ООО СО «ПРЕССМАШ» осуществляет производство и продажу кривошипных прессов открытого типа. Оборудование предназначено для обработки листового проката методом холодной штамповки. На открытых кривошипных прессах могут выполняться следующие операции:
- гибка,
- обрезка,
- пробивка отверстий,
- неглубокая вытяжка,
- вырубка и ряд других действий.
Функциональность данного оборудования позволяет изготавливать детали различной формы – от простых пластин и дисков до ступенчатых валов. Штамповая оснастка позволяет придавать заготовкам определенную форму. Открытый кривошипный пресс относится к наиболее востребованным категориям оборудования, применяющегося в металлообработке.
Сведения о производителе однокривошипного пресса КД2124
Разработчик однокривошипного пресса КД2124 — Азовское специальное конструкторское бюро кузнечно-прессового оборудования и автоматических линий, СКБ Ко.
Пресс КД2124 производился на заводах:
- Сальский завод кузнечно-прессового оборудования, г Сальск
- АКМА, Астраханский машиностроительный завод КПО, г. Астрахань
- Ленинаканский завод КПО г. Ленинакан (Гюмри)
В настоящее время пресс КД2124 производят:
- Долина, ПАО Кувандыкский завод КПО г. Кувандык Оренбургская обл.
- ПрессМаш, ООО Станкостроительное Объединение, г. Москва
- ПрессКомплект, ООО г. Сальск Ростовской обл.
- ПромСтройМаш, ООО г. Оренбург
- Строительные машины, ООО г. Санкт-Петербург
- ЮУМЗ, ООО Ужно Уральский механический завод, г. Кувандык
- Станкогид, ООО г. Оренбург
Машины, выпускаемые Сальским заводом кузнечно-прессового оборудования
- КД2122
— пресс однокривошипный простого действия открытый 160 кН - КД2124
— пресс однокривошипный простого действия открытый 250 кН - КД2126
— пресс однокривошипный простого действия открытый 400 кН - КД2128
— пресс однокривошипный простого действия открытый 630 кН - КД2322
— пресс однокривошипный простого действия наклоняемый 160 кН - КД2324
— пресс однокривошипный простого действия наклоняемый 250 кН - КД2326
— пресс однокривошипный простого действия наклоняемый 400 кН - КД2328
— пресс однокривошипный простого действия наклоняемый 630 кН
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.
Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.
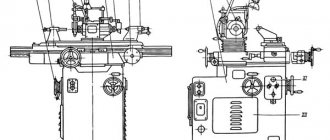
Общий вид однокривошипного пресса КД2124
Фото однокривошипного пресса КД2124
Фото однокривошипного пресса КД2124
Фото однокривошипного пресса КД2124
Фото однокривошипного пресса КД2124
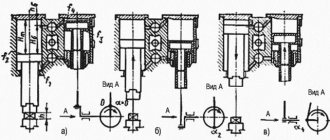
Значения первых двух цифр в обозначениях гидравлических прессов:
рис. 2. Классификация и обозначение гидравлических прессов
- П32 — пресс листоштамповочный, отбортовочный
- П60, П61, П63 — пресс одностоечный правильно запрессовочный
- П31, П34 — пресс одностоечный простого действия
- П33 — пресс рамный двойного действия
Расположение составных частей однокривошипного пресса КД2124
Расположение составных частей пресса КД2124
Перечень составных частей однокривошипного пресса КД2124
- Механизм наклона — КД2324-12-001
- Ограждение привода — КД2324-71И-001
- Устройство «Муфта-тормоз» — КД2324-26Е-001
- Станина — КД2324-11И-001, КД2124-11И-001
- Привод — КД2324-21И-001
- Воздухопровод — КД2324-41И-001
- Ограждение рабочей зоны — КД2324-73И-001
- Электрооборудование — КД2324-91Е-001
- Уравновешиватель ползуна — КД2324-34-001
- Вал эксцентриковый — КД2324-23Е-001
- Ограждение — КД2324-72-001
- Ползун — КД2324-31И-001
- Маслопровод — КД2324-82-001
Скачать файлы
