19.03.2020
- Что такое фрезерный станок с ЧПУ
- Особенности конструкции и устройства фрезерного станка с ЧПУ
- Принцип работы фрезерного станка с ЧПУ
- Виды фрезерных станков с ЧПУ
- Обрабатывающие центры консольного типа
- Оборудование бесконсольной конструкции
- Наладка фрезерного станка с ЧПУ
Передовое оборудование для комплексной обработки металлов, полимеров, древесины заслуживает пристального внимания. Поэтому всесторонне рассмотрим варианты конфигурации и возможности фрезерного станка с ЧПУ российского производства, а также проанализируем его виды и общие принципы наладки. Предлагаем практически полезную информацию для понимания, чем одна модель отличается от другой и для каких задач использовать ту или иную из них, а также для совершения правильного выбора и введения в эксплуатацию.
Отдельно отметим востребованность: сегодня МЕ650, МЕ850, GQ600 от ижевской компании Сармат (и их аналоги от отечественных и зарубежных брендов) находят широкое применение на передовых промышленных предприятиях. Причем они активно используются даже в связке с 3D-принтерами, что позволяет выпускать детали и составные элементы самых сложных форм.
Что такое фрезерный станок с ЧПУ
Это устройство, также применяемое для обработки и создания заготовок путем резания, но с числовым программным управлением (в англоязычных странах распространена аббревиатура CNC). Все команды задаются заранее, выполняются и контролируются с помощью электронных устройств – оператору ничего не нужно делать вручную.
Данное решение позволяет:
- повысить производительность труда;
- исключить ошибки, вызываемые человеческим фактором.
В результате упрощается эксплуатация и улучшается точность, а значит и общее качество исполнения деталей и составных элементов.
Каждая современная модель (вроде уже упомянутых GQ600 или ME650) представляет собой обрабатывающий центр, причем мультифункциональный – токарный, гравировальный и так далее.
Особенности конструкции и устройства фрезерного станка с ЧПУ
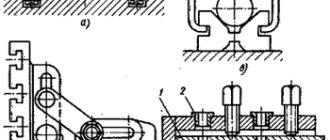
- Все механизмы и функциональные узлы закреплены на станине (1).
- Перемещение рабочего стола (2), где с помощью Т-образных пазов фиксируются заготовки и вспомогательные приспособления, осуществляется как вперед-назад (поперечно), так и влево-вправо (продольно) – векторы задаются направляющими (3).
- Шпиндель (4) зажимает фрезу (режущий инструмент) и обеспечивает ее вращение, причем от его виброустойчивости и жесткости напрямую зависит качество обработки. Он, в свою очередь, расположен на колонне (5), способной двигаться вверх-вниз.
- Дверца (6) открывает-закрывает доступ к зоне для выполнения запланированных операций.
- Защитные кожухи (7) оберегают оператора от подаваемой под давлением СОЖ (смазывающе-охлаждающей жидкости) и от стружки.
- Все режущие инструменты находятся в магазине барабанного типа (8), причем нужный выбирается и устанавливается в шпинделе автоматически – специальным устройством, в соответствии с заданной программой.
- Монтируемую на кронштейн стойку/пульт управления (9) можно расположить с удобством для себя.
Характеристики машин
Характеристики таких станков напрямую зависят от характеристик шпинделя, скорости перемещения и размера стола. Скорость шпинделя – это диапазон частоты вращения его головки. Мощность привода – это номинальная мощность пневмо-турбины, электродвигателя или поршневого двигателя, который приводит в действие шпиндель.
Количество фрез, которые поддерживает магазин инструментов, также является важным критерием, поскольку придает станку определенную универсальность. На простых машинах одновременно может работать только один инструмент.
Параметры движения для фрезерных станков включают:
- количество осей;
- максимальное перемещение по оси X;
- максимальное перемещение по оси Y;
- максимальное перемещение по оси Z.
