Координатно-расточным агрегатам отведено особое место в мире станков, ведь они выполняют одну из самых сложных задач — создают высокоточные отверстия с незначительными отклонениями в размещении относительно друг друга. У такого оборудования особое отсчетное устройство, что дает возможность делать высокоточную обработку заготовок. Погрешность при сверлении отверстий до 1 микрометра. Дополнительно координатные станки оснащены устройством, контролирующим возможные отклонения, что делает рабочий процесс практически ювелирным.
Такой тип техники применяется в обработке межцентровых отверстий если необходимо добиться максимально точных расстояний согласно с заданными на плоскости координатами. В процессе обработки заготовок не нужны дополнительные конструкции, направляющие инструмент.
Комплект поставки
В комплект входят дополнительные разнообразные инструменты и специальные принадлежности, помогающие сверлить и растачивать отверстия, нарезать резьбу, проводить фрезерование и делать разметку. Речь идет о таких элементах:
- Патроны.
- Переходные втулки.
- Оправки для фрез.
- Набор борштанг.
- Универсальный резцедержатель.
- Резцедержатель точной подачи.
- Микроскопе-центроискатель.
- Пружинный керн.
- Установочный центр.
- Резцы, сверла, развертки, метчики.
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок. Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
- Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.
Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.
Электрическая схема координатного-расточного станка на примере 2А450МФ
Классификация оборудования
Расточные агрегаты обладают некоторыми конструктивными особенностями. В зависимости от типа выполняемых работ оборудование может быть специализированным или универсальным.
Главный признак агрегатов подобного рода — шпиндель (может располагаться как в горизонтальном, так и в вертикальном положении), с помощью которого приводится в движение осевая подача. Так как оборудование приспособлено под выполнение разных задач, то зачастую заготовка проходит полный цикл обработки. Важно, что изделие не нужно перемещать между несколькими станками.
Потому установки для растачивания пользуются особым спросом в отрасли машиностроения, где существует острая необходимость в постоянной сложной обработке деталей. Главная характеристика, влияющая на уровень производительности — сечение шпинделя. В нем фиксируется рабочий инструмент.
Обработка поверхностей заготовок на алмазно-расточных станках
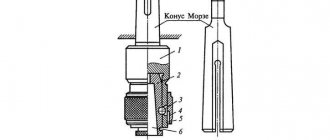
На алмазно-расточных станках окончательно обрабатывают отверстия алмазными и твердосплавными резцами.
На рис. 4.7.1 показан одношшгадельный алмазно-расточной станок с горизонтальным расположением шпинделя. На станине 1
установлена расточная головка
2,
В головке расположен закреплена оправка с резцом. Заготовку закрепляют на столе
3,
имеющем перемещение по направляющим станины — продольную подачу, величина которой регулируется механизмом подач
4.
Два соосных отверстия обрабатывают на алмазно-расточных станках двустороннего действия, имеющих две расточные головки.
Рис. 4.7.1 Общий вид алмазно-расточного станка
Высокая точность и малая шероховатость обработанной поверхности обеспечиваются применением высоких скоростей резания (200—1000 м/мин), малых подач (0,01—0,1 мм/об) и глубин резания (0,05—0,2 мм). При обработке цветных металлов применяют алмазные, а при обработке черных металлов — твердосплавные резцы.
Алмазно-расточные станки широко применяют для растачивания отверстий в блоках цилиндров и гильзах тракторных, автомобильных и мотоциклетных двигателей.
Технологические требования к конструкциям деталей машин, обрабатываемых на расточных станках
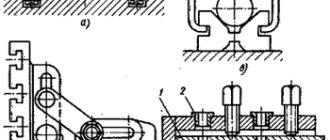
Отверстия в корпусных деталях следует предусматривать простой формы (рис. 4.8.1, а).
Глухие глубокие отверстия, атакже конические и с выточками (рис. 4.8.1,
б)
трудно обрабатывать.
Рис. 4.8.1 Примеры конструкций деталей машин, обрабатываемых на расточных станках
Детали с несколькими соосными отверстиями целесообразно конструировать так, чтобы их диаметры последовательно уменьшались в одном направлении (рис. 4.8.1, в).
При этом отверстия можно одновременно растачивать за один проход резцами, установленными на двухопорной оправке.
Если в корпусной заготовке имеются внутренняя стенка или отверстия небольшого диаметра, не позволяющие ввести оправку, то такая конструкция является нетехнологичной (рис. 4.8.1, г).