Если хотите узнать, как составляются релейные схемы по науке – скачайте интересную книжку:
• Логические приемы составления и анализа релейно-контактных и бесконтактных схем / Методические указания (пособие) к практическим занятиям по курсу «Системы автоматизированного управления» Направление 220300 — Автоматизированные технологии и производства, pdf, 304.8 kB, скачан: 965 раз./
Файл Splan, в котором я делал схемы к этой статье:
• Пресс КД / Схемы в формате SPlan., zip, 16.7 kB, скачан: 1234 раз./
Расположение органов управления однокривошипным прессом КД2124
Расположение органов управления прессом КД2124
Перечень органов управления однокривошипным прессом КД2124
- Педаль
- Кнопка «Ход ползуна» (двурукое включение)
- Кнопка «Стоп автоработы»
- Кнопка «Общий стоп»
- Выключатель местного освещения
- Световая сигнализация
- Кнопка «Смазочный насос»
- Световая сигнализация
- Счетчик числа ходов
- Переключатель режимов работы
- Вводные выключатель
- Замок цепи управления
- Кнопка «Пуск станка»
Нулевая защита
Про нулевую защиту я уже писал в статье про аварийные цепи в промышленном оборудовании. Основной смысл таков, что станок не должен начать вращаться при включении питания. Нужно сначала привести все механизмы в исходное состояние, нажать на кнопку готовности, и только потом можно запускать двигатели.
Например, такой принцип заложен в нулевой защите токарных станков – при подаче питания двигатель невозможно будет включить, пока коробка передач не будет приведена в нейтральное положение.
Предлагаю схему, которая при подаче питания проверяет, что педаль в ненажатом состоянии, о чем будет говорить включенное реле КА3:
Схема с нулевой защитой
При кратковременном нажатии педали SB реле КА3 продолжает оставаться включенным на самоподхвате, и на самоподхват становится КА1. Через контакты реле КА1 и КА3 включается ЭМ. При деактивации датчика (конец цикла) оба реле сбрасываются. За счет инерции датчик опять становится активным, и КА3 включается. Схема вновь готова к работе.
Такая схема исключает самопроизвольное включение пресса при проблемах с педалью – застревание, нажатие произвольным предметом.
Кинематическая схема однокривошипного пресса КД2124
Кинематическая схема однокривошипного пресса КД2124
- Электродвигатель 4АС
- Шкив привода
- Маховик привода
- Муфта-тормоз
- Винт механизма наклона
- Планка выталкивателя
- Ползун
- Винт регулировочный
- Вал эксцентриковый
- Втулка эксцентриковая
- Гайка
Режимы работы однокривошипного пресса КД2124
В зависимости от характера выполняемых работ и от наличия средств механизации в управлении прессом предусмотрены следующие режимы работы:
- Одиночный ход;
- Включение кнопками (двурукое включение);
- Включение педалью;
- Непрерывные ходы;
- Толчок;
- Ручной проворот.
Одиночный ход
Режим «Одиночный ход» предусматривает работу пресса от кнопок двурукого управления и от педали.
Непрерывные ходы
Режим «Непрерывные ходы» предусматривает только кнопочное управление. Переключатель режимов в блоке управления бесконтактном БУБ-1A устанавливается в положение «Непрерывные ходы». Подвижный экран «Ограждение рабочей зоны» наклоняемых и ненаклоняемых прессов необходимо опустить в нижнее положение.
Нажатием кнопки «Пуск электродвигателя» на пульте управления включается электродвигатель.
Нажатием кнопок двурукого управления производится включение муфты-тормоза. Если подвижный экран «Ограждение рабочей зоны» не опущен или не опустился в самое нижнее положение, то при нажатии кнопок двурукого управления муфта-тормоз не включится.
