Metals, alloys, special alloys, slag-forming additives and other materials that are used to prepare various alloys are called charge materials or charge in the foundry industry. The charge includes: fresh materials (blast furnace cast iron of various grades, copper, aluminum, zinc, nickel, etc.), which come to foundries from metallurgical plants; scrap of ferrous alloys and scrap of non-ferrous alloys, which are processed industrial wastes; special ferroalloys and alloys (intermediate alloys of more refractory elements with low-melting elements) coming from metallurgical plants; waste from foundries and machine shops (sprues, profits, defective parts and briquetted shavings). The quantitative ratio of various materials in the charge depends on the quality of the starting materials and on the requirements for the manufactured alloys.
Main types of melting furnaces
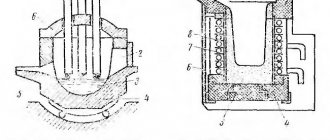
In foundry production, melting furnaces operating on solid, liquid or gaseous fuels (coke, oil, fuel oil, gas) and electric furnaces are used. The first type of furnaces includes cupola furnaces and crucible furnaces, the second type includes electric arc furnaces and electric induction furnaces. The most widely used furnaces for melting cast iron are shaft-type furnaces—cupola furnaces. Gray cast iron produced in these furnaces is used for casting parts of various complexity. Electric furnaces melt steel, alloy cast iron, and white cast iron, which is then processed into malleable cast iron. The cupola furnace diagram is shown in Fig. 35. The cupola is a shaft furnace, the basis of which is a welded metal casing 1, lined on the inside with refractory bricks 2. The gap between the casing and the lining is filled with dry quartz sand 3. There is a loading window in the upper part of the cupola 4. Part of the cupola shaft located below the loading window , is lined with cast iron hollow bricks 5, which protect it from destruction when loading the charge 7.
Load the cupola using a skip hoist or jib crane. The upper part of the cupola ends with spark arrester 6.
To maintain combustion in the cupola furnace, air (blown) is supplied through special holes 8, called tuyeres, and blown by a fan. Molten cast iron along the hearth 9, located in the lower part of the shaft, flows through a special hole and chute into the reservoir 10. At the beginning of work, a layer of coke 500-1500 mm high is loaded into the cupola and ignited. This layer of coke is called blank shell. Then the working coke shell, flux and the first portion of the metal charge are loaded onto the idle shell. After loading the materials, the air necessary for combustion of the fuel is supplied through the tuyeres. In the melting belt, cast iron and slag are melted and flow into the cupola furnace. The resulting gases, rising upward, heat the metal charge and fuel, and then go into the pipe.
As the coke burns and the cast iron melts, the charge loaded into the cupola falls down, and new portions of charge materials are loaded in its place. During the melting process, liquid iron accumulates in the cupola furnace. The slag floats to the surface of the cast iron and is periodically released through the slag tap hole. The accumulated cast iron is drained through a tap hole along a chute into a special storage tank, and then into a ladle. The productivity of cupola furnaces is 0.5–30 tons of cast iron per hour.
For the purposes of fire safety and protection from pollution of the surrounding area, cupola furnaces are equipped with spark arresters, which are also dust collectors.
For melting steel, foundries use open-hearth and electric arc furnaces with basic and acid linings, as well as induction crucible furnaces.
In Fig. Figure 36 shows a diagram of an electric arc furnace. The heat source in this furnace is an electric arc that occurs between the melt 3 located in the bath of the furnace 4 and three graphite electrodes 1 (passing through the roof of the furnace 6), through which an electric current is supplied. The capacity of such furnaces is 1.5-10 tons. Melting duration is 1.5-4 hours. The prepared metal is poured when the furnace is tilted, carried out by a special mechanism, through chute 5. The charge is loaded into the furnace through window 2 or through the furnace roof, raised and rotated by a special mechanism.
Melting steel in an electric arc furnace consists of the following operations: filling the electric furnace, filling the charge, melting the charge and casting the finished steel.
