choose tungsten electrodes
How to choose tungsten electrodes for argon arc welding (TIG)
The modern world is developing very dynamically. This applies to many areas of life, including the field of welding. If a few years ago argon arc welding with a non-consumable tungsten electrode was the domain of specialists with a narrow profile and the highest qualifications, now almost everyone who makes a living from welding, or simply often uses welding, can afford it. Nowadays, many welders already know that it is possible to achieve the highest quality seams and at the same time obtain an aesthetically beautiful product by using TIG welding. It is inferior to mechanical semi-automatic welding (MIG) in speed, but is significantly superior in quality and reliability. It also covers all areas of welding use (all technically complex types of work, including aluminum welding, will be better performed when using argon arc welding).
When mastering argon arc welding, you usually spend a lot of time choosing a welding machine. But which element is equally important? What will determine the quality of the weld seam? The correct answer is tungsten electrode! We can say that argon arc welding directly depends on all components: the skill of the welder, the level of the machine, the correct selection of a non-consumable electrode and filler material.
How to choose tungsten electrodes?
Currently, there are several main types of non-consumable tungsten electrodes, between which a beginning argon specialist will have to choose.
European markings are as follows: electrodes WC-20, WL-15, WL-20, WP, WT-20, WZ-8, WY-20.
Domestic electrodes are also analogues of the main European brands, but they have their own specifics: the electrodes have a measured length of up to 1 m. Tungsten is quite fragile, so short electrodes of about 200 mm are also found in the batch of goods. This is allowed according to GOST. Domestic products are sold in kilograms. And European-style electrodes (now mass-produced in China) usually have a length of 175 mm and are sold individually (or in packages of 10 pieces), which makes them the most popular on the market.
You can start practicing argon arc welding with universal electrodes.
They are capable of operating on both direct and alternating current and can reliably weld most common metals and alloys.
Universal tungsten electrodes
include
WC-20, W L - 15
and
W L - 20.
The classic type of electrodes is for
DC welding
.
This includes WT-20
and
WY-20.
The first ones have been widely known since Soviet times, but have an important feature, which is always mentioned in their description.
The latter are their safe analogues. The third type includes electrodes for welding with alternating current, W P, W Z-8.
WC-20
Tungsten electrodes
WC-20
(in addition to pure tungsten, it contains 2% cerium oxide) belong to the group of universal ones, as they are suitable for welding with
direct (straight polarity) and alternating current
, as well as for various metals: stainless steels, molybdenum, tantalum , copper, nickel, titanium, as well as their alloys. Among the distinctive features of this type of electrodes are complete safety for human health, resistance to increased values of welding current, and balanced consumption of the electrode during the welding process.
It should be remembered that the closer the welding current value is to the maximum when working with a WC-20 electrode, the more cerium oxide is concentrated at the junction with the welding arc, and this can affect the quality of the weld.
It is read that
WC-20 are excellent for welding pipeline root seams, orbital welding, and welding of thin-sheet steel products.
Understanding the characteristics of tungsten electrodes
Tungsten electrodes are refractory rods, with the help of which an electric arc is formed, which is necessary to melt the edges of the parts being joined and the filler material during the welding process. Such electrodes are used primarily for welding in a protective argon environment. They are used to weld various structures, including tubular ones. Tungsten was not chosen for this by chance, because it is the most refractory metal of all those found in nature.
Requirements for markings applied to tungsten rods during their production are specified in international standards, which makes it possible to classify these products as a certain type, no matter in which country in the world they were produced. According to these requirements, the marking of the electrode must reflect not only its type, but also its chemical composition.
Tungsten electrodes can be identified by the first letter “W” (tungsten) included in their designation. Most of these rods contain a small amount of alloying additives. The latter improve the technical characteristics of the product and increase its service life. The type of alloying element contained in the tungsten electrode is indicated by the second letter in the marking.
In the designation of tungsten rods you can find the following letters, which indicate certain alloying additives.
C (cerium oxide)
Tungsten electrodes containing this alloying additive are universal products; they are used for welding with any type of current and support stable arc burning even at low current values.
Diagram of an argon welding process using
Z (zirconium oxide)
Tungsten electrodes containing cerium oxide are used for welding carried out with alternating current. When using them, you must be very careful to ensure that the weld pool is not exposed to even minimal contamination. The arc created with the help of such rods is characterized by stability and high power. Compared to other types of products, tungsten electrodes with zirconium oxide can withstand significant current loads.