Что касается размера стола, то его длина измеряется параллельно главной оси движения. Ширина стола измеряется перпендикулярно главной оси движения.
Принцип работы фрезерного станка с ЧПУ
В системах автоматизированного проектирования (AutoCAD, SolidWorks, Компас-3D и тд.)графическом редакторе (Corel Draw, AutoCAD или другом подобном) выстраивается точное векторное изображение заготовки. Затем оно с помощью CAM или CAD/CAM систем (HSMWorks,Inventor HSM, Creo Parametric и тд.) преобразуется в G-код управляющей программы и затем загружается в оперативную память оборудования., где обрабатывается программным обеспечением и переводится в G-коды, которые управляют сервомоторами или в более дешевых устройствах шаговыми моторами. микрошаговыми двигателями.
Есть и другой современный подход разрабатывать управляющие программы для ЧПУ. Например в Siemens возможно непосредственно на устройстве без CAM-системы. Это обусловлено наличием специального программного обеспечения ShopTurn, ShopMill, в котором можно легко задавать элементы детали и их обрабатывать. Точно также такая возможность есть и у других систем, например, Fanuс, Heidenhain и тд.
Далее программное обеспечение и УП управляют работой сервомотрами или шаговыми двигателями.
Последние, по заданному алгоритму, перемещают рабочий стол с деталью и/или шпиндель по трем осям координат, формируя траекторию движения. Закрепленный в цанге режущий инструмент – конической, цилиндрической, торцевой, концевой или другой формы, цельный, сварной или сборный – раскраивает, высверливает, снимает, гравирует материал. Он сделан из гораздо более плотного металла, чем сама заготовка, поэтому фрезерная обработка на станках с ЧПУ отличается эффективностью. Производительности также способствует высокая скорость вращения механической части оборудования. Точность обеспечивается электроникой, действующей автоматически.
Все, что нужно сделать оператору – ввести с пульта соответствующую программу, а после – визуально контролировать правильность ее выполнения, глядя на панель. В том случае, если технологическая операция пойдет не по плану или возникнет аварийная ситуация, останется только произвести отключение.
Современные модели предлагают своим пользователям целую систему решений, повышающую безопасность и качество производства, но не требуют от обслуживающего персонала выдающихся знаний и умений – научиться эксплуатировать любую из них сравнительно просто.
Классификация ЧПУ
Применяются следующие программные обеспечения, управляющие процессом работы станка:
- Позиционные — рабочие части переходят в точки с конкретными координатами. Отличаются точностью останова в заданной точке.
- Контурные прямоугольные (коллинеарные) — подвижные элементы перемещаются по прямой линии. Скорость определяется указанными режимами резания, поочерёдно для каждой координатной оси. Выполнение криволинейных поверхностей невозможно.
- Контурные (непрерывные) — элементы перемещаются в пространстве по предварительно заданным траектории, форме и конечным точкам. Создаются объёмные детали сложной конфигурации.
- Адаптивные (самоприспосабливающиеся) — рабочий процесс автоматически подстраивается к скорости, силе резания, подаче. Автоматически защищается от перегрузок двигатель и привод подач. Отличается качественным процессом обработки, повышенной надёжностью.
Контурное и адаптивное управления основаны на 4-ёх и 5-ти координатных системах, обеспечивающие сложную траекторию движения подвижных элементов. Обработка проводится минимум по 2-ум осям одновременно.
Преобразование 3-х координатного станка в 4-х или 5-ти происходит путём установки добавочной поворотной поверхности. Зона работы при этом уменьшается.
Виды фрезерных станков с ЧПУ
Их классификация достаточно обширна и ведется по целому ряду ключевых параметров, но в самом общем случае они подразделяются на:
- Консольные – заготовка закрепляется на движущейся части (портале). При этом шпиндель в процессе функционирования оборудования находится в одном и том же положении.
- Бесконсольные – у них могут перемещаться оба из упомянутых выше элементов, причем стол – по двум направлениям, держатель инструмента – по разным.