An induction furnace (Fig. 37) consists of a frame 6 made of non-magnetic material, inside of which there is an inductor (coil) made of turns 7 of a copper tube through which cooling water flows. The turns are separated from each other by insulation '8. The melting crucible 5 in this furnace is made of a stuffed lining. The upper parts of the lining 1 and 3 and its lower part 4 are made of shaped refractory bricks, layer 2 is made of refractory coating. The heat source in these furnaces is an induction current excited in the charge loaded into the crucible when an alternating current of high frequency is passed through an inductor.
Read also: Tools for making knives
Rice. 38. Single-phase electric arc furnace for melting copper alloys
Melting of non-ferrous alloys is carried out in crucible furnaces with oil or gas heating, in electric resistance furnaces, as well as in arc or induction electric furnaces.
Copper alloys are melted in crucible, flame and electric furnaces. The most widely used are single-phase electric arc furnaces of the DMK type (Fig. 38). The furnace is a metal drum 1, lined with refractory bricks 2. The heat required to melt copper is created by an electric arc arising between two horizontally located electrodes 3. Mounted on rollers 4, drum 1 can be rotated to a certain angle by a motor and a gear drive.
Charge materials are loaded through a working window equipped with a chute through which the finished melt is released. For the smelting of copper alloys, the charge materials are pigs, machine scrap, waste from own production, etc. During the smelting process of copper, zinc and lead, harmful gases and vapors are released, so smelting furnaces are equipped with powerful exhaust ventilation.
Aluminum alloys are melted in crucible and flame furnaces, electric resistance furnaces and induction furnaces. In Fig. 39 shows a gas-heated crucible furnace for melting aluminum alloys. The furnace has a refractory lining 1, inside which a cast iron crucible 2 is inserted. Gas is supplied to the burner 4 and burns in the space between the lining and the crucible. Hole 3 is provided for releasing metal when the crucible burns out. Combustion products and gases from the alloy are removed by an exhaust hood 5. The furnace is suspended by axles on side supports and can be tilted using a steering wheel and a worm gear.
Unlike industrial equipment, a homemade furnace for melting metal is a compact device. Such portable equipment can be used to smelt, harden or smelt non-ferrous metals.
Melting metal and cast iron
A furnace for melting metal is a body made of fireclay bricks. The binding element is clay. The firebox is designed to burn coal. There is a hole at the bottom through which the air is blown into the inferno. At the bottom there is a cast iron grate called a grate. Coke or coal is laid out on it. It can be removed from the old stove. Sometimes refractory bricks are laid on edge when forming the body. The finished structure is fastened from the outside with a metal belt.
A furnace for melting metals must have a crucible. It can be an enameled or cast iron cauldron. The location of the crucible is next to the burning coke. To improve airflow, a fan is installed nearby. The equipment is used for steel smelting, but can be used as a furnace for cast iron smelting.
Advantages and disadvantages
The use of electric arc furnaces for steel smelting is widely used in the metallurgical industry. The main advantages of using such equipment are the ability to carry out the following operations:
- melting the charge regardless of its composition;
- rapid heating of metal in a furnace;
- temperature control;
- deoxidation of the metal and resulting in a material with a low content of impurities.
When remelting steel in a furnace unit, all conditions are created to reduce the waste of alloying components. This ensures that metal losses due to oxidation at high temperatures are reduced.
Electric arc units are widely used for industrial purposes for melting various metals. With their help you can obtain high-quality strong steel alloys. The efficiency of an arc furnace largely depends on the quality of the heating device. Therefore, you should purchase reliable equipment from well-known and trusted manufacturers.
Electric furnaces for melting metal
The basis of such a stove is asbestos, which can be replaced with tiles. Electrodes installed in a melting furnace with your own hands must have a voltage of 25 V.
They are made in the following order:
- They are machined from the brushes of an electric motor.
- 6 mm holes are drilled into the assembly.
- A wire with a cross section of 5 mm is passed through them.
- A nail is driven in to secure the wiring.
- In order to improve contact with graphite, the file makes notches.
Mica is placed inside the furnace as a heat insulator. When connecting to the network, you need to use a step-down transformer. After production, the oven turns on and runs for some time in idle mode.