Расположение торцов следует предусматривать в одной плоскости (рис. 4.8.1,
д),
что позволит обрабатывать их за один проход. Наличие уступов в отверстиях и расположение торцовых поверхностей на разных высотах (рис. 4.8.1,
е)
затрудняют обработку.
Большое значение имеет свободный доступ ко всем элементам детали при обработке и измерении. В рекомендуемой на рис. 4.8.1, ж
конструкции за счет увеличения диаметра отверстия
В
облегчается доступ режущего инструмента для подрезания торца отверстия
А.
Конструкция, приведенная на рис. 4.8.1,
з,
является менее технологичной.
ЗАКЛЮЧЕНИЕ
Сверлильные станки
используются для организации глухих, а также сквозных отверстий в материале сплошного вида. Также применяются для конечной обработки отверстий, которые выполнялись с применением другого способа. Кроме того, сверлильные станки используются для:
· рассверливания отверстий (чтобы обеспечить высокую точность и шероховатость имеющегося в заготовке отверстия);
· вырезания дисков;
· выполнения операций вроде вырезания дисков посредством зенкеров, сверл, разверток, метчиков и т.д;
· нарезания внутренних резьб;
· зенкования поверхностей торца;
· раскатывания отверстий оправками.
Также сверлильные станки применяются для получения в основании уже имеющего отверстия гнезд, которые обладают плоским дном, под головки болтов и винтов. Но сфера использования сверлильных станков на самом деле гораздо шире спектра перечисленных операций. Они используются и для обработки отверстий с большим числом граней, для развальцовки полых заклепок. Универсальные сверлильные станки бывают следующих типов:
· настольные (одношпиндельные, в том числе, с ЧПУ);
· вертикальные (одношпиндельные, в том числе, с ЧПУ);
· радиальные (в том числе, с ЧПУ);
· станки для глубокого сверления;
· многошпиндельные.
При помощи специальных инструментов и приспособлений на сверлильных станках можно вырезать большие отверстия, растачивать отверстия, делать притирку точных отверстий. Используют сверлильные станки в сборочных, механических, инструментальных, ремонтных цехах, а также в ремонтных мастерских различного назначения.
Расточные станки
— металлорежущие станки для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Универсальный горизонтально-расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки:
· станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой;
· станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях;
· станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайб с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденциями развития расточных станков можно отметитьследующие: повышение жесткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжелых и уникальных станках).
Таким образом, станки сверлильно-расточной группы предназначены для обработки отверстий. По характеру обработки и виду применяемого режущего инструмента они делятся на две подгруппы: сверлильные и расточные станки. Сверлильные станки применяют для обработки сквозных и глухих отверстий как в сплошном материале, так и уже имеющихся в заготовке мерными осевыми инструментами — сверлами, зенкерами, зенковками, цековками, развертками, метчиками и т. п. Кроме того, расточные станки предназначены в основном для обработки отверстий расточными резцами, головками и блоками.
СПИСОК ЛИТЕРАТУРЫ:
1) Ансеров Ю.М., Салтыков В.А., Семин В.Г., Машины и оборудование машиностроительных предприятий: Учебник для инженерно-экономических специальностей вузов. – Л.: Политехника, 1991. – 365 с.: ил.
2) Анурьев В.И., Справочник конструктора-машиностроителя: В3-х т. Т.1.-5-е издание, перераб. и доп. — М.: Машиностроение, 1979. — 788 с.
3) Анурьев В.И., Справочник конструктора-машиностроителя: В3-х т. Т.1.-6-е издание, перераб. и доп. — М.: Машиностроение, 1982. — 584 с ил.
4) Дальский А.Н., Арутюнова И.А., Технология конструкционных материалов, Учебник. — М.: Машиностроение 1985. — 450 с.
На алмазно-расточных станках окончательно обрабатывают отверстия алмазными и твердосплавными резцами.
На рис. 4.7.1 показан одношшгадельный алмазно-расточной станок с горизонтальным расположением шпинделя. На станине 1
установлена расточная головка
2,
В головке расположен закреплена оправка с резцом. Заготовку закрепляют на столе
3,
имеющем перемещение по направляющим станины — продольную подачу, величина которой регулируется механизмом подач
4.
Два соосных отверстия обрабатывают на алмазно-расточных станках двустороннего действия, имеющих две расточные головки.
Рис. 4.7.1 Общий вид алмазно-расточного станка
Высокая точность и малая шероховатость обработанной поверхности обеспечиваются применением высоких скоростей резания (200—1000 м/мин), малых подач (0,01—0,1 мм/об) и глубин резания (0,05—0,2 мм). При обработке цветных металлов применяют алмазные, а при обработке черных металлов — твердосплавные резцы.