По типу используемых программ выделяют:
- позиционные – координаты конечных точек четко фиксируются;
- контурные – задается уже траектория проводимой обработки;
- комбинированные – сочетают особенности двух предыдущих вариантов;
- многоконтурные – максимально широки по своему набору функций.
По решаемым задачам их классифицируют на:
- сверлильно-фрезерные станки с ЧПУ – используются для создания технологических отверстий;
- расточные – применяются для расширения посадочных мест до нужных диаметров;
- токарные – предназначены для чернового и чистового точения конических, цилиндрических, фасонных поверхностей, подрезки торцов и так далее;
- широкоуниверсальные – могут выполнять все вышеперечисленное, в том числе за счет наличия дополнительной шпиндельной головки, способной функционировать как одновременно с основной, так и раздельно.
Любой из подвидов данного оборудования бывает как настольным, так и устанавливаемым на индивидуальное основание. Кроме того, существует классификация по обрабатываемому материалу, и каждый тип здесь заслуживает более подробного рассмотрения.
Портальные и мини фрезерные станки с ЧПУ по металлу
Одни из наиболее востребованных в современной промышленности (в частности, в приборо- и машиностроении). На них сверлят, растачивают, зенкеруют детали из стали, чугуна, сплавов.
Главная их особенность – повышенная прочность режущего инструмента, ведь он обязан быть гораздо прочнее той поверхности, на которую воздействует.
Способны поддерживать все 4 варианта программ. По конструкции могут быть как с консолью (со столом, движущимся и параллельно, и перпендикулярно шпиндельной оси), так и без нее. Поддерживают высокую скорость вращения, с их использованием вполне реально добиться оптимальной точности обработки.
Существует достаточно важное подразделение по размерам. Так, настольный маленький фрезерный станок с ЧПУ по металлу может быть установлен в небольшом цеху, в частной мастерской или даже дома. Основное его преимущество в компактности – он востребован тогда, когда малая площадь не позволяет эксплуатировать оборудование помощнее. Хотя и его производительности хватит для выпуска мелкосерийных партий.
Другое дело широкоуниверсальные центры: они габаритны, поэтому обычно предназначены для крупных заводов и фабрик. Стоят они дороже, места занимают больше, но выбор в их пользу полностью оправдан. К двум шпиндельным головкам (первая – основная, вторая – дополнительная, смонтированная на хоботе, выдвижном и поворачиваемым под любым углом) можно добавить еще одну, накладную. Такое решение позволит параллельно осуществлять сразу несколько технологических операций, допустим, одновременно проводить и зенкерование, и растачивание. Производительность возрастает в 2-3 раза, оборудование быстро окупает себя.
Модели фрезерных станков с ЧПУ для заготовок из древесины
С их помощью:
- выполняют контурную раскройку;
- наносят пазы;
- проводят выборку фальцев;
- вырезают криволинейные поверхности;
- создают крупногабаритные и тонкие формы;
- добиваются отличного качества поперечного строгания.
На сравнительно высоких скоростях вращения точно обрабатывают как твердые породы (ясень, дуб, тополь, акация, бук), так и мягкие, причем деликатно – без задиров, ворсистости, выдирания волокон. Поэтому нашли самое широкое применение на мебельных комбинатах и в мастерских по производству узорных рам, резных дверных наличников, сувениров, декоративных элементов.
Фрезерно-гравировальная группа
Такое оборудование предназначено для нанесения сколь угодно сложных рельефных надписей, рисунков, изображений на поверхности различных материалов: не только металла или камня, но и древесины, пластика, стекла и даже слоновой кости.
Конструкция вполне стандартна: в механической части подвижным может быть либо стол, либо портал, деталь фиксируется или жестко, или автоматически, пневматическими прижимами, в электронной тоже нет ничего принципиально нового – микропроцессор контролирует точность хода. Ключевое отличие – в форме режущей головки, а также в твердости инструмента.