Device
An arc furnace with a bottom electrode or another design has a single design principle for such units:
- graphite electrodes for electric arc furnaces – 3 pcs. they are installed in special holders to which cables supplying electricity are connected;
- The furnace body is cylindrical in shape. The lower part is made in the form of a sphere; the charge is placed into it. In the space between the electrodes, after applying a load, an arc occurs, and the melting material is gradually melted and brought to a liquid state. The interior of the hearth is lined with refractory material that can withstand prolonged exposure to high temperatures;
- the outer part is closed using a steel case, in the planes of which an automatic control system with many sensors and thermocouples is fixed. Furnace models can be additionally equipped with a water cooling system;
- a special chute is made to drain the melt;
- on the front side there are several cavities with doors for monitoring the progress of melting and taking samples for chemical analysis of the readiness and quality of steel;
- Several cavities are made in the body to remove slag and add alloying additives and adjust the composition of the steel.
For normal operation, it will be necessary to equip the structure with a high-voltage step-down transformer connected to the power line, buckets for draining finished steel and taps for loading charge and other additives. To ensure the operation of the units, safety valves and an emergency power shutdown system are installed, as well as an automatic control unit for the operation of the furnace.
An arc melting furnace has such a general device. But the design may change with different furnace options.
The figure shows the general diagram of an electric arc furnace.
The size of the electric arc furnace may affect the choice of transformer power, electrode dimensions and wall thickness, but the general design principle remains the same.
The dimensions of the electrodes are selected according to the data in the installation documents.
What steels can be produced in arc furnaces?
When asked what kind of steel can be produced in arc furnaces, an experienced metallurgist will answer without hesitation - all kinds and even cast iron. Even in the online games “space engineers” and “immersive engineering” you will find ways to build such furnaces and produce various alloys and steels. Electric arc structures are used for production on an industrial, laboratory or home scale:
- structural or alloy steel with varying levels of carbon and alloying additives;
- refractory alloys;
- melt gold, silver and other metals in small quantities for a jewelry or home workshop;
- production of all grades of cast iron and for its remelting into alloy steel;
- high-temperature steels are used for growing single crystals and melting optical glass and fibers.
Muffle furnace
Muffle furnaces are often used for heat treatment of parts. Such equipment is characterized by a wide temperature range, from 20 to 1000 degrees.
A muffle furnace for hardening metal operates on different types of energy. However, at home it is better to use a unit that runs on electricity. Hardening is carried out in the furnace muffle.
A muffle furnace is made with your own hands in several stages:
- The muffle is made from fireclay bricks. Due to the round shape of the oven body, their corners are beveled. In each brick, grooves are selected where the spiral is laid.
- If the muffle furnace for melting is made from an oven, then the inside is lined with fire-resistant bricks. Grooves for the spiral are cut into the masonry.
- The chamber, made of refractory brick, is placed in a housing made of steel. Insulation is placed on the bottom. The gap between the side walls of the chamber and the housing is 4 cm, where the insulation is inserted. The top consists of 2 layers of metal and insulation.
- Holes are drilled in the housing, and the ends of the spiral are brought out through them, which are connected to the network cable.
- When using an oven, no insulation is required. It is already provided for in it.
Read also: Tumbling filler otec
Induction heating principle
In order for a metal to move from one state of aggregation to another, it must be heated to a sufficiently high temperature. Moreover, each metal and alloy has its own melting point, which depends on the chemical composition and other factors. An induction melting furnace heats the material from the inside by creating eddy currents that pass through the crystal lattice. The process under consideration is associated with the phenomenon of resonance, which causes an increase in the strength of eddy currents.
The operating principle of the device has the following features:
- The space that is formed inside the coil serves to accommodate the workpiece. This heating method can be used in industrial conditions only if a large device is created into which mixtures of various sizes can be placed.
- The installed coil can have different shapes, for example, a figure of eight, but the most common is the spiral. It is worth considering that the shape of the coil is selected depending on the characteristics of the workpiece being heated.
Induction heating
In order to create an alternating magnetic field, the device is connected to a household power supply network. To improve the quality of the resulting alloy with high fluidity, high-frequency generators are used.
Aluminum smelting
Making a furnace for melting aluminum with your own hands is a real thing. In industrial production, units with the name - rotary-type ovens - are very expensive.
To understand how to make a furnace for melting aluminum, you need to understand their operating principle. There are several types where non-ferrous metal is melted.