При включенной муфте-тормозе ползун пресса совершает ходы автоматически. Срабатывание командоаппарата в конце каждого хода ползуна при этом не будет оказывать влияние на работу электросхемы. Отключение муфты-тормоза производится нажатием кнопки «Стоп непрерывных ходов». При этом происходит срабатывание командоаппарата в конце хода ползуна.
Кнопку «Стоп непрерывных ходов» необходимо нажимать до тех пор, пока бесконтактные выключатели сработают, муфта-тормоз выключится и ползун остановится.
Режим «Непрерывные ходы» применяется при наличии средств автоматизации, подачи заготовок в штамп и удаления деталей за пределы рабочей зоны, а также при штамповке из полосы с ручной подачей в закрытом штампе, исключающем доступ рук в рабочую зону.
Толчок
Режим «Толчок» предусматривает только кнопочное управление. Переключатель режимов в блоке управления бесконтактном БУБ-1A устанавливается в положение «Толчок», а второй переключатель — в положение «Кнопки».
Нажатием кнопки «Пуск электродвигателя» на пульте управления включается электродвигатель. Нажатием кнопок двурукого управления производится включение и отключение муфты-тормоза. Продолжительность включенного состояния муфты-тормоза соответствует времени нажатия кнопок, благодаря чему можно остановить ползун в нужном положении.
Режим «Толчок» разрешается применять только при наладке штампов.
Ручной проворот
Режим «Ручной проворот» предусматривает перемещение ползуна при вращении привода вручную ломиком при включенной муфте-тормозе. При переходе на данный режим необходимо убедиться в полной остановке маховика.
Переключатель режимов на блоке управления бесконтактной БУБ-1A устанавливается в положение «Ручной проворот». При этом происходит включение муфты-тормоза при отключенном электродвигателе,
Режим «Ручной проворот» разрешается применять при наладке прессов. Перемещение ползуна осуществляется при вращении привода вручную ломиком, установленным в отверстие маховика.
Отключение муфты-тормоза осуществляется поворотом переключателя режимов в любое другое положение.
Способ управления муфтой-тормозом, кнопками или педалью выбирается переключателем на блоке управления бесконтактном БУБ-1А.
Кнопочное двурукое управление
Переключатель устанавливается в положение «Двурукое управление кнопками». Нажатием кнопок двурукого управления на пульте управления производится включение муфты-тормоза на один ход.
В конце этого хода бесконтактные выключатели срабатывают. Муфта-тормоз отключается и ползун останавливается в верхней мертвой точке.
Для осуществления последующего хода ползуна необходимо отпустить и повторно нажать обе кнопки двурукого управления на пульте управления.
Управление педалью
Переключатель устанавливается в положение «Педаль». В наклоняемых и ненаклоняемых прессах экран «Ограждение рабочей зоны» необходимо опустить в нижнее положение. Нажатием педали производится включение муфты-тормоза. Если подвижный экран «Ограждение рабочей зоны» не опущен или не опустился в самое нижнее положение, то при нажатии на педаль муфта-тормоз не включится. В конце этого хода бесконтактные выключатели срабатывают, муфта-тормоз отключается и ползун останавливается в верхней мертвой точке. Для осуществления последующего хода ползуна необходимо отпустить и повторно нажать педаль.
В режиме «Одиночный ход» кнопочное двурукое управление применяется при штамповке из штучных заготовок с загрузкой и выгрузкой вручную.
Управление от педали применяется при штамповке из листа полосы или крупногабаритных заготовок, которые в процессе опускания ползуна необходимо удерживать руками при наличии на прессе неподвижного ограждения рабочей зоны, а также при штамповке из штучных заготовок при наличии защитных устройств.
Регулирование
После наладки и опробования пресса и в процессе его эксплуатации возникает необходимость в регулировании отдельных составных частей прессов.
Ремни на шкивы клиноременной передачи должны надеваться вручную без применения каких-либо инструментов.
Натяжение ремней при эксплуатации пресса необходимо периодически контролировать и регулировать.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.
