Cleaning the surface of metals is necessary for various technological processes of joining them, for example welding, soldering, gluing. Cleaning is also used for surface treatment of materials (surface alloying, coating, hardening, etc.), surfacing, thermal cutting, gouging, etc.
Photo. Cleaning a metal part with a grinding machine
All methods of cleaning metal for welding can be divided into main classes: mechanical, chemical and thermal.
The choice of the correct cleaning method depends on the chemical and mechanical characteristics of the contamination, the characteristics of the material being cleaned, the dimensions of the product and its configuration; environmental conditions and related possible emissions into the atmosphere, labor safety and the availability of treatment facilities.
Mechanical weld cleaning methods are the most common and relatively inexpensive. There are possibilities for combining them with other mechanical operations intended for processing workpieces.
Chemical cleaning methods have found their use as the final stages of processing before welding. Often used in metallurgy.
Thermal cleaning is considered the most universal and high-performance method, which is easy to combine with subsequent technological processes.
Mechanical cleaning methods
Manual cleaning with power tools
It is used for the initial preparation of parts for welding using wire brushes, chisels, and chipping hammers. Also for cleaning the internal surfaces of pipes for welding with pigs and pistons.
Abrasive blast cleaning
Used to clean parts with a thickness of at least 3 mm. Otherwise, parts may be deformed.
Abrasive powder cleaning
To remove scale from the surface of rolled products.
Shot blasting
When preparing the surface for coating with varnish and paint.
Thermokinetic cleaning
Used to remove polymer, gummed, metallized coatings, hardened and unhardened petroleum products, oil and bitumen contaminants. For cleaning multi-layer paint and epoxy-based coatings.
Water jet cleaning
For cleaning the surface of welds, scale, corrosion, coatings and deposits. Used in the construction of turbines, oil tanks, bridges, tunnels, buildings, vehicles and in the cleaning of titanium alloy sheets.
Magnetic abrasive cleaning
For cleaning before welding parts and products intended for spacecraft and chemical engineering.
Magnetic pulse cleaning
For cleaning products of any configuration in case of sticking and freezing of bulk materials.
Shock wave cleaning
For cleaning the internal surfaces of pipelines and boilers
Electrohydro-pulse cleaning
For cleaning heat exchangers, heating systems, boilers, sewerage and water supply. For cleaning artesian wells and many other types of pipe equipment.
Ultrasonic cleaning
For cleaning tools (drills, cutters, needle files, files, etc.), precision mechanics parts, watch movements, jewelry, electronics, silicon wafers, etc.
Cleaning with a jet of ice particles
For cleaning from antioxidants, corrosion, polymers, oil, bitumen, soot and soot, petroleum, chemicals and paint. Typically, drill pipes, nuclear power plants, building facades, monuments, pipelines, etc. are cleaned.
Cleaning up minor defects
To remove small defects on the paintwork, an eccentric rotary-vibrating machine with an eccentric stroke of 5-8 mm, a rigid plate (for example, with a diameter of 115 mm) and grinding wheels of P80 and P150 gradation are suitable (the first are used in the main defect area, the second - in peripheral areas ). Operating speed - up to 10,000 rpm.
Examples include a Rodcraft 7665 two-handed pneumatic machine or an electric Festool WTS 150/7, a Sia 7-hole sanding pad and siadrive siafast sanding paper (see table at the end of the article).
Professional eccentric sander Festool WTS 150/7 (eccentric stroke 7 mm)
Special SCM circles also cope effectively with this task. And not only when removing standard layers of paintwork with minor defects, but also when removing thick layers of repair coatings.
Chemical cleaning methods
[context]
Washing
Water-based products with the addition of alkali, surfactants or organic solvents - used for degreasing, removing varnishes and old paints.
Electrochemical etching, electrolytic and electrolyte-plasma cleaning
Used to degrease surfaces, remove oxides and scale. Used primarily in rolling production.
Salt baths
Cleaning the metal surface from scale, graphite, sand before soldering or application.