Если называть наиболее часто проводимые фрезерные работы на станках с ЧПУ, примером может выступить нанесение гравировок на мебель, на корпусы автомобилей и транспорта вообще, на ювелирные изделия. Оборудование удобное и простое в эксплуатации, отличается функциональностью, производительностью, надежностью, высоким качеством конечного результата, что и обуславливает широту его современного применения.
Обрабатывающие центры консольного типа
Главная особенность их конструкции – движущаяся несущая часть (портал, станина) при зафиксированном в одном положении шпинделе. За счет такого строения отличаются сравнительно высокой жесткостью, способствующей точности выполнения технологических операций. Наиболее популярны, разделяются на несколько подвидов, каждый из которых заслуживает рассмотрения.
Обладающие широкой универсальностью
Это и сверлильные, и токарные, и фрезерно-расточные станки с ЧПУ – сразу несколько моделей в одной, способной осуществлять все виды обработки металлов, сплавов, пластиков, древесины и других материалов. Они особенно востребованы в массовом и крупносерийном производстве, так как могут похвастать многозадачностью. У них сразу две шпиндельные головки (вторая – на выдвижном хоботе, так что ее не проблема разместить под любым углом), плюс еще одна накладная. Такое конструктивное решение позволяет быстро выпускать и/или подготавливать детали самой сложной формы – по принципу «один инструмент снимает лишний материал, другой в это же время – растачивает отверстие».
В качестве примеров такого оборудования можно привести:
- JET JMD-939GH;
- НГФ-110-Ш4+ВГФ;
- СФ-676 (675).
Отдельного внимания заслуживает просто универсальный фрезерный станок с ЧПУ, который относится немного к другой категории. В отличие от моделей с широкой функциональностью (их важно не путать), он востребован в мелкосерийном и единичном производстве, часто устанавливается в небольших мастерских и цехах. Позволяет подготавливать все поверхности, углы и пазы нетяжелых заготовок – спиралей, моделей штампов и тому подобное. Все его элементы расположены на станине, оправку с режущим инструментом поддерживает хобот с подвесками. Консоль у него перемещается вверх-вниз, стол на салазках – влево-вправо (в соответствии со шпиндельной осью), что обеспечивает высокую скорость решения задач.
В числе популярных примеров:
- XN6336C;
- Optimum MF1 Vario;
- PROMA FVV-30.
Горизонтального типа
По сфере применения, принципу функционирования и конструкции похож на универсальный: все основные узлы фрезерного станка с ЧПУ размещены на направляющей, а коробка подачи и магазин для инструментов – на портале. Ключевая разница в том, что нет поворотного устройства. Поэтому стол таких моделей может перемещаться либо только перпендикулярно шпинделю, либо только параллельно. Поэтому для выполнения операций, подразумевающих деление или винтовое движение, требуется применять дополнительные приспособления.
Остаются востребованными при подготовке фасонных и винтовых поверхностей, пазов и углов – с помощью цилиндрических и дисковых, концевых и торцевых, угловых режущих головок.
В списке востребованного сегодня оборудования:
- 6П80Г;
- НГФ-110-Ш4;
- 6М82ГБ (на базе 6М82Г).
Вертикального типа
Это может быть координатно-фрезерный станок с ЧПУ, точность программ которого сочетается с широкими возможностями. Технологичность достигается в том числе благодаря расположению шпинделя, допускающему некоторое смещение вдоль оси и небольшой поворот по горизонтали.
Еще одна особенность – оправка в виде конуса Морзе (если следовать советскому стандарту) или ISO-40 (у зарубежных брендов) для установки концевого режущего инструмента.
Итог
Профессиональные инструменты включают в себя элементы управления, включающие или поддерживающие программное обеспечения для CAM — автоматизированного производства и САПР — автоматизированного проектирования.
