Температура плавления и другие свойства припоев на основе олова и свинца
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м3. Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м3.
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Состав паяльных сплавов
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
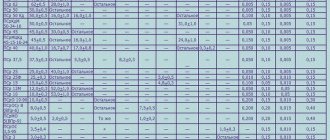
Таблица 2. Химический состав припоев:
| Марка припоя | Химический состав, % | |||||
| Олово | Сурьма | Медь | Цинк | Свинец | Алюминий | |
| ПОС-40 | 39…41 | _ | _ | — | Остальное | — |
| ПОССу40-0,5 | 39…41 | 0,05.-0,5 | — | — | — | — |
| ПОССу40-2 | 39…41 | 1.5…2 | — | — | — | — |
| ПОССуЗО-О.5 | 29 31 | 0,05-0,5 | — | — | —»— | — |
| ПОССуЗО-2 | 29…31 | 1,5-2 | — | — | —»— | — |
| А | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
| ЦО-12 | 12 | — | — | 83 | — | — |
| ЦА-15 | — | — | — | 85 | — | 15 |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.
Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
Электроника для всех
Флюсы В процессе пайки, от нагрева, детали окисляются и припой перестает их смачивать. Чтобы этого не происходило используют флюсы — вещества которые растворяют оксидную пленку, способствуют пайке. Кстати, если кто не в курсе, процесс покрытия одного металла другим зовется лужением. Банальные вещи говорю? Ну так ведь ликбез так ликбез!  Канифоль
Канифоль
| Канифоль — классика жанра |
Самый простой и народный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут на жало немного припоя, потом тычут в канифоль, чтобы набрать на жало смолы, а затем быстро, пока смола не испарилась, паяют. Способ не сильно удобный, поэтому часто делают по другому. Берут обычный этиловый (медицинский) спирт и растовряют в нем толченую канифоль пока она растворяется. После этот раствор наносят кисточной на спаиваемые детали и паяют. Активность канифоли не высока, поэтому иной раз ничего не получается — детали не не лудятся, но зато у канифоли есть одно огромное достоинство, которое порой перекрывает все ее недостатки. Канифоль абсолютно пассивна. То есть ее не нужно удалять с места пайки, так как она не окисляет и не восстанавливает металлы, являясь при этом отличным диэлектриком. Именно по этому самые ответственные пайки я стараюсь делать спирто-канифольным флюсом.
ЛТИ-120
| ЛТИ-120 |
| Глицерин-гидразин |
| Канифоль-гель. Супер вещь |
| Ф-34А — химическое оружие массового поражения. |
| Палитра флюсов |
Один из моих любимых флюсов. Представляет из себя рыжую жидкость, имеет в своем составе канифоль и еще ряд присадок. Паять им также как и обычным спирто-канифольным флюсом — намазать кисточкой на детали и паять. Но есть одна хитрость. В изначальном варианте ЛТИ-120 жидкий зараза, мажется тонким слоем и моментально высыхает, в общем пользоваться им не очень удобно. Я придумал как это побороть. Я сделал себе палитру флюсов — наклеил на мелкую компашку кучу крышечек от флакончиков, налил в них разных флюсов и наклеил это дело на катушку с припоем. Получилось очень удобно и компактно. Так вот, налив ЛТИ-120 в крышечку я даю ему постоять пару дней. За это время он подсохнет и загустеет до состояния жидкого мёда. Вот его уже удобно намазывать острой зубочисткой точно туда куда надо. А если загустеет сверх меры, то либо туда немного спирту капну, либо подолью еще немного свежего флюса и размешаю. Производитель утверждает, что ЛТИ-120 смывать не нужно. В принципе, вроде бы так оно и есть, он не активный. Но что то меня смущают присадки которые в нем, поэтому я его смываю всегда. Смывается он широкой кисточкой, смоченной в спирте. Или просто щеткой под струей воды из под крана. Нет ничего страшного в том, чтобы отмывать готовую плату водой, главное хорошо высушить потом.
Канифоль-гель Отличная штука. Не так давно появился в радиомагазинах и уже заслужил мою любовь и уважение. Представляет из себя густую коричневую пасту на основе канифоли, продается в шприцах. Отлично намазывается непосредственно туда где надо, не оставляет нагара на паяльнике, как ЛТИ-120. Легко смывается водой или спиртом, в общем, рулез!