Mini oven
Take a car wheel and bury it in the ground so that the top cut does not protrude outward. A hole is made in the middle for the pipe. One end is passed into the hole, and the other is brought out. A cooler is placed on it to pump air. The smelter is filled with coals and aluminum scrap. Air is supplied and the temperature rises.
Metal tank
You can make a furnace for aluminum from a metal tank. For example, the body of a top-loading washing machine. The interior of the structure is lined with refractory bricks. A pipe for air supply is mounted below. Thus, portable equipment is obtained.
From the bottle
One of the unusual ways in which aluminum is melted. Nichrome wire is wound around the bottle. The surface of the bottle is first lubricated with oil. A mixture of liquid glass and clay is applied on top. Drying is carried out for a week. Then another layer of wire is wound and clay is applied. After 7 days, the bottle is removed and only the heat-resistant shell remains. Voltage is connected to the ends of the wire to glow the nichrome, and raw materials are loaded into the hearth.
Who invented it?
An electric arc furnace, namely the effect of melting metal using an electric arc, was first shown by the domestic scientist Popov at the beginning of the 19th century. Such experiments have shown that using an electric arc installation it is possible not only to melt metal and steel, but also to restore new materials from oxides when heated together with carbonaceous reducing agents. These experiments became the ancestor of electric arc welding.
But in parallel with Popov, research was also carried out by foreign scientists. Already in 1810, Davy Humphrey showed the first experimental installation of arc combustion, and in 1853 an attempt was made to build the first smelting furnace by Pichon. 1878 is the year when Wilhelm Siemens received a patent for the invention of the first electric arc furnace. But the world's first arc steel-smelting plant appeared only in 1899. Therefore, disputes about who invented this device continue to this day.
Widespread use of such devices in the steelmaking industry began after the end of World War 2.
Several photos of electric arc furnaces:
Lead smelting
An electric furnace for melting lead consists of the following elements:
- A round casing made of stainless steel, inside of which there is insulation. It is attached with brackets to the wall.
- An industrial heating element is supplied from below.
- There is a rotary type valve on top.
- A sensor that is located 3 cm from the bottom.
- There is a temperature regulator on the side.
By setting the regulator to a certain temperature, we warm up the device. The lead inside melts. At the end of the melt, a mold is placed underneath and the valve opens. Molten lead fills the interior of the mold.
Charge materials
Metals, alloys, special alloys, slag-forming additives and other materials that are used to prepare various alloys are called charge materials or charge in the foundry industry.
The charge includes: fresh materials (blast furnace cast iron of various grades, copper, aluminum, zinc, nickel, etc.), which come to foundries from metallurgical plants; scrap of ferrous alloys and scrap of non-ferrous alloys, which are processed industrial wastes; special ferroalloys and alloys (intermediate alloys of more refractory elements with low-melting elements) coming from metallurgical plants; waste from foundries and machine shops (sprues, profits, defective parts and briquetted shavings). The quantitative ratio of various materials in the charge depends on the quality of the starting materials and on the requirements for the manufactured alloys. Main types of melting furnaces
In foundry production, melting furnaces operating on solid, liquid or gaseous fuels (coke, oil, fuel oil, gas) and electric furnaces are used. The first type of furnaces includes cupola furnaces and crucible furnaces, the second type includes electric arc furnaces and electric induction furnaces. The most widely used furnaces for melting cast iron are shaft-type furnaces—cupola furnaces. Gray cast iron produced in these furnaces is used for casting parts of various complexity. Electric furnaces melt steel, alloy cast iron, and white cast iron, which is then processed into malleable cast iron. The cupola furnace diagram is shown in Fig. 35. The cupola is a shaft furnace, the basis of which is a welded metal casing 1, lined on the inside with refractory bricks 2. The gap between the casing and the lining is filled with dry quartz sand 3. There is a loading window in the upper part of the cupola 4. Part of the cupola shaft located below the loading window , is lined with cast iron hollow bricks 5, which protect it from destruction when loading the charge 7.
Load the cupola using a skip hoist or jib crane. The upper part of the cupola ends with spark arrester 6.