Инструменты настраиваются как для полуавтоматических, так и для автоматических операций: фрезерование, гравировка и сверление. Вращающиеся столы позволяют двигать заготовку по нескольким осям.
Наиболее распространено вертикальное фрезерование — оно проще. Если есть необходимость удалить много материала или не нужна максимальная точность, используется горизонтально фрезерование.
Точную калибровку оборудования помогут настроить поставщики. Некоторые инструменты оснащены пользовательским интерфейсом или приложением, в котором отражается виртуальное рабочее место.
Для предотвращения перегрева или поломки фрезерного оборудования во время продолжительной работы в некоторых существует система охлаждения шпинделя.
Оборудование бесконсольной конструкции
Принципиальное различие в том, что в данном случае могут перемещаться и стол, и шпиндельная головка, причем независимо друг от друга. Это позволяет быстрее и проще подготавливать заготовки нестандартных размеров, крупных габаритов, большой массы. Подразделяется на два подвида.
Вертикально-фрезерный станок с ЧПУ
На нем проводится резка и точение зубчатых колес, рамок, углов, пазов и подобных им деталей, выполненных из стали, чугуна, цветмета, сплавов. Так как консоль у такой модели отсутствует, стол со всеми функциональными узлами движется прямо по направляющим станины, и это при шпинделе с установочным перемещением по вертикали (который, вместе с гильзой, допустимо немного сдвигать по оси).
Преимущество такой конструкции заключается в предельной жесткости, улучшающей точность проведения технологических операций.
Классически популярными продолжают считаться следующие модели:
- 6Р12П;
- Кратон WMM-2,55;
- 6Р13.
Горизонтально-фрезерный станок с ЧПУ
По своей конфигурации похож на предыдущий тип, с той разницей, что шпиндельная головка у него расположена по горизонтали. Такое решение дает столу возможность передвигаться в трех направлениях, перпендикулярных по отношению друг к другу (по направляющим станины и стойки), но без изменения угла наклона.
На практике имеет смысл предназначать их для подготовки крупногабаритных деталей, так как, за счет жесткости, точность технологических операций сохраняется даже на высоких скоростях вращения вала. Удобны тем, что можно дополнительно оснастить их тисками, делительной головкой и другими приспособлениями для расширения спектра решаемых задач. Выпускаются многими брендами, в том числе швейцарским JET и немецкими Optimum Maschinen GmbH и Heinbohr.
Требования к системам управления
Промышленные и настольные фрезерные станки с ЧПУ должны отвечать определённым требованиям. Они должны работать с распространёнными программами по моделированию (DeskProto, VCarve Pro, ArtCAM, Mach3 и другими). Управление должно быть понятным и доступным для мастера, работающего за устройством. Должна присутствовать механическая настройка устройства при выходе их строя компьютера.
Мастер работающий на станке
Наладка фрезерного станка с ЧПУ
Это собой целая систему действий, обязательных к выполнению и подразумевающих ручное включение механизмов и ПО, проверку их взаимодействия, использование кнопок, переключателей и тумблеров пульта управления. Проводится в 8 шагов – рассмотрим их по порядку.
Комплектование (получение) инструментов и другой технологической оснастки
Осуществляется согласно распечатке программы (карте ЕСТД ГОСТ 3 1404 74, если руководствоваться не зарубежными стандартами). Так, все задействованные режущие головки должны быть до начала проведения технологических операций оснащены вспомогательными приспособлениями (если последние вообще предусмотрены). Тогда они будут полностью готовы к монтажу в конусное шпиндельное отверстие, что позволит определить, нужна ли коррекция, еще перед стартом работы – экономия времени налицо.
Сравнение радиусов (диаметров) и длин инструментов с их расчетными значениями
Этап настройки фрезерного станка с ЧПУ, от правильности выполнения которого зависит точность размеров конечной заготовки. Необходимо измерить 2 параметра:
- Радиус фрезы (с учетом радиального биения) – прибором БВ-2013. Следует установить его хвостовик в шпиндель, зафиксировать и приступить к медленному перемещению горизонтальной каретки. Как только она коснется инструмента в крайней (наибольшей) точке, вы нашли искомую величину.