Глицерин-гидразин. Убойный активный флюс, который легко смывается водой, не оставляет грязных липких следов и окислов. Но его надо смывать. Тщательно смывать. Иначе за пару лет он может разъесть дорожки платы или его остатки станут токопроводными и возникнут жуткие утечки по поверхности платы между дорожками, что крайне негативно скажется на работе схемы. Еще я не уверен в безопасности его паров. На раз два попользоваться можно, но вот постоянно его юзать мне как то не улыбается. Но в целом это офигенный флюс, паять им одно удовольствие.
Глицерин-Салициловый флюс. Он же ФСГЛ. Честно говоря я понятия не имею откуда эта хрень вообще берется. У меня банка этого флюса имеется с детства (собственно поэтому канифолью то я практически не паял никогда) — батя стырил с оборонного предприятия. В свободной продаже не видел ни разу. Паяет также ядрёно как и Глицерин-гидразин, но не имеет в своем составе сомнительных с точки зрения токсичности примесей. Там 90% глицерина, 5% салициловой кислоты, 5% воды. Купить чтоль в аптеке салицилки и самому сбодяжить? Уж больно чумовой рецепт. Один недостаток — нужно смывать, он активный. Но смывается водой влегкую.
Ф-34А Адская кислотная смесь. При пайке имеет жуткий едкий выхлоп, которым я потравил половину нашей лаборатории. Паять этой гадостью можно только в противогазе и с мощной вытяжкой, но зато это дерьмище паяет все, то что другим флюсам даже в страшном сне не снилось. Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять. Так что если тебе надо будет припаяться к ржавому гвоздю, то капни этой херни, задережи дыхание и ЛУДИ!
Импортные безотмывочные флюсы. Честно говоря ими я не пользовался. Говорят они круты, но имхо паять ими просто так это не рационально — слишком уж дорогие они, да и у нас в городе не продают, а заказывать мне западло. Скорей они для профессионального применения, вроде ремонта сотовых или пайки BGA корпусов (это когда ножки в виде массива шариков под корпусом микросхемы). Если интересно, то поищите инфу на форумах ремонтников сотовых, они про это дело знают все.
Голландский флюс на основе конопли Понятия не имею кто его делает и где его продают, но я точно знаю что он есть! Особенно я в этом убедился после ковыряния в схемах продукции фирмы где я раньше работал. Разработчики явно паяют им. Так как таких укуренных схемотехнических решений я еще не видел.
Паяльник в руки и вперед!!! Про флюсы я тебе рассказал, теперь, собственно, о процессе пайки. Дело это не хитрое. Для начала желательно облудить детали. Смачиваешь их флюсом, подцепляешь жалом паяльника чуть чуть припоя и размазываешь по поверхности. Торопиться не надо, детали должны покрыться ровным тонким блестящим слоем. Выводы микросхем и радиодеталей лудить не нужно — они уже на заводе облужены.
Припой должен быть жидким, как вода. Если он комковатый, с ярко выраженной зернистостью и матовый, то тут причины две — неправильная температура паяльника, либо припой низкопробное говно. Если паяльник слишком холодный то припой будет на грани твердого и жидкого состояния, будет вязким и не будет смачивать. Если же паяльник перегрет, то припой будет моментально покрываться серой пленкой окисла и тоже будет отвратительно лудить. Идеальная температура паяльника при пайке припоем ПОС-40 (60/40 Alloy), на мой взгляд, это порядка 240-300 градусов. У СТ-96 достаточно выставить регулятор на 2/3 в сторону увеличения.
Если паяешь печатную плату, то дорожки тоже надо залудить. Но делать это надо осторожно. Текстолит, что продается на просторах Родины зачастую тоже оказывается редкостным говном и при нагреве фольга от него отваливается в момент. Поэтому долго греть плату нельзя — отвалятся дорожки. Обычно я просто смазываю хорошенько все дорожки флюсом ЛТИ-120 и провожу быстренько по каждой плоским жалом паяльника с капелькой припоя. В Результате имею идеально залуженные дорожки, с практически зеркальной поверхностью.
Есть народный способ для быстрого лужения больших плат:
| Оплетка для удаления припоя |
| Мое лудило |
Берется оплетка для удаления припоя, это такая медная мочалка, продается в мотках по 30 рублей метр. Если не найдешь, то можешь выковырять из толстого телевизионного коаксиального кабеля экранирующую оплетку — та же херня только возни больше. Плата как следует смазывается флюсом, оплетка как следует пропитывается припоем и тоже поливается флюсом. Дальше эта хрень возякается паяльником по поверхности платы. Чтобы ворсинки оплетки не пристывали к дорожкам, лучше взять паяльник побольше и помассивней.