To maintain combustion in the cupola furnace, air (blown) is supplied through special holes 8, called tuyeres, and blown by a fan. Molten cast iron along the hearth 9, located in the lower part of the shaft, flows through a special hole and chute into the reservoir 10. At the beginning of work, a layer of coke 500-1500 mm high is loaded into the cupola and ignited. This layer of coke is called blank shell. Then the working coke shell, flux and the first portion of the metal charge are loaded onto the idle shell. After loading the materials, the air necessary for combustion of the fuel is supplied through the tuyeres. In the melting belt, cast iron and slag are melted and flow into the cupola furnace. The resulting gases, rising upward, heat the metal charge and fuel, and then go into the pipe.
As the coke burns and the cast iron melts, the charge loaded into the cupola falls down, and new portions of charge materials are loaded in its place. During the melting process, liquid iron accumulates in the cupola furnace. The slag floats to the surface of the cast iron and is periodically released through the slag tap hole. The accumulated cast iron is drained through a tap hole along a chute into a special storage tank, and then into a ladle. The productivity of cupola furnaces is 0.5–30 tons of cast iron per hour.
For the purposes of fire safety and protection from pollution of the surrounding area, cupola furnaces are equipped with spark arresters, which are also dust collectors.
For melting steel, foundries use open-hearth and electric arc furnaces with basic and acid linings, as well as induction crucible furnaces.
In Fig. Figure 36 shows a diagram of an electric arc furnace. The heat source in this furnace is an electric arc that occurs between the melt 3 located in the bath of the furnace 4 and three graphite electrodes 1 (passing through the roof of the furnace 6), through which an electric current is supplied. The capacity of such furnaces is 1.5-10 tons. Melting duration is 1.5-4 hours. The prepared metal is poured when the furnace is tilted, carried out by a special mechanism, through chute 5. The charge is loaded into the furnace through window 2 or through the furnace roof, raised and rotated by a special mechanism.
Melting steel in an electric arc furnace consists of the following operations: filling the electric furnace, filling the charge, melting the charge and casting the finished steel.
An induction furnace (Fig. 37) consists of a frame 6 made of non-magnetic material, inside of which there is an inductor (coil) made of turns 7 of a copper tube through which cooling water flows. The turns are separated from each other by insulation '8. The melting crucible 5 in this furnace is made of a stuffed lining. The upper parts of the lining 1 and 3 and its lower part 4 are made of shaped refractory bricks, layer 2 is made of refractory coating. The heat source in these furnaces is an induction current excited in the charge loaded into the crucible when an alternating current of high frequency is passed through an inductor.
Rice. 38. Single-phase electric arc furnace for melting copper alloys
Melting of non-ferrous alloys is carried out in crucible furnaces with oil or gas heating, in electric resistance furnaces, as well as in arc or induction electric furnaces.
Copper alloys are melted in crucible, flame and electric furnaces. The most widely used are single-phase electric arc furnaces of the DMK type (Fig. 38). The furnace is a metal drum 1, lined with refractory bricks 2. The heat required to melt copper is created by an electric arc arising between two horizontally located electrodes 3. Mounted on rollers 4, drum 1 can be rotated to a certain angle by a motor and a gear drive.
Charge materials are loaded through a working window equipped with a chute through which the finished melt is released. For the smelting of copper alloys, the charge materials are pigs, machine scrap, waste from own production, etc. During the smelting process of copper, zinc and lead, harmful gases and vapors are released, so smelting furnaces are equipped with powerful exhaust ventilation.
Aluminum alloys are melted in crucible and flame furnaces, electric resistance furnaces and induction furnaces. In Fig. 39 shows a gas-heated crucible furnace for melting aluminum alloys. The furnace has a refractory lining 1, inside which a cast iron crucible 2 is inserted. Gas is supplied to the burner 4 and burns in the space between the lining and the crucible. Hole 3 is provided for releasing metal when the crucible burns out. Combustion products and gases from the alloy are removed by an exhaust hood 5. The furnace is suspended by axles on side supports and can be tilted using a steering wheel and a worm gear.