L (lanthanum oxide)
Products containing this alloying additive ensure easy ignition of the welding arc and its high stability, as well as rapid re-ignition. When using such rods, the risk of burning through the parts being connected is reduced, and the operating current is significantly increased. These electrodes are durable; they pollute the weld pool less when compared with products made from pure tungsten.
Welding modes of aluminum alloys (alternating current)
T (thorium oxide)
Tungsten electrodes containing thorium oxide are very popular, as they have many advantages. Most often, such products are used to connect stainless steel workpieces produced using direct current. Meanwhile, these tungsten electrodes also have a number of disadvantages. When using them for welding in enclosed spaces and when sharpening, the workplace should be equipped with exhaust ventilation, since thorium is a radioactive metal, the vapors and dust of which can have a negative impact on human health. In addition, when welding with such electrodes, carried out on alternating current, the arc can jump over protruding surfaces, which leads to a deterioration in the quality of the joint being formed.
Y (yttrium)
Products of this type are considered the most stable of all tungsten electrodes, which is why they are used for welding especially critical structures. Welding with their use is carried out using direct current.
P (pure tungsten)
This letter, present in the marking, indicates that the product is made of 99.5% tungsten. Tungsten electrodes, which do not contain alloying additives, ensure arc stability when welding carried out using alternating current. These are the rods that are used when welding aluminum parts in an argon environment.
In order for a specialist to obtain more complete information about tungsten electrodes, their markings also contain digital designations.
The first numbers after the letters indicate the exact content of the alloying additive as a percentage. Thus, the number 20 means that the electrode material contains 2.0% of the corresponding additive, the number 15 means 1.5%, etc. The second numbers in the rod designation, separated from the first by a hyphen, indicate the length of the product, expressed in millimeters.
The most common length is 175 mm, but electrodes are also available in lengths of 50, 75 and 150 mm. Parts with different geometric parameters are welded with tungsten electrodes of different sections, the value of which can be 1; 1.6; 2; 2.4; 3; 3.2; 4; 4.8; 5.6; 6.4 mm.
Table for choosing the diameter of a tungsten electrode for welding in argon, taking into account the strength and type of current
For example, let's decipher the marking of the WL 10-75 electrode. In addition to tungsten, it contains 1.0% lanthanum oxide. The length of this product, according to its designation, is 175 mm.
In order to be able to determine at first glance what type of tungsten electrode it is and what it can be used for, the ends of products of different brands are painted in different colors. Such marks can be applied in one of the following colors:
- green – products made of pure tungsten, designated by the letters WP;
- gray – WC 20 electrodes containing 2% cerium oxide;
- gold – products of the WL 15 brand, their composition is supplemented with 1.5% lanthanum oxide;
- black – WL 10 rods, which contain 1% lanthanum oxide;
- blue – WL 20, such electrodes contain 2% lanthanum oxide;
- white – WZ 8 electrodes, the composition of which is enriched with 0.8% zirconium oxide;
- yellow – WT 10 electrodes containing 1% thorium oxide;
- red – WT 20 rods, which contain 2% thorium oxide;
- purple – WT 30 electrodes containing 3% thorium oxide;
- orange – WT 40 brand products containing 4% thorium oxide;
- dark blue – tungsten electrodes WY 20, which contain 2% yttrium.
Color coding of tungsten electrodes
WL-15
Tungsten electrodes
W L - 15
(in addition to pure tungsten, it contains 1.5% lanthanum oxide) belong to the group of universal ones, as they are suitable for welding with
direct (straight polarity) and alternating current
, as well as for various metals: all types of steels , copper, bronze, aluminum and its alloys. Among the distinctive features of this type of electrodes are complete safety for human health, high wear resistance, absence of burns, increased duration of maintaining the sharpness of the electrode (ahead of even WL-20), and easy ignition of the arc.
Electrodes
the W L - 15 brand are excellent for welding any products from all types of steel .
They are good for beginners in argon arc welding, as they can smooth out incorrect machine settings during operation (their versatility, safety and stability play a role). If you sharpen the WL-15 electrode correctly, it will also cope with welding aluminum, magnesium, and their alloys.