Холодная штамповка является одним из разновидностей штампования
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Это интересно: Радиально-сверлильный станок 2М55: характеристики и документация
Описание отдельных узлов кривошипного пресса КД2124
Уравновешиватель
Уравновешиватель предназначен для устранения влияния веса ползуна и верхней половины штампа на работу пресса и для предотвращения произвольного опускания ползуна при аварийных случаях: обрыве винта регулировочного в шатуне или шпилек крышки шатуна.
По конструкции уравновешиватель представляет собой пневматический цилиндр одностороннего действия, установленный на станине.
Шток 3 (рис. 14) соединяется с кронштейном ползуна. Сжатий воздух в пневмоцилиндр 2 поступает из ресивера через отверстие в нижней крышке 4. Поршень I за шток 3 постоянно тянет ползун вверх.
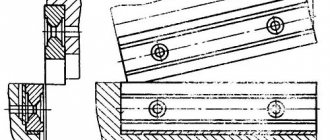
Привод кривошипного пресса КД2124
Привод кривошипного пресса КД2124
Привод пресса осуществляется от электродвигателя 3 через клиноременную передачу 5, маховик 6, муфту-тормоз к эксцентриковому валу.
Электродвигатель установлен на качающейся подмоторной плите 4. Вращение электродвигателя против часовой стрелки (если смотреть на торец вала со стороны маховика).
Регулировка натяжения ремней осуществляется при помощи винта 2 и гайки I.
Устройство «Муфта-тормоз» однокривошипного пресса КД2124
Муфта тормоз однокривошипного пресса КД2124
Устройство «Муфта-тормоз» состоит из нормализованного узла «муфта-тормоз УВ3138», воздухоподводящей головки 19 и маховика 12, опорами которого являются радиальные шарикоподшипники 17, насаженные на втулку 18, которая в свою очередь устанавливается на вал эксцентриковый 22.
Собственно сама муфта-тормоз, жестко сблокированная многодисковая фрикционная с пневматическим включением, состоит из следующих частей:
- ведущей — ведущих дисков 14 муфты с фрикционными накладками 15;
- ведомой — ступицы с неподвижно присоединенным поршнем 2, цилиндра 3, перемещающегося вдоль оси, опорных дисков 8, установленных на резьбе ступицы 21 и поршня 2, нажимного диска 7 тормоза, установленного жестко на цилиндре, промежуточного диска 16 муфты;
- тормозной — тормозного диска 10 с фрикционными накладками.
Устройство «Муфта-тормоз» работает следующим образом: сжатый воздух через воздухоподводящую головку 19, вал эксцентриковый 22 поступает в пневмокамеру 1 и перемещает цилиндр 3 вдоль оси вала эксцентрикового в сторону муфты и зажимает ведущие диски 14 муфты, связанные с постоянно вращающимся маховиком 12 через пальцы 13, обеспечивая передачу крутящего момента через ступицу 21 на вал эксцентриковый 22.
В момент торможения вала эксцентрикового 22 сжатый воздух из пневмокамеры выпускается в атмосферу через воздухоподводящую головку 19, соединительный рукав и клапан трехходовой сдвоенный сблокированный.
При этом цилиндр 3 под воздействием пружин 20 возвращается в сторону тормоза и зажимает тормозной диск 10, сидящий на пальцах 11, связанных со станиной 9. при этом происходит торможение подвижных частей пресса.
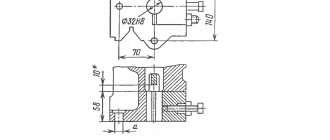
Вал эксцентриковый однокривошипного пресса КД2124
Вал эксцентриковый однокривошипного пресса КД2124
Вал эксцентриковый состоит из собственно эксцентрикового вала 5 (рис. 11), эксцентриковой втулки 6, буксы 8 и переходной втулки 9, предназначенной для установки средств механизации на прессе.