Source
Copper smelting
At home, you can use foam concrete material to melt copper. 2 cylinders with a diameter of 100 mm are cut from such material. The height of one is 100 mm, and the second is 15. Laying one on top of the other, a hole with a diameter of 15 mm is drilled in the middle. In the larger cylinder, in the middle, a funnel-shaped hole is made to a depth of 85 mm. In the middle of the cylinder, on the outside, a groove is cut and tied with wire. It is needed to ensure that the part does not fall apart due to temperature.
An adapter is placed on the gas stove. A larger cylinder is placed on top so that the conical funnel is directed upward. The top is covered with a small cylinder with a hole. When lighting the burner, lower a piece of copper rod into a small hole until it touches the wall of the funnel. After a minute the rod will melt.
Melting gold and silver
A gold smelting furnace is easy to make at home. It is also applicable for smelting silver.
The operating procedure is as follows:
- A fireclay brick is taken and cut into 2 parts. Using a Pobedit drill with a diameter of 48 mm, a through hole is made in one half, in the middle. And in the second hole is drilled to half the height.
- A spiral is drawn through the hole and both halves are tightened with bolts, holes for which are drilled from the sides.
- A graphite crucible is installed on top.
- A metal frame is made and both halves are inserted into it.
- All side gaps are covered with clay.
- Voltage is applied to the removed ends of the spiral.
- Pieces of gold or silver are thrown into the crucible.
- During the heating process, the non-ferrous metal melts.
Making furnaces for melting metal with your own hands is a complex process, but doable. To do this, you need to study the characteristics of the types of equipment. Decide which one is most preferable to the given conditions. Manufacturing costs will quickly pay for themselves.
At large enterprises of the Vtorchermet system, it is economically profitable to carry out not only the primary processing of scrap metal, but also its melting with subsequent rolling of the resulting semi-finished products - ingots. This increases the profitability of the operation of such enterprises, since the operating costs of purchasing equipment are recouped by the quick sale of products. Subject to compliance with technical production standards, it turns out to be of almost the same quality as steel produced at specialized metallurgical plants. The first link in this chain is furnaces for smelting metal from scrap metal.
Read also: How to unscrew a stuck bolt in a faucet
Which melting furnace to choose and where to buy it
When choosing such equipment, you need to focus on exactly what tasks you plan to perform with its help.
See also:
Bias-controlled shunt reactors - what kind of equipment they are and scope of application https://euroelectrica.ru/upravlyaemyie-podmagnichivaniem-shuntiruyushhie-reaktoryi-chto-eto-za-oborudovanie-i-sfera-primeneniya/.
Interesting on the topic: Types of pneumatics and braking systems for commercial vehicles from Knorr-Bremse
Tips in the article “Overview of the characteristics of the Volcano VR mini AC fan heater” here.
Today you can purchase equipment for the metallurgical industry from major suppliers or directly from manufacturers. As a rule, both of them offer delivery, commissioning, maintenance, repairs and other services.
Types of furnaces for producing ingots from scrap metal
Of the variety of melting units intended for melting scrap metal, two types find the greatest practical application: electric arc furnaces and electroslag remelting furnaces. The former are more suitable for industries with a relatively small turnover, the latter - more productive and allowing automation of the smelting process - are installed at large enterprises.
Each of these types of melting equipment has its own advantages and disadvantages. For example, arc furnaces are characterized by higher efficiency and the ability to melt different types of steel in the same unit. In turn, in electroslag remelting furnaces, metal is obtained of higher quality. For example, in ingots obtained by this method there is no gas porosity, and the final metal comes out much cleaner, which helps to increase demand for it. Unlike electric arc furnaces, electroslag remelting furnaces can also be ordered at non-specialized metalworking industries.
Both types of equipment are equally suitable for producing not only ferrous, but also non-ferrous metals. The advantage of arc furnaces is that the construction of such furnaces will require significantly smaller areas.
Operating principle of steel-smelting electric arc units
The main function of arc furnaces is to release heat to the arc due to the high accumulation of electricity. Thanks to this, metal is melted at a significant heating rate.