Thermal cleaning methods
Gas flame cleaning
Gas flame cleaning of metal is used to remove scale.
Electric arc cleaning in vacuum
For cleaning and passivation of sheet metal in the production line of drawing and rolling mills.
Electroerosive cleaning
For cleaning and simultaneous welding of thin-walled products made of aluminum, copper and nickel using the magnetic pulse method
Cleaning in a glow gas discharge
For cleaning metal from oxides before vacuum brazing and diffusion welding.
Ion beam cleaning
For final cleaning of metal, polymer, dielectric, and semiconductor surfaces before coating.
Laser cleaning
For cleaning molds, rails and materials in nanotechnology. For cleaning equipment surfaces from radiation.
Steam jet cleaning
Cleaning smooth and uneven surfaces (including welds) from oils, fats, and water-soluble contaminants.
Dry ice blast cleaning
For cleaning oil, wax, dirt on the surface of metal, plastics and fabrics.
Requirements for cleaning the surface of metals and alloys before welding
Cleaning before welding is necessary primarily to obtain a high-quality weld and prevent the appearance of defects. Remove preservatives, dirt, rust and oxide films from the surface of metals. Clean the outside of the connection. The inner side is processed when using through-penetration technology.
There are the following requirements for the width of the cleaning radius of the surface of parts (in both directions from the future seam):
- not less than 5 mm - for welding butt joints using arc, laser, electron beam, contact flash welding with a nominal thickness of parts up to 5 mm;
- not less than the nominal thickness of the part - for welding butt joints using arc, laser, electron beam, contact flash welding with a nominal thickness of parts from 5 to 20 mm;
- not less than 50 mm for making welded joints using electroslag welding;
- not less than 5 mm - for corner, T-type, lap joints and welding of pipes into tube sheets, performed by arc, laser, electron beam welding.
Cleaned metal surfaces should be free of rust, scale, oil and other contaminants. The presence of cracks, delaminations and sunsets is not acceptable. Double-layer steels should not have delamination of the corrosion layer.
First of all, the metal surface is checked visually, and if the metal thickness is more than 36 mm, the area adjacent to the cleaned surfaces should be checked using the ultrasonic method. Ultrasonic testing is carried out over a width of at least 50 mm to detect defects such as cracks, delaminations, etc. Defects with an area of more than 1 square meter are considered unacceptable. m. with the sensitivity of ultrasonic testing D5E. No more than 3 defects are allowed per 1 m of the length of the controlled surface with a distance between them of at least 100 mm.
The cutting surface of the edges must be cleaned of traces of cutting and marking. Parts that will be welded after thermal cutting must be processed to a thickness of 2-3 mm. Pre-cleaning is carried out by mechanical and/or chemical methods, and final cleaning, depending on the metal being welded, the degree of initial and required roughness, is carried out by various physical and chemical methods (etching, exposure to a glow discharge, electropolishing, etc.) and scraping. Immediately before performing welding work, the exterior of the parts to be welded in the joint area (if possible, through the gap in the joint) is cleaned with a low-power source of welding heating, without melting the joint.
Requirements for the roughness of the cleaned surfaces of the contacting edges of parts for arc and plasma welding should be no more than Ra=12.5 µm (Rz=80 µm), for electron beam and laser welding - Rz≤30 µm.
To correctly assess the degree of surface roughness, comparison with certified samples, profilographs, profilometers and other measuring instruments are used.
Purity testing is carried out by direct and indirect methods. The first help to identify contamination on the surface. The microscopic method based on wettability and the method based on potential difference have become widespread. The method using radioactive isotopes has high sensitivity. Indirect methods are used mainly in laboratory conditions and are based on removing the contaminated layer from the surface in special etching mixtures. In production, among indirect methods, only measuring the resistance of washing solutions is used.
How to remove plaque using folk remedies?
The effectiveness of the exposure method is increased by a combination of chemical treatment and mechanical action . Homemade recipes are based on the use of easily available products that may already be in the household. Their main advantage is low cost and availability.