Регулировка величины хода ползуна осуществляется вращением эксцентриковой втулки 6, которая входит в зацепление с валом 5 через зубчатое эвольвентное зацепление и выводится из зацепления вращением гайки 7.
При этом, во избежание смещения шатуна, необходимо между шатуном и буксой станины вложить деревянную проставку.
После установки необходимой величины хода ползуна эксцентриковая втулка 6 вводится в зацепление с эксцентриковым валом 5 и стопорится винтами 10, а деревянная проставка удаляется.
Остановка ползуна в верхней мертвой точке после регулировки величины хода ползуна осуществляется вращением дисков 3. Диски I и 2 предназначены для контроля тормозного пути и для отсчета ходов. Диски заштифтованы между собой и могут проворачиваться вместе после ослабления затяжки болтов 4.
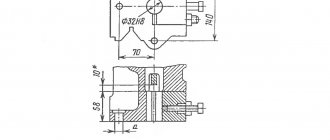
Ползун однокривошипного пресса КД2124
Ползун однокривошипного пресса КД2124
Ползун является рабочим органом, к которому крепится верхняя часть штампа.
Ползун 3 (рис. 12) пресса имеет коробчатую форму с призматическими двухсторонними направляющими.
Ползун крепится к валу эксцентриковому посредством регулировочного винта 10 и разъемного шатуна 11, в корпусе и крышке которого установлены бронзовые вкладыши подшипника скольжения, охватывающие эксцентриковую втулку. В шатун снизу ввернут регулировочный винт 10, шаровая головка которого заключена между нижней опорой 5 и верхним плавающим вкладышем 6.
Шаровая головка, опора и плавающий вкладыш помещены в стакан 4. После регулировки зазора в шаровом соединении гайка 8, ввернутая в стакан, стопорится шпонкой 19. Опорой стакана 4 является срезная предохранительная шайба 22, рассчитанная на разрушение при перегрузке пресса. Предохранительная шайба установлена на клиновой механизм 2 выведения пресса из распора. При срезании предохранительной шайбы необходимо приподнять шатун с регулировочным винтом и стаканом, вращая за маховик пресса в режиме «Ручной проворот», заменить предохранительную шайбу, опустить шатун с регулировочным винтом 10 и стаканом 4 в первоначальное положение, затянуть гайку 9 и застопорить винтом 20.
Регулировка величины штампового пространства производится вращением регулировочного винта за его шестигранник с помощью гаечного ключа. Перед этим необходимо отрегулировать давление в пневмосети регулятором давления в пределах 1,5…2 кгс/см2 для обеспечения легкости проворачивания регулировочного винта.
Установленная величина штампового пространства фиксируется стопорными втулками 15 и 16, которые оттягиваются винтом 17.
Нижний предел регулировки штампового пространства ограничивается фиксатором 14.
Величина регулировки определяется по линейке 12.
В нижней части ползуна расположены отверстия для крепления верхней плиты штампа и отверстие под хвостовик верхней плиты штампа.
Крепление хвостовика осуществляется прижимом 23 посредством двух шпилек с гайками.
Стопорный винт 31 служит для отталкивания прижима при снятии штампа. В пазу ползуна расположено коромысло I выталкивателя. Упорами для коромысла служат регулируемые по высоте упоры 7, закрепленные на станине.
Стопорные втулки 15 и 16 от проворачивания удерживаются винтами 18.
Пневматическая схема однокривошипного пресса КД2124
Конструктивные особенности
Все агрегаты для обработки металлических заготовок имеют примерно одинаковое строение. Можно выделить три основных узла. К ним относятся:
- двигатель оборудования;
- передача крутящего момента;
- исполнительный механизм.
Первые узлы формируют приводную систему, от которой зависит функционирование исполнительного механизма. Каждый орган отвечает за определённый результат. Поэтому следует разобраться в том, какие бывают разновидности машин.