- Длина вылета – маховиком постепенно и не торопясь передвигаете другую каретку, вертикальную. Когда торец режущей кромки начнет контактировать со штифтом, получите нужную характеристику.
Дальше останется только сравнить и, если реальные цифры не совпадут со стандартными, перейти к следующему шагу (если же они будут равными, просто пропустить его).
Определение значений коррекций, связанных с размерами инструментов, запись их по видам и номерам корректоров
Каждое расхождение следует зафиксировать в документации, после чего исправить, подобрав точно подходящие параметры. Для убыстрения можно использовать оптические, а не механические приборы для сравнения – они более чувствительные.
Зарядка считывающего устройства
Нужно разместить его под технологическим пультом, а после реализовать один из двух способов:
- Бобины – длинная перфолента будет идти с первой на вторую, а затем, по окончании программы, перематываться в исходное положение специальным механизмом.
- Бесконечная лента – она склеивается концами, закладывается между ведущими барабанами, поступает в направляющий лоток, а потом – на головку считывания, и в результате прокручивается столько раз, сколько необходимо.
Ориентирование и установка приспособлений и заготовки согласно координатам исходной точки (ИТ)
Располагаете поверхности детали в правильном положении относительно нуля (начала отсчета) и осей перемещения режущей кромки.
Установка инструментов
Если их несколько и смена проводится вручную, фиксируете в шпинделе первый до старта технологической операции, а каждый последующий монтируете во время специально предназначенных для этого пауз. Если работает автоматика, достаточно обращать внимание на табло и заменять головки сразу при высвечивании соответствующей цифры.
Ввод коррекции
В случае обнаружения отклонений реальных размеров от расчетных проводится повторное программирование фрезерного станка с ЧПУ. Перфолента переписывается с поправками – другим количеством импульсов, – обеспечивающими изменения по:
- геометрии – длина вылета, диаметр, радиус;
- режиму эксплуатации – частота вращения вала, скорость подачи.
Корректировки вносятся до старта технологической операции, в исходной точке отсчета, на пульте вручную, с записью соответствующего кода, в котором указываются все подготовительные функции.
Опытная автоматическая обработка детали (нескольких заготовок при многопозиционной обработке)
Проводится для проверки правильности заданной программы. Если полученные в ее ходе размеры будут отличаться от расчетных, придется заново выполнять правки, сбрасывая в нуль предыдущую коррекцию и вводя новые уточненные значения.
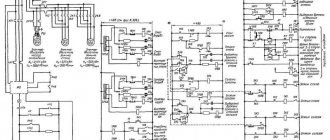
Чертежи и схемы управления фрезерными станками с ЧПУ вы можете запросить у их производителей. Например, компания Сармат, выпускающая такое многофункциональное оборудование, открыта для клиентов, а ее менеджеры всегда рады развернуто проконсультировать по всем вопросам выбора моделей под нужды конкретного предприятия.
Принципы выбора
Существуют разнообразные фрезерные станки по металлу с ЧПУ. Чтобы не допустить ошибок при выборе, нельзя полностью доверяться красивой рекламе. Необходимо обращать внимание на ряд особенностей:
- Разбираться в категориях профессионального и любительского оборудования.
- Учитывать размеры устройства в зависимости от свободной площади в помещении.
- Изучить дополнительные возможности и функционал оборудования.
- Заранее узнать, какое питание необходимо для работы подвижных элементов.
- Брать во внимание материал, из которого изготовлен каркас и крепёжные элементы.
Мощность двигателя выбирается в зависимости от обрабатываемых материалов. Для твердых пород дерева и металла необходим мощный электродвигатель. Высокая стоимость не является показателем качества.