все указанные точки смазки. Проверить сетчатые фильтры на предмет стружки и грязи. При необходимости промыть в керосине.
Залить охлаждающую жидкость в специальную емкость в тумбе.
Провести внешний осмотр электрооборудования.
- Приступить к работе для чего:
- Установить скорость вращения шпинделя.
- Установить величину подачи.
- Начать выполнение работ.
После окончания очистить станок от стружки и грязи, очистить фильтры.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарно-винторезного станка ОТ-5.
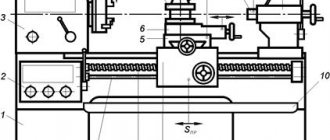
Особенности конструкции и системы управления
- Станина.
- Тумба-опора.
- Бабка передняя.
- Гитара.
- Коробка передач.
- Преобразующее устройство.
- Переключатель.
- Рама.
- Смазочный агрегат.
- Фартук.
- Суппорт.
- Бабка задняя.
- Охлаждающая система.
- Ограждение.
- Электрическое оборудование.
Электрооборудование станка рассчитано на питание от общей сети с напряжением 220 В или 380 В. Для освещения рабочей зоны необходимо 12-вольтное напряжение. Конструкция устройства предвидит наличие двух электромоторов асинхронного типа. Электрический узел станка – одно из его наиболее уязвимых мест.
Чтобы избежать выхода из строя всего механизма, или его отдельных частей, необходимо регулярно и тщательно проверять состояние электрооборудования, вовремя менять неисправные детали.
Видео: токарный станок ОТ 5.