Я так вообще усовершенствовал способ. Взял старый мощный паяльник на 60Вт, обмотал у него жало этой оплеткой, пропитал её сплавом Розе и теперь лужу платы в одно движение. Почему именно Розе? А им лудить проще, паяльник когда касается платы резко остывает, т.к. отдает тепло. Если оплетка смочена обычным припоем, то она тут же приваривается отдельными ворсинками к плате, а сплав Розе легкоплавный и не прилипает.
Пайка транзисторов, диодов и микросхем.Тут я бы хотел заострить внимание особо. Дело в том, что полупроводники от слишком высокой температуры разрушаются, поэтому есть риск пожечь микросхему перегревом. Чтобы этого не произошло желательно выставить паяльник на 230 градусов или около того. Это вполне терпимая температура, которую микросхема выдерживает довольно долго. Можно паять и не торопиться. У обычных, не регулируемых паяльников, температура жала порядка 350-400 градусов, поэтому паять надо быстро, в одно касание. Не дольше секунды на каждой ножке и делать хотя бы 10-15 секундный перерыв, прежде чем приступать к пайке другой ножки. Также можно придерживать ножку металлическим пинцетом — он послужит теплоотводом.
Пайка проводов Лучше перед пайкой концы облуживать отдельно, а если провод припаивается к печатной плате, то очень желательно просверлить в плате дырку, завести его с другой стороны и только тогда паять. В таком случае риск оторвать дрожку при рывке за провод сводится к нулю.
Пайка проволокой припоя. Так обычно паяют микросхемы. Прихватывают ее по диагонали за крайние ножки, смазывают все флюсом, а потом, держа одной рукой паяльник, а другой тонкую проволочку припоя, быстро запаивают все ножки.
Пайка проводов в лаковой изоляции Всякий обмоточный провод, вроде тех которым намотан трансформатор, покрыт тонким слоем лака. Чтобы припаяться к нему этот слой лака нужно содрать. Как это сделать? Если провод толстый, то можно пожечь его немного огнем зажигалки, лак сгорит, а нагар можно счистить грубой картонкой. Если же провод тонкий, то тут либо аккуратно поскоблить его скальпелем, держа скальпель строго перпендикулярно проводу, либо взять таблетку аспирина и как следует прижать и пошоркать горячим жалом паяльника по проводу на аспиринке. При нагреве из аспирина выделится вещество которое сожрет лаковую изоляцию и очистит провод. Правда вонять будет сильно
Третья рука
| Удобная держалка. |
Рекомендую обзавестись вот таким вот захватом. Чертовски удобная штука, позволяет придерживать какого-нибудь Ктулху при пайке, концы не болтаются из стороны в сторону. Кстати, бойтесь подпружиненных проводников! При пайке он может соскочить и метнуть вам в лицо капельку припоя, сколько раз мне в лицо такое прилетало уже и не припомню, а ведь могло и в глаз! Так что соблюдайте Технику безопасности!
Губка Жало паяльника постепенно загаживается и покрывается нагаром. Это нормально, обычно виной ему флюс, тот же ЛТИ-120 горит дай боже. Для очистки паяльника можно применять специальную губку. Такая желтая фигня, идет в комплекте к подставкам для паяльника. Ее надо смочить водой и отжать, оставляя влажной. Кстати, губка постоянно высыхает, чтобы ее каждый раз не мочить ее можно пропитать обычным медицинским глицерином. Тогда она не будет высыхать вообще! Удобно блин! Если нет губки, то возьми хлопчатобумажну тряпочку, положи в железный поддончик и также пропитай водой или глицерином. У нас монтажницы держали на столе обычное вафельное полотенце и об него вытирали паяльник.
Кстати, о технике безопасности.
- Во первых расположите все так, чтобы было удобно.
- Следите за шнурами питания. Паяльник очень любит пережигать свой собственный провод. Прям мания у него. А это черевато в лучшем случае ремонтом провода, в худшем коротким замыканием и пожаром.
- Не оставляйте паяльник включенным даже на короткое время. Правило «Ушел — выключил» должно выполняться железно.
- Правило второе — паяльник должен быть либо в руке, либо на своей надежной подставке. И ни как иначе! Класть его на стол или на первую попвшуюся фиговину на столе ни в коем случае нельзя. Шнур его утащит за собой в момент.
- Не забывайте про вытяжку и вентиляцию. Если паяешь, то как минимум открой форточку, проветривай помещение, а лучше поставь на стол вентилятор (хотя бы 80мм от компа) или вытяжку.
Лучше один раз увидеть, чем сто раз прочитать: Нет проблем! К твоим услугам куча роликов с You Tube по запросу «solder». Увидишь как это делают профессионалы. Смотри и учись!
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
Источники:
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.