As a rule, the choice in favor of folk recipes is made with minor corrosion. Most often it is not difficult to deal with it.
Coca-Cola
Using Coca-Cola in the household allows you to clean various surfaces. One popular recipe is to use the drink to remove rust.
In order for the orthophosphoric acid in the drink to take effect, you can use a rag soaked in Cola . A rag is soaked generously in the drink and applied to the surface that needs to be cleaned from corrosion.
This recipe is suitable when the rust has not penetrated deep into the metal, since the concentration of phosphoric acid in Coca-Cola is low. The exposure time should be at least several hours, preferably a day.
But if the metal is seriously damaged, this method is ineffective . At the end of exposure, the cola is washed off with water and the surface is wiped dry. When using Cola, it is enough to use only rubber gloves as a means of protection. Read more about using Coca-Cola against rust here.
Acids
Various acids have proven themselves in the fight against rust:
Lemon
One of the easiest recipes to deal with rust is to use citric acid.
To do this, the acid powder is diluted so that a very concentrated solution is obtained, with all grains completely dissolved.
The product can be used in two ways:
- apply generously with a sponge to the affected areas of the metal;
- soak a rag in the solution and apply to the rusted areas.
The last of the presented options is more effective, but even this method will not eliminate serious corrosion.
The duration of action of the composition is at least an hour . After this, the metal should be cleaned with a stiff brush, and the residue should be washed off. Read more about the use of citric acid in the fight against rust here.
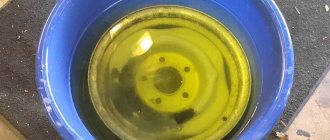
Vinegar
Vinegar also allows you to remove rust during mild corrosion processes. For exposure, undiluted vinegar is used.
If the rusted items are small in size, they can be placed in a container and simply poured . For large metal objects, ensure that the cleaned surface comes into contact with vinegar.
After exposure to acetic acid, the surface is refined by mechanical rubbing and washing off the remaining vinegar.
Before painting directly, the metal must be primed. You can learn more about using vinegar to combat metal corrosion in this article.
Sorrel
Oxalic acid is a drug that is available in powder form . This remedy gives good results, but requires very careful use, as it is poisonous. Use may only be carried out in compliance with all necessary protective measures.
Before using acid, the metal surface should be prepared - washed with soap and dried. The treatment solution is prepared by diluting 6 tsp. acid in 300 ml. water.
How to use:
- Apply the solution generously with a brush.
- Leave for 30-40 minutes.
- Remove loose rust.
- Rinse off any remaining product with water.
Oxalic acid is suitable for advanced cases and large area surface treatment.
Orthophosphoric
Phosphoric acid is a commonly used component of ready-made rust converters.
This substance is highly effective and can be used even in advanced cases.
To prepare metal for painting, an acid concentration of 15-20% is required. Exposure to orthophosphoric acid should not be long - just 5 minutes is enough. After this, you can walk over the surface with a brush.
All work must be carried out in conditions of sufficient ventilation and using protective equipment. Read more about the use of phosphoric acid here.
Cleaning metal surfaces before coating
Cleaning the metal before applying coatings is necessary for a more durable connection of the applied material with the surface of the parts. The coating is prone to destruction if the metal is not first cleaned of rust, scale, grease, oil, dust, dirt, paint, etc.
Before applying anti-corrosion coatings, the metal is prepared using the following methods: manual mechanical, abrasive jet, water jet, hydrodynamic high pressure jet, as well as degreasing with detergents. The service life of the coating depends on the chosen cleaning method.
Approximate coating service life coefficients depending on the cleaning method used:
- unprepared surface - 1;
- manual cleaning with a mechanical tool - 1.5-2.0;
- abrasive blast cleaning - 3.5-4.0.
Removing sticky tapes
Another problem that bodybuilders face is removing adhesive tapes from the surface (those on which moldings and emblems are attached).
