Уважаемые покупатели, в этой статье мы расскажем вам про сварку алюминия с помощью аппаратов полуавтоматической сварки. Этот вид сварки набирает невероятную популярность в России, в связи с тем, что на сварочном рынке стали появляться очень качественные инверторные аппараты полуавтоматической сварки. Если раньше люди прибегали к аргонодуговой сварке, то сейчас, для больших объемов все чаще используют полуавтоматы. Сварка TIG – это сварка профессионалов, нужен опыт, мастерство, постоянная практика. А вот полуавтоматом варить гораздо проще. Люди, приходящие к нам в офис, и пробующие варить алюминий, удивляются, как легко и быстро у них получается делать прочные швы.
В этом обзоре мы дадим некоторые советы начинающим сварщикам, которые сделают сварку алюминия еще проще.
Алюминий — пожалуй самый капризный металл
Алюминий это не сталь, если вы умеете варить сталь, то сразу должны понять, что алюминий – это легкосплавный металл. Он требует прогрева вначале сварки, задержитесь на несколько секунд в начале сварки на одном месте, создайте ванну, позвольте металлу прогреться. Продолжайте вести горелку, алюминий очень быстро нагревается, если вы будете долго стоять на одном месте, то скорей всего произойдет проплавление металла. Все нужно делать оперативно. Вы быстро поймете это и подберете нужную скорость.
Как заварить силумин в домашних условиях? Доступные способы сварки и пайки
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Сварка плавящимся электродом
Второй способ соединения деталей при помощи плавящего электрода. Подготовка деталей осуществляется по такому же принципу, что и в предыдущем способе.
В этом случае используют электроды, покрытые щелочной оболочкой, с силуминовой сердцевиной. Качество такой сварки значительно ниже, чем аргоном.
Процесс происходит так:
- Свариваемую зону прогревают горелкой или паяльной лампой до температуры 250-300 градусов.
- Электроды тоже подвергаются нагреванию до температуры 150 градусов.
- Во время сваривания деталей на шве от электрода появляется шлак, его необходимо полностью счищать.
Смотрите видео, соединение алюминия электродом:
Чем спаять?
Пайку силумина можно произвести газовой горелкой или паяльником с мощным жалом. Запаивают детали, предварительно очистив и обезжирив поверхность.
Для разрушения оксидной пленки используют флюс Castolin 190 Flux и другие.
Применяемые припои:
Смотрите видео по теме, припой HTS-2000 пайка алюминия без флюса:
На этом видео, показан крутой способ пайки алюминия паяльником:
Наименее эффективный способ сваривания деталей происходит с помощью холодной сварки. Окончательный результат такого способа зависит от качества обработки поверхности склейки.
Можно ли заварить холодной сваркой крупные трещины? Нет, такой способ применяется только для микротрещин в деталях.
-тест, сравнение холодной сварки по алюминию:
Какой ролик выбрать для подачи проволоки?
В подающем механизме вашего аппарата есть ролик, по которому идет проволока. Так вот, для алюминия нужно использовать специальный ролик. Он так и называется – ролик для алюминия. В отличии от ролика для стальной проволоки, имеющего V образную канавку, ролик для алюминиевой проволоки имеет U образную канавку. Это нужно для того, чтобы проволока во время движения не царапалась, а скользила по ролику. Если проволока будет царапаться, у вас могут возникнуть некоторые трудности при сварке.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Какой токопроводящий наконечник выбрать для сварки алюминия?
В принципе подойдет любой медный наконечник, но желательно если он будет сделан по технологии протяжки, а не сверления. Все это для того, чтобы проволока не царапалась. В нашем интернет-магазине мы продаем наконечники фирмы Innotec, произведенные по заказу группы компаний Сварог. Они отличные и никаких нареканий мы никогда не получали от наших клиентов.
Также хотим обратить особое внимание на диаметр наконечника. Алюминиевая проволока очень быстро нагревается и расширяется. Если вы установили проволоку диаметром 0.8 мм, установите в горелку наконечник 1.0 мм. На 1 размер больше чем проволока. Тогда проволока не будет залипать в наконечники, скручиваться, тормозить, а будет легко выходить из него и подаваться на свариваемый металл.
Можно ли варить силумин аргоном
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.
Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
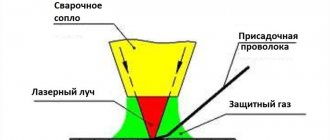
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Итоги
Вот пожалуй основные моменты при работе с алюминием. Если вы еще не определились с выбором аппарата, мы можем основываясь на нашем многолетнем опыте порекомендовать вам две модели. Наш интернет-магазин продал сотни таких аппаратов и считает, что на данный момент это лучшее соотношение цены и качества. Triton и Сварог – это лидеры на рынке сварочного оборудования. Разработки созданные этими заводами (TOP WELD и JASIC) позволяют сварщикам без особых трудностей добиваться желаемого результата.
Если вы хотите протестировать оборудование, звоните к нам офис и мы устроим вам демонстрацию на сварочном стенде.
164 300 ₽
Производитель: Triton
Особые свойства
Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Оксидный слой образуется в виде пленки и на поверхности расплава, поэтому сварочную ванну нужно защищать от контакта с воздухом.
Еще одна особенность алюминия — его высокая теплопроводность. Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.
Основные требования
Для сварки силумина используют электроды типа А1Ф, либо А1 покрытие которых содержит литий. Поскольку такие электроды гигроскопичны, до начала работы их рекомендуется просушить не менее 2-х часов при температуре 150-180oС.
Флюсы для газовой сварки деталей из силумина, не важно углекислота это или инертный газ, должны обеспечивать растворение оксида, и выдерживать температуру не менее 600 градусов.
Не зависимо от применяемого метода сварки до начала работы, место шва на ширину до 10 мм в обе стороны обезжиривают ацетоном, бензином, уайт-спиритом и т.п.
Для удаления пленки оксидов, мешающей заваривать металл, выполняют травление поверхности детали, а также присадочной проволоки (прутков). Для этого используют водный раствор едкого натра и фторида натрия. По окончанию обработки поверхность обрабатывают азотной кислотой, промывают в проточной воде. Аналогичными способами подготавливают присадочный материал.
Заменить травление можно очисткой сварной зоны стальной щеткой, либо (что лучше) пескоструйной обработкой.
Независимо от способа очистки, выполняют ее не более чем за 2-2,5 часа до начала сварки.
Пошаговое руководство
В домашних условиях соблюдайте алгоритм действий:
- Подберите наконечник, который будет больше проволоки на несколько миллиметров. Материал расширяется при нагревании, поэтому мастер должен учитывать изменение объемов. С помощью шлифовальной машины либо щетки из металла зачистите заготовку до блеска. Наденьте специальную одежду, закройте лицо маской. Нужно защитить дыхательные органы, поскольку легирующие добавки могут оказаться токсичными.
- Оградите рабочее пространство от ветра. Сквозняк будет сдувать аргоновое облако.
- Выберите подходящий режим для полуавтоматической сварки алюминия. Разрешается применить настроечные таблицы.
- За 5-10 секунд до розжига дуги начинайте подавать аргон. В процессе должно возникнуть защитное газовое облако. Разожгите дугу. При этом зазор между насадкой и ванной расплава должен составить 1-1,5 см.
- В процессе регулируйте скорость подачи. Не устанавливайте максимальную на начальных этапах работы. Следите, чтобы алюминий хорошо проварился.
- Ровно ведите дугу, чтобы наплавочный валик формировался равномерно.
- Когда работа будет завершена, не отключайте ток сразу. Сначала отведите в сторону дугу. Защитный газ подавайте еще 10-20 секунд. За это время поверхность шва остынет. Если подача будет прекращена раньше, материал может вступить в реакцию с кислородом.
Достоинства и недостатки аргонодуговой
Аргонодуговая сварка единственный на сегодня метод получить стык деталей из силумина, не уступающий прочностью основному металлу.
К другим ее преимуществам относят:
- скорость;
- возможность регулировки и подстройки под любой тип сплава;
- надежность и простота предотвращения образования оксида алюминия.
Серьезных минусов два:
- цена аппаратов с помощью которых получается успешная сварка силумина начинается от 40-45 тыс. руб.;
- высокие квалификационные требования к сварщику.
Кроме того, сам процесс недешев, поэтому использовать его имеет смысл для ремонта уникальных изделий.
Задачи сварщика при работе
Сварщику придется решать одновременно ряд задач:
- пробить оксидный слой импульсным разрядом;
- поддерживать протяженность электродуги в пределах 12-15мм;
- учитывать высокую степень расширения алюминия при нагреве.
Чтобы при остывании и усадке заготовки не деформировались и не появлялись дефекты, начинать шов надо сильным током, разрушающем оксидный слой, а завершать – плавно снижаемым, не допуская больших температурных перепадов.