Алмазно-расточные станки широко применяют для растачивания отверстий в блоках цилиндров и гильзах тракторных, автомобильных и мотоциклетных двигателей.
Технологические требования к конструкциям деталей машин, обрабатываемых на расточных станках
Отверстия в корпусных деталях следует предусматривать простой формы (рис. 4.8.1, а).
Глухие глубокие отверстия, атакже конические и с выточками (рис. 4.8.1,
б)
трудно обрабатывать.
Рис. 4.8.1 Примеры конструкций деталей машин, обрабатываемых на расточных станках
Детали с несколькими соосными отверстиями целесообразно конструировать так, чтобы их диаметры последовательно уменьшались в одном направлении (рис. 4.8.1, в).
При этом отверстия можно одновременно растачивать за один проход резцами, установленными на двухопорной оправке.
Если в корпусной заготовке имеются внутренняя стенка или отверстия небольшого диаметра, не позволяющие ввести оправку, то такая конструкция является нетехнологичной (рис. 4.8.1, г).
Расположение торцов следует предусматривать в одной плоскости (рис. 4.8.1,
д),
что позволит обрабатывать их за один проход. Наличие уступов в отверстиях и расположение торцовых поверхностей на разных высотах (рис. 4.8.1,
е)
затрудняют обработку.
Большое значение имеет свободный доступ ко всем элементам детали при обработке и измерении. В рекомендуемой на рис. 4.8.1, ж
конструкции за счет увеличения диаметра отверстия
В
облегчается доступ режущего инструмента для подрезания торца отверстия
А.
Конструкция, приведенная на рис. 4.8.1,
з,
является менее технологичной.
ЗАКЛЮЧЕНИЕ
Сверлильные станки
используются для организации глухих, а также сквозных отверстий в материале сплошного вида. Также применяются для конечной обработки отверстий, которые выполнялись с применением другого способа. Кроме того, сверлильные станки используются для:
· рассверливания отверстий (чтобы обеспечить высокую точность и шероховатость имеющегося в заготовке отверстия);
· вырезания дисков;
· выполнения операций вроде вырезания дисков посредством зенкеров, сверл, разверток, метчиков и т.д;
· нарезания внутренних резьб;
· зенкования поверхностей торца;
· раскатывания отверстий оправками.
Также сверлильные станки применяются для получения в основании уже имеющего отверстия гнезд, которые обладают плоским дном, под головки болтов и винтов. Но сфера использования сверлильных станков на самом деле гораздо шире спектра перечисленных операций. Они используются и для обработки отверстий с большим числом граней, для развальцовки полых заклепок. Универсальные сверлильные станки бывают следующих типов:
· настольные (одношпиндельные, в том числе, с ЧПУ);
· вертикальные (одношпиндельные, в том числе, с ЧПУ);
· радиальные (в том числе, с ЧПУ);
· станки для глубокого сверления;
· многошпиндельные.
При помощи специальных инструментов и приспособлений на сверлильных станках можно вырезать большие отверстия, растачивать отверстия, делать притирку точных отверстий. Используют сверлильные станки в сборочных, механических, инструментальных, ремонтных цехах, а также в ремонтных мастерских различного назначения.
Расточные станки
— металлорежущие станки для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Универсальный горизонтально-расточной станок имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки:
· станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой;
· станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях;
· станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайб с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденциями развития расточных станков можно отметитьследующие: повышение жесткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжелых и уникальных станках).
Таким образом, станки сверлильно-расточной группы предназначены для обработки отверстий. По характеру обработки и виду применяемого режущего инструмента они делятся на две подгруппы: сверлильные и расточные станки. Сверлильные станки применяют для обработки сквозных и глухих отверстий как в сплошном материале, так и уже имеющихся в заготовке мерными осевыми инструментами — сверлами, зенкерами, зенковками, цековками, развертками, метчиками и т. п. Кроме того, расточные станки предназначены в основном для обработки отверстий расточными резцами, головками и блоками.
СПИСОК ЛИТЕРАТУРЫ:
1) Ансеров Ю.М., Салтыков В.А., Семин В.Г., Машины и оборудование машиностроительных предприятий: Учебник для инженерно-экономических специальностей вузов. – Л.: Политехника, 1991. – 365 с.: ил.
2) Анурьев В.И., Справочник конструктора-машиностроителя: В3-х т. Т.1.-5-е издание, перераб. и доп. — М.: Машиностроение, 1979. — 788 с.
