Предназначение
Оборудование применяется для обработки внутренних поверхностей цилиндрической формы. При этом не допускаются отклонения инструмента от центра отверстия. На оборудование выполняют следующие виды работ:
- сверление и расточка отверстий;
- обработка внешних поверхностей заготовок цилиндрической формы;
- снятие фаски, зенкерование, а также развертывание;
- обработка при помощи фрез плоских поверхностей;
- нарезание резьбового профиля;
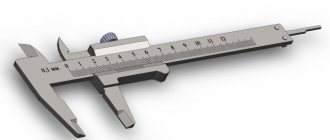
- измерение деталей.
При помощи станка добиваются рассверливание отверстий в таких приспособлениях, как кондуктора, где необходима высокая точность. При использовании инструмента с алмазной крошкой получают полированные поверхности, при жестком требовании допусков и посадок в сборочных чертежах. Благодаря дополнительным приспособлениям производят замеры и разметку отверстий под острыми углами. При помощи оптических приборов достигается точности обработки и измерения до 0,004 мм.
Алмазно-расточной станок
335043 О П И С А Н И ИЗОБРЕТЕН И К АВТОРСИОМУ СВИДЕТЕЛЬСТВ юз Советск иалистическихРеспублик висимое от авт. свидетельстваявлено 06,Х.1970 ( 1481584/25-8 М. Кл. В 23 Ь 41/ заявкиприсоединени Комитет по делам изобретений и открытий при Совете Министров СССР,1972, Бюллетень13 публиковано та опубликования описания 15 Х.1972 Авторыизобретен ф. Дубиненко и В. Ш, Казацк явите АЛМАЗНО-РАСТОЧНОЙ СТАНОК 5 Известны алмазно-расточные станки с устройствами для копменсации тепловых деформаций. Однако в них должны быть установлены специальные охлаждающие агрегаты, кроме того, они не учитывают температурных 5 смещений в горизонтальной плоскости стола с установленной на нем обрабатываемой деталью, а также моста со шпиндельной головкой в случае смещения последней относительно вертикальной оси моста. 10Предлагаемый алмазно-расточный станок отличается от известных тем, что мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена с фиксирующим устройством, управляемым сигналами, посту пающими от регистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.Указанные отличия позволяют компенсировать горизонтальные смещения оси обрабаты ваемой детали путем получения разнонаправ ленных и регулируемых переметцений оси шпиндельной головки.На чертеже представлена схема предлагаемого станка, 2 Станок состоит из станины 1, подвижного стола 2, шпиндельной головки 8, установленной на мосту 4 с направляющими скалками 5 (по две с каждой стороны моста).Каждая направляющая скалка 5 входит в 30 упругую гидропластную втулку б, смонтированную в выступах 7 станины 1. На станине 1 мост 4 крепится при помощи фиксирующих устройств, состоящих, например, из четырех гидроцилиндров 8 с,пружинами 9 и поршнями 10 проставок 11 и гидропластных втулок б,Направленные температурные смещения оси шпиндель ной головки осуществляются следующим образом: с пуском станка масло подается в верхние полости двух, например левых, гидроцилиндров 8, в результате чего освобождаются левые направляющие скалки 5 моста 4.Ось шпиндельной головки 8 смещается в горизонтальной плоскости в результате температурных деформаций моста 4 влево в сторону освобожденных направляющих скалок 5, Когда смещение оси шпиндельной головки достигнет установленной величины, датчик, регистрирующий это смещение, подает сигнал на отключение масла от левых цилиндров 8, вследствие чего левые направляющие скалки 5 будут вновь зафиксированы усилиемпружины 9.При необходимости смещения оси шпиндельной головки 8 вправо масло подается к правым гидроцилиндрам 8, произойдет освобождение правых направляющих скалок 5 моста 4, Теперь ось шпиндельной головки 8 будет смещаться вправо вместе с расширяю335043 датчиков, на станине которого установл н мост, несущий шпипдельную головку, отличающийся тем, что, с целью компенсации горизонтальных смещений оси обрабатываемой 5 детали путем получения разнонаправленныхи регулируемых перемещений оси шпиндельной головки, мост выполнен в виде плиты с направляющими скалками, каждая из которых соединена,с фиксирующим устройстзом, 10 управляемым, сигналами, поступающими стрегистрирующих несоосность осей шпиндельной головки и обрабатываемой детали датчиков.2. Станок по п. 1, отличающийся тем, что 15 фиксирующее устройство выполнено, например, в виде гидроциливдра с,подпружиненным поршнем и установленной в выступах станины гидропластной втулки, во внутреннее отверстие которой входит направляющая 20 скалка. оставитель Г, Довиа Корректор Т. Китае Текр урилко ри акт аказ 1401/8 Изд.593 ЦНИИПИ Комитета по делам изобретений Москва, Ж, Раупунова,я, п нп щимся в эту сторону мостом 4, т. е. в процессе работы станка можно смещать ось шпиндельной головки 3 в горизонтальной плоскости относительно первоначального положения вправо и влево на величину, определяемую датчиком и равную смещению оси обрабатываемой детали.