Основные технические характеристики пресса КД2124
| Наименование параметра | КД2122 | КД2124 | КД2324 |
| Основные параметры | |||
| Номинальное усилие пресса, кН (т) | 160 | 250 | 250 |
| Наибольший ход ползуна (штока), мм | 5..55 | 5..65 | 5..65 |
| Размеры стола, мм | 280 х 420 | 340 х 500 | 340 х 500 |
| Размеры отверстия в столе, мм | 140 х 210 | 170 х 250 | 170 х 250 |
| Диаметр отверстия в столе, мм | 180 | 210 | 210 |
| Наибольшее расстояние между столом и ползуном в его нижнем положении — закрытая высота пресса, мм | 220 | 250 | 250 |
| Расстояние от оси штока до станины (вылет), мм | 160 | 190 | 190 |
| Частота ходов ползуна непрерывных, 1/мин | 120 | 160 | 160 |
| Частота ходов ползуна одиночных от кнопки, 1/мин | 55 | 50 | 50 |
| Величина регулировки расстояния между столом и ползуном, мм | 45 | 55 | 55 |
| Расстояние между стойками станины в свету, мм | 200 | 240 | 240 |
| Толщина подштамповой плиты, мм | 40 | 75 | 75 |
| Размеры нижней поверхности ползуна, мм | 190 х 220 | 225 х 280 | 225 х 280 |
| Максимальный ход выталкивателя в ползуне, мм | 40 | 30 | 30 |
| Высота стола над уровнем пола, мм | 760 | 820 | 820 |
| Тип муфты тормоза | УА3135 | УА3138 | |
| Электрооборудование | |||
| Количество электродвигателей | 1 | 1 | 1 |
| Электродвигатель главного привода, кВт | 2,0 | 2,7 | 2,7 |
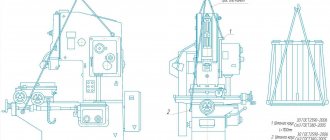
| Габариты и масса пресса | |||
| Габариты пресса (длина ширина высота), мм | 990 х 1085 х 1875 | 1170 х 1191 х 2110 | 1180 х 1600 х 2295 |
| Масса пресса, кг | 1325 | 2100 | 1975 |
- Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
- Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
- Заводы производители кузнечно-прессового оборудования в России
- Классификация и обозначение гидравлических и кривошипных прессов
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Машины гибочные и правильные
- Ножницы гильотинные, пресс-ножницы
- Молоты
- Ремонт гидравлических систем металлорежущих станков
- Обозначения гидравлических схем металлорежущих станков
- Ремонт шестеренных гидравлических насосов
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Классификация и обозначение прессового оборудования
Пример обозначения наиболее часто применяющихся прессов:
КВ2132 — пресс однокривошипный открытый (С — типа), простого действия, двухстоечный с неподвижным столом и номинальным усилием 1600 кН
где:
- К — тип пресса (К, П, И, и А) — пресс кривошипный (механический)
- В — модификация пресса
- 21 — разновидность прессового оборудования по классификации (см. рис. 1)
- 32 — значение основного параметра — номинальное усилие пресса (см. таблицу 1) — номинальное усилие пресса 1600 кН
П6324Б — пресс гидравлический одностоечный правильно запрессовочный с номинальным усилием 250 кН
где:
- П — тип пресса (К, П, И, и А) — пресс гидравлический
- 63 — разновидность прессового оборудования по классификации (см. рис. 2)
- 24 — значение основного параметра — номинальное усилие пресса (см. таблицу 1) — номинальное усилие пресса 250 кН
- Б — модификация пресса
Релейная логика
Как я уже говорил, любой схеме на реле соответствует схема на логических элементах. И, ИЛИ, НЕ, Линия задержки, Триггер (ячейка памяти) – всё это реализуется на реле.
Вот интересное видео, где об этом подробно рассказано:
Рекомендую сайт pro-rza.ru для тех, кто занимается схемами на реле (а также алгоритмами программ) профессионально, а не только на основе интуиции). Также можно найти много интересного по теме, если ввести в Яндексе запрос “схемы на релейной логике”.