3) Анурьев В.И., Справочник конструктора-машиностроителя: В3-х т. Т.1.-6-е издание, перераб. и доп. — М.: Машиностроение, 1982. — 584 с ил.
4) Дальский А.Н., Арутюнова И.А., Технология конструкционных материалов, Учебник. — М.: Машиностроение 1985. — 450 с.
Виды агрегатов
На сегодняшний день существуют следующие виды данных станков:
- Токарно-расточные.
- Алмазно-расточные.
- Координатно-расточные.
- Горизонтально-расточные.
Координатно-расточные агрегаты признаны самыми универсальными и многофункциональными, что позволяет использовать их почти для всех известных операций, связанных с обработкой отверстий. На таких агрегатах могут выполняться разметочные процедуры, требующие высокой точности, ведь они оснащены электронными, механическими, индуктивными и оптическими устройствами подсчета, которые становятся гарантией безупречности измерений передвижений подвижных узлов.
Второе существенное достоинство — универсальный поворотный рабочий стол, благодаря ему можно работать с наклонными отверстиями.
Вращение шпинделя — основное (рабочее) движение, а вертикальное перемещение — движение подачи. В состав входит одна либо две стойки.
Горизонтально-расточные станки
Основной отличительной особенностью горизонтально-расточного станка (рис. 1) является горизонтальное расположение шпинделя. Этот тип станка несколько напоминает обычный токарно-винторезный станок. Но в горизонтально-расточном станке имеется несколько ключевых отличий. Во-первых, отсутствует задняя бабка. Вместо задней бабки установлен подвижный люнет. Во-вторых, планшайба, которой оборудован шпиндель, имеет возможность смещать резец относительно оси вращения, что нехарактерно для токарного станка. В третьих, здесь имеется стол, на котором может быть закреплена деталь.
Рисунок 1. Горизонтально-расточной станок
Рисунок 1. Горизонтально-расточной станок
Рассмотрим основные узлы и элементы, из которых состоит стандартный горизонтально-расточной станок.
- Задняя стойка. Предназначена она для закрепления на ней подвижного люнета. Может перемещаться на направляющих станины. Имеет рычаг для фиксации положения.
- Люнет. Это приспособление предназначено для удерживания хвостовой части обрабатываемой детали, если ее длина не позволяет произвести надежное закрепление на столе. Является дополнительной точкой крепления. Люнет может перемещаться в вертикальной плоскости. Перемещение в горизонтальной плоскости осуществляется посредством движения задней стойки.
- Передняя стойка. Основная опора, на которой крепится рабочий орган станка — шпиндельная бабка. На передней стойке расположены вертикальные направляющие, по которым перемещается бабка.
- Суппорт. Этот элемент горизонтально-расточного станка служит для подачи резца к поверхности обрабатываемой детали. Суппорт имеет возможность продольного перемещения в горизонтальной плоскости вдоль оси вращения.
- Планшайба (рис. 2). В отличие от стандартной планшайбы станков токарной группы, служит для закрепления в ней расточного резца. Имеет возможность смещения резца относительно оси вращения. Это позволяет одним резцом выполнять различные расточные операции.
- Шпиндель. Передает вращательное движение от коробки скоростей на планшайбу.
- Бабка. Рабочая подвижная часть горизонтально-расточного станка. Внутри бабки располагается электродвигатель, коробка передач и направляющие для осевого перемещения суппорта.
- Пульт управления. Включает в себя кнопки изменения рабочей скорости, реверса, настроек автоматической подачи и аварийной остановки.
- Стол. Служит для расположения и закрепления на нем массивных деталей небольших габаритов.
- Салазки. Служат для перемещения стола.
- Станина. Является основанием станка. На станине располагаются две стойки и стол. Иногда станина имеет возможность регулировки уровня установки станка.
Рисунок 2. Планшайба расточного станка.
Рисунок 2. Планшайба расточного станка.
Сегодня все чаще встречаются горизонтально-расточные станки, которые оснащены модулем числового программного управления.
Обработка заготовок
Для обработки деталей понадобится специальный инвентарь. В большинстве случаев пользуются расточными головками, монтирующимися в разные приспособления. У головок имеется цельнометаллическая державка хвостовика; на ней разместился паз, перемещающий резец ползуна.
А также часто применяется приспособление, позволяющее заниматься выполнением эффективного и быстрого растачивания пресс-форм (их матриц). Заготовка ставится на столе и фиксируется с двух сторон болтами прижимами. Полость матрицы обрабатывается посредством квадратной регулирующей головки. Ее дополняют кольцо-регулятор со шкалой, снизу — паз. По нему передвигается ползун с резцом на держателе. Микровинты позволяют настроить головку. Стоит отметить, что головки используются не во всех механизмах подобного типа.