В качестве фиксирующих устройств можно применить любое другое известное приспособление. Также ясно, что скалки,в этом случае могут быть выполнены не цилиндрической формы, а их число — другим
Важно только, чтобы мост имел возможность направленного горизонтального перемещения, управляемого с помощью датчиков и фиксирующих устройств.Предмет изобретения1. Алмазно-расточной станок с компенсацией гемпературных смещений по сигналам Тираж 448 Подписноеоткрытий при Совете Министров СССРая наб., д
4/5 Смотреть
Устройство и принцип работы
Координатный станок имеет следующую конструкцию:
- рабочий стол, который перемещается в двух направлениях по оси X и Y, на нем закрепляется обрабатываемая заготовка;
- стойка и станина изготавливаются из чугуна высокого качества, на них устанавливают металлические направляющие и панель управления станком;
- траверса;
- расточные головки.
Для выполнения расточки рабочим следует выполнить следующие манипуляции:
- закрепление детали на рабочем столе в специальном приспособлении;
- в конусе шпинделя устанавливается режущий инструмент;
- от размера детали зависит высота расположения траверсы с инструментом.
Для того чтобы установить шпиндель на определенные координаты проводят перемещение стола относительно резца. В промышленности выделяют несколько видов инструмента для координатных станков:
- проходные;
- подрезные;
- канавочные;
- резьбовые;
- сверла;
- зенкера и зенковки;
- развертки.
Расточка отверстий (Фото: Instagram / remplazmatsentr)
Классические обозначения
Все координатные станки с ЧПУ стараются изготавливать со стандартными именами осей. Однако производитель может менять буквенное обозначение по своему усмотрению. Сложилось так, что горизонтальное перемещение ассоциируется с латинской буквой X, Y чаще выполняет роль вертикальной проекции, но на 5-координатных системах эта ось является вторым направлением движения стола.
Перемещение по вертикали и по направлению движения инструмента к детали обозначают латинской буквой Z. Причем увеличение счета положения происходит при направлении от заготовки. C осью чаще именуют вращательное движение, чаще такое обозначение используется при цилиндрической обработке.
Дополнительные оси назначаются согласно продолжению алфавита. Однако диску вращения инструмента присваивается буква A. Противошпиндель именуется буквой E. Дальнейшие наименования производитель станка выбирает согласно своим предпочтениям.
Технические характеристики
Расточные станки по металлу имеют следующие характеристики:
- номинальные размеры поверхности рабочего стола — от 250х450 мм до 630х1100 мм;
- масса оборудования — от 1500 кг до 7800 кг;
- минимальный диаметр расточки — от 12 мм;
- возможность обработки отверстий — до 250 мм в диаметре;
- масса детали — до 600 кг;
- количество оборотов шпинделя — от 50 до 3000 оборотов в минуту;
- номинальная мощность приводного двигателя — от 2 кВт до 10 кВт.
Разновидности
Координатно-расточные станки по типу конструктивного исполнения бывают двух видов:
- Одностоечные. Заготовка в оборудовании закрепляется на рабочем столе, который перемещается по горизонтали в двух направлениях. При этом режущий инструмент устанавливается в шпиндель и двигается вертикально.
- Двухстоечные. Как и аналог имеет стол с возможностью крепления обрабатываемой заготовки, двигается только в продольном направлении. Применяемая в конструкции траверса имеет направляющие для перемещения шпинделя с инструментом по горизонтали и вертикали.
По автоматизации станка различают:
- установленные индикаторы, возможность набора координат для обработки;
- применение числового программного управления;
- приспособление для автоматической замены режущего инструмента в зависимости от условий обработки;
- возможность синхронизации с блоком программного управления рабочего стола, где закрепляется заготовка.
Размеры оборудования зависят от диаметра шпинделя.