An arc can burn both in the vapor of the processed material and in a normal atmosphere. The most popular in the industrial sector are electric arc steel-smelting furnaces. To produce steel, secondary raw materials – scrap – are consumed. The melting process consists of several stages:
- the vault rises;
- the charge is loaded into the furnace using a special crane;
- the arch is fixed in place;
- electrical power is supplied to the electrodes;
- electrical conductors touch the scrap loaded into the unit;
- an interphase short circuit is formed;
- automatic lifting of holders with electrodes is triggered;
- an electric arc ignites.
Thus, the operation of the furnace begins, which occurs at a high power temperature. It consists of the following main stages:
- Melting scrap metal. The heated charge is covered with a protective film, which blocks the access of harmful gases to the material. At the same time, various substances that have a bad effect on the quality of the metal are absorbed.
- Oxidation process. Harmful elements are corrected. At this time, the temperature in the unit rises. Its value becomes 120 degrees higher than the limit established for metal melting. Phosphorus and sulfur should occupy no more than 0.15 percent in the total composition. Hydrogen and nitrogen levels are also monitored.
- Recovery. Sulfur elements are removed from the material, and the composition of the metal is brought to standard values.
The operating process of a furnace device largely depends on its design and functional features.
Electric arc furnaces for melting scrap
The most compact electric arc remelting furnace consists of the following components:
Arc furnace structure
- Graphitized electrodes, with the help of which electric current is supplied to the molten mass of metal (with an increase in the number of electrodes, the productivity of the unit increases, but their increase by more than three in parallel complicates the design of the furnace).
- A cylindrical steel body, which is lined inside with acidic or alkaline lining materials.
- The hearth where the starting material (scrap) is loaded.
- Fireproof vault with holes through which electrodes are supplied.
- Unit for releasing the finished melt with a discharge chute.
- Drive for rotating and tilting the housing to drain the semi-finished product.
- Support frame.
For the operation of such a furnace when melting prepared metal waste, a charge will be required - additives and impurities that ensure the production of metal of the required quality. When smelting alloy steels, it is enough to have raw materials of the required chemical composition on the hearth. In the conditions of existing Vtorchermet enterprises, this is difficult to accomplish, since preliminary and accurate sorting of scrap metal by steel grade is necessary.
Electric arc furnace Siemens
The raw materials for loading the furnace include:
- Scrap metal pre-crushed or cut into dimensional pieces;
- Pig iron;
- Coke or broken electrodes;
- Lime intended for deoxidation.
The percentage composition of the components must be accurately calculated to obtain steel of the required quality in accordance with the requirements of GOST 1050. In practice, this is not always possible, therefore, in most cases, they are limited to smelting steel with specified mechanical properties, i.e., ordinary quality according to GOST 380.
Steel production occurs in the following sequence. After lowering the electrodes until they come into contact with the scrap, the current is turned on and the raw materials are melted. When air is supplied to the working space of the furnace, oxidation of the raw material components occurs, and the resulting slag binds harmful additives - sulfur and phosphorus. When the melt temperature reaches more than 1560 0 C, slag is removed, after which the liquid metal is deoxidized with aluminum and calcium silicates. The finished products are poured through a chute into molds prepared for filling.
Old Soviet educational film - Construction of an electric arc furnace (modern furnace designs are fundamentally no different).
Furnaces for firing raw materials and intermediate products
A multi-hearth furnace is a vertical cylinder with a diameter of 4-8 m and a height of 4-12 m, divided in height by horizontal hearths. The initial charge is loaded onto the upper hearth and is sequentially moved from the hearth to the under by a rake device consisting of a central shaft and handles with paddles. Fuel and air are supplied to the furnace through windows on each hearth.
A drum rotary kiln has the shape of a horizontal cylinder with a diameter of 2-5 m and a length of 20-150 m. The charge and fuel usually enter the kiln from opposite ends of the kiln. The movement of the charge occurs due to rotation and some tilt of the furnace itself.
The sintering machine consists of a continuously moving chain of steel grates 1-4 m wide and 10-50 m long. The charge is poured in a layer on the surface of the grates and ignited in the head of the machine, and the air required for firing is sucked through the layer of material on the grates.
A furnace for firing in a fluidized bed is represented by a chamber with a transverse dimension of 2-8 m and a height of 3-15 m. Air entering the furnace through a hearth with a large number of holes maintains the processed material in a state of continuous movement, reminiscent of boiling liquid.