If previously they were removed by manual scraping, spending a lot of time and nerves, now they can be removed in a matter of minutes using special rubber circles.
Circle for removing adhesive tapes siarad
It is advisable to work at speeds of 2000-4000. Too high speeds and strong pressing of the sander can lead to overheating of the paintwork.
Cleaning the metal surface before thermal cutting
Before cutting metal, it must also be cleaned. The quality of the cut surface and dimensional accuracy can depend on the cleanliness of the metal surface. Cleaning must be performed without fail. For example, during flame cutting, dense rolling layers of scale and rust stop the cutting. The surface for this type of work is cleaned using mechanical or thermal methods.
When cutting by explosion, the metal is cleaned with a water or water-abrasive jet.
Pre-cleaning is not necessary before ultrasonic cutting.
Recommendations
To ensure that rust treatment on metal is as productive as possible, you must adhere to the following recommendations:
- The corrosion process begins from the most vulnerable areas. Its spread can be prevented by cleaning and creating a protective coating.
- When carrying out rust removal work, personal protective equipment must be used.
- When working with purchased products, rust converters, you must first study the instructions for the selected product and strictly follow them.
- Even expensive rust converters are not able to restore metal if it has very significant damage, for example, through corrosion.
- Preventing rust will help keep your metal products in good condition.
- The most reliable protection of metal is its galvanization. The use of products containing zinc helps prevent corrosion.
Metals that do not contain alloying elements are more susceptible to corrosion.
Preparing metal for welding after thermal cutting
As mentioned above, after thermal cutting of parts, it is necessary to remove a layer of 2-3 mm before using the workpieces for welding. Control of the depth of the removed layer is mandatory. Clean the edges to a metallic shine.
Using gas cutting, you cannot cut edges on metal with a thickness of less than 5-6 mm. Gas and plasma cutting of sheets of small thickness and greater length causes warping of the part. Therefore, for such cases, edge cutting can be done using scissor cutting followed by processing.
Preparation of the edges of sheet structures can be carried out using a portable edge processing tool.
Cleaning welds
Welding areas must be treated so that:
- remove scale, since no paint and varnish material has adhesion to it;
- minimize further putty work.
Many materials already described today are suitable for cleaning weld seams: siamet and siatop fiber discs, spiraband rollers, siaflap flap discs, as well as siafix discs.
In this case, the area to be treated is most often small, so small siafix discs (diameters 50 and 75 mm) will be the most convenient.
siafix cleaning discs and seam processing with them
When processing welds, special attention should be paid to the force applied to the grinder, because if the metal is burned out, it will become scaled again.
Prevent welding spatter from pouring onto the surface
Some technological processes, in particular, such as manual arc welding with coated electrodes and mechanized gas shielded welding, are accompanied by intense metal spattering. Some of the spatter adheres to the metal surface, which requires additional cleaning after welding. To prevent splashes from sticking to the metal surface, special chemicals are applied to it. Such products are produced in the form of aerosols and pastes based on vegetable or vacuum oil.
Removing anti-gravel
Anti-gravel coatings are a problem for many repairmen, since most grinding materials quickly become clogged with particles of this coating. However, there are still materials that will help remove anti-gravel - special cleaning discs based on bulk polymer fibers. The Sia company calls them siastrip and has a grade of K040. From 3M these are Clean & Strip discs.
The rough structure of such discs allows you to quickly remove old anti-gravel coatings, while they hardly clog and do not heat up much. In terms of efficiency and wear resistance, such circles are superior even to metal brushes, and their size and shape make it possible to work in the most inconvenient places.
Wiping wheel based on bulk polymer fibers siastrip
The operating speed of siastrip discs should not exceed 6000 rpm. Optimally - 3500. Work should be carried out with the end part of the circle.
These circles also have a variety - sia-powerstrip circles. The working material is applied to these discs in a circumferential manner, which allows you to work faster and over larger areas. Recommended work speed is 6000 rpm.
Synthetic fiber cleaning wheel sia-powerstrip