Одностоечный координатно-расточный станок (Фото: Instagram / rage_83)
Область применения
Многоосевые станки пользуются спросом практически у любого производителя металлических изделий, мебели, пластмасс, уникальных изделий. Наибольшее количество координатных систем насчитывается в автомобиле- и авиастроении, космической промышленности. Также такие машины можно увидеть на площадках разделки листового материала.
Вертикальные многоосевые центры мобильны и легко устанавливаются на ровной площадке на новом месте. Производители закладывают возможность модернизации оборудования путем добавления осей, соответственно увеличивать приходится память, количество входов на интерфейсных платах. Из 3-координатного центра можно легко получить 5 или 6-осевые системы.
Принцип выбора
При покупке оборудования следует учитывать следующие параметры:
- допустимый размерный ряд обрабатываемых деталей;
- массу станка;
- диапазон внутренних отверстий;
- количество оборотов шпинделя с инструментом в минуту;
- величину, массу заготовки;
- мощностные показания приводных двигателей по всем направлениям движения элементов оборудования.
Преимущества и недостатки
Достоинства:
- повышенная точность обработки заготовки в отличие от аналогов;
- увеличение производительности станка при использовании блока ЧПУ;
- использование в промышленности с возможностью монтажа оборудования в линиях серийного производства;
- защита рабочей зоны;
- получение отверстий сложных форм, при использовании программных координат;
- небольшие размеры;
- в промышленности данный аппарат способен заменить несколько станков.
Недостатки:
- высокая стоимость;
- сложный ремонт и обслуживание координатно-расточных станков, в результате чего требуется привлекать обученный персонал.
Высокоточное оборудование (Фото: Instagram / stan.samara)
Производители и стоимость
Выпуском данного оборудования занимаются несколько компаний среди которых:
- ЗАО «Стан-Самара». Основано в 1991 году, параллельно на предприятии производят оборудование для шлифования.
- ОАО МЗКРС. Расположено в Москве, основано в 1942 году.
- Зарубежная модель Newall. Особенностью производимого оборудования считается размеры стола 380х530 мм.
- WKV, а также WHN.
При покупке координатно-расточных станков потребитель должен быть готов к затратам. Стоимость оборудования зависит от технических параметров и изменяется от 150000 рублей до 1500000 рублей.
Полный процесс производства
Координатно-фрезерный станок с ЧПУ работает по стандартному алгоритму. Сначала создается модель будущей детали на бумаге или персональном компьютере. Далее следует перенос размеров и контуров через приложение в понимаемый машиной вид векторной графики. Программист задает направление движения инструмента, вставляет технологические паузы. Выбирает тип инструмента, скорость обработки, точность позиционирования вращающихся осей.
После преобразования модели в машинные коды станок готов выполнять нарезку детали. Но перед этим следует отладка программы. Сначала проводится 3D-отработка перемещений и контроль получаемого результата. Затем на ограниченной подаче запускают цикл автоматики без вращения главного узла – шпинделя. Если все проходит гладко и без отклонения траектории движения, то начинают нарезку детали.
Следует помнить, что ни один ЧПУ-станок не может физически иметь защиту от невежд. В лучшем случае производители предусматривают мягкие предохранительные муфты от механических повреждений. Но даже такая малая поломка может привести к длительному простою оборудования. Поэтому все цифры, вносимые в программу обработки, должны быть осмысленными и рассчитанными. Аналогично действуют при добавлении корректоров на износ инструмента и компенсацию люфтов.
Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.
Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка (Фото: Instagram / yulekmoto)
Привод
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.
Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.
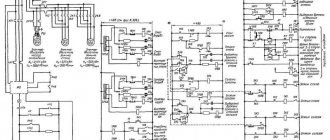
Кинематическая схема горизонтально-расточного станка 2А620
Кинематическая схема горизонтально-расточного станка 2а620
Привод главного движения горизонтально-расточных станков 2А620Ф1
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Эксплуатация
Для предотвращения несчастных случаев следует соблюдать требования безопасности:
- при замене инструмента на высоте необходимо использовать закрепленные площадки;
- установку режущего инструмента проводить при полном останове шпинделя;
- резец подводить к заготовке на малой скорости, чтобы избежать поломки приспособления;
- запрещается приближаться на опасные расстояния к шпинделю при обработке;
- закреплять инструмент необходимо специальными приспособлениями;
- заготовки должны быть жестко закреплены на рабочем столе.
При соблюдении требований безопасности во время работы на координатно-расточном станке предотвращается возникновение несчастных случаев.