Welding calculator for TIG welding
We remind you that we have developed a specialized TIG welding calculator that will be useful to dealers and welders who are just learning the basics of argon arc welding. The calculator will “give” recommendations for welding work with aluminum, steel and stainless steel, possibly with the choice of torches and components. The choice of thickness of the welded metal is from 1 to 12 mm. Also, the calculator will tell you which areas need to be welded, depending on the type of connection.
Follow the link and use the TIG calculator.
WL-20
Tungsten electrodes
W L - 20
(in addition to pure tungsten, it contains 2.0% lanthanum oxide) belong to the group of universal ones, as they are suitable for welding with
direct (straight polarity) and alternating current
, as well as for various metals: all types of steels , copper, bronze, aluminum and its alloys. Among the distinctive features of this type of electrodes are complete safety for human health, high wear resistance, no burns, increased retention of electrode sharpening (second only to WL-15), easy arc ignition, stable operation at low currents (ahead of WL-15).
Electrodes
the W L - 20 brand are excellent for welding any products from all types of steel .
They are good for beginners in argon arc welding, as they can smooth out incorrect machine settings during operation (their versatility, safety and stability play a role). If you sharpen the WL-20 electrode correctly, it will also cope with welding aluminum, magnesium, and their alloys.
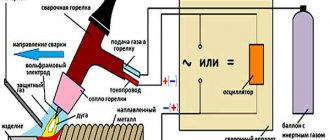
Working principle of argon arc welding
In international designation, the argon arc method has the abbreviation TIG. It is actively used in production and workshops. It is used to connect cracked car parts (crankcase pans, engine cooling blocks), assemble containers for the food and chemical industries, make stainless heated towel rails, manifolds, liquid filters, etc. In a garage, such a device can successfully perform body repairs or produce small parts. products.
The operating principle of argon welding is to join metals with an electric arc in an inert gas environment. The process requires a current source that lowers the voltage and increases the amperage. The current is supplied to a torch equipped with a tungsten electrode. It is non-consumable, so it is easier for the welder to control the length of the arc, which should be 2-5 mm. The ground cable is connected to the product.
Touching the tip of a tungsten needle to the part initiates an electric arc. For thin seams, transverse vibrations are not required - the electrode is moved evenly, from right to left along the seam line, the joint surface is smooth as a mirror. If there is a gap between the parts or it is necessary to expand the boundaries of the seam, then when moving the torch, the welder makes slight oscillations on the sides, stretching the weld pool. This promotes the formation of small scales.
Tig welding process.
The arc temperature ranges from 2000 to 5000 degrees, depending on the current strength. This allows the edges of the metal to be melted and joined with a thin seam. To strengthen the structure, filler wire is used, fed with the welder’s second hand into the weld pool. Thus, you can increase the height of the bead, give the seam a scaly appearance, and even perform metal surfacing for subsequent mechanical processing (turning on a lathe, grinding).
To protect the weld pool from the external environment, the inert gas argon is used. It is supplied from the cylinder to the burner and displaces normal air. This eliminates the formation of pores in the seam structure. The connection is tight and durable. At the same time, the shielding gas cools the tungsten electrode and ceramic nozzle so that they do not overheat. At the final stage, when the arc is extinguished, argon helps to solidify the seam.
Scheme of the argon arc welding process.
Pros and cons of the TIG method
The TIG method has clear advantages over other welding methods, but working with an argon welding machine also has several disadvantages that you need to be prepared for when choosing this welding method.
Pros of the TIG method
- local heating eliminates serious deformation of the product;
- a thin tungsten needle allows you to create narrow, neat seams;
- You can weld with or without an additive, affecting the height of the bead;
- the connection is obtained without a slag crust on top;
- in most cases no follow-up is required
- mechanical processing; can weld stainless steels and non-ferrous metals;
- the seams are sealed and can withstand high pressure;
- there are no metal splashes sticking to the surface.
Disadvantages of the TIG method
- connection speed is inferior to MIG;
- the burner cap interferes with work in hard-to-reach places;
- the ceramic nozzle slightly limits the visibility of the weld pool;
- the quality of the seam depends on the user’s skills (you won’t be able to immediately take it and cook it like a semi-automatic machine);
- it is necessary to constantly feed the additive with the second hand and control its length (when welding