Расточное оборудование имеет ряд важных достоинств:
- Простота и универсальность технологической оснастки.
- Повышенная производительность.
- Уменьшенная длительность производственного цикла.
- Быстрая подготовка оборудования к переориентированию на выпуск новых деталей.
Координатно-расточные станки
Главной особенностью координатно-расточных станков (рис. 3) является высокая точность обработки деталей.
Рисунок 3. Координатно-расточной станок.
Рисунок 3. Координатно-расточной станок.
Достигается повышенная точность обработки благодаря применению различных высокоточных механизмов расчета координат, по которым осуществляется движение резца. Есть несколько основных способов расчета координат, внедряемых на координатно-расточные станки:
- индуктивный;
- механический;
- оптико-механический;
- электронный.
Шпиндель на станках этой подгруппы располагается вертикально. Но иногда встречаются модели с горизонтальным расположением шпинделя. Шпиндельная головка, помимо изменения скорости и направления вращения, также осуществляет рабочую подачу, увеличивая или уменьшая глубину проникновения резца в деталь.
Стол имеет две степени свободы. Закрепленная на столе деталь способна перемещаться в продольном и поперечном направлении. При этом величина этих перемещений с высокой точность контролируется координатной системой.
Также на координатно-расточных станках, помимо выполнения всего спектра операций, характерных для станков расточной группы, выполняются разметочные операции.
Конструкция
Конструкция большинства современных координатных станков с ЧПУ предусматривает обслуживание металлических заготовок по 3-м направлениям.
Специализированный координатный станок передвигает фрезу в продольном (X) и поперечном (Y) направлении по горизонтали. Также предусматривается перемещение по вертикали (Z). Если в конструкции предусматривается наличие специального поворотного устройства (обрабатывающего заготовки цилиндрической формы), горизонтальное передвижение можно заменить путем поворота стального сырья по продольной оси. Но в любом случае, направление перемещения фрезы может определяться только по трем независимым координатам.
Технические способности станка являются оптимальными, чтобы перемещать фрезы агрегата по достаточно сложным маршрутам, параллельно достигая одновременной обработки различных поверхностей, не меняя положение заготовки.
В более продвинутом оборудовании удалось модернизировать систему координат станка с ЧПУ, расширяя их количество до пяти. При своеобразной «пятикоординатной обработке» обработка осуществляется вокруг 2-х дополнительных осей (меняется наклон инструмента). Настроить оборудование в таком случае достаточно просто – для этого достаточно загрузить во внутреннюю память чертежи, после чего ЧПУ станка самостоятельно определит направление, в котором осуществляется передвижение. В процессе работы токарного станка с ЧПУ угол инструментов меняется за счет движения платформы, либо наклона шпинделей.
Как отсчитываются перемещения?
В современном оборудовании применяются два варианта определения положения перемещений – абсолютные и относительные. Выбор в пользу абсолютной или относительной системы на ЧПУ определяется исходя из ряда факторов. Например, каким именно образом составляются размерные цепи на чертежах. Тем или иным системам управления станком свойственно выбирать между двумя вариантами – в приращениях (относительный способ), либо от конкретной размерной базы (абсолютная методика).
Вне зависимости от количества точек, в проекте должна присутствовать базовая размерная точка. В системах с ЧПУ базовой точкой удобно пользоваться в качестве нулевой. Но в системах координат станков ЧПУ всегда надо пользоваться абсолютными координатами. Рассмотрим каждую систему поподробнее.
В системе, использующей абсолютный способ отсчета, станок с ЧПУ проводит фрезерные операции начиная с точки P0, перемещаясь по прямой, вплоть до точки P1. Пользуясь относительной системой, токарные станки, по сравнению с рассматриваемым ранее вариантом, перемещается по иному принципу.
Возможности многоосевых систем
Координатно-сверлильный станок позволяет получать сложные детали:
- Бобышки, отверстия нестандартной формы.
- Фасонные поверхности, корпусные изделия.
- Зубчатые колеса, шестерни, крыльчатки, роторы.
- Без труда отрабатываются ребра жесткости.
- Отверстия в любой проекции под различными углами, пазы, резьбы.
- Все сложные детали, требующие криволинейной обработки.
- За один цикл можно обработать полностью всю поверхность заготовки.
В последнее время широко применяются вакуумные столы для удержания обрабатываемой детали за счет всасывания воздуха. Классические крепления уже не используются, что сокращает время на извлечение и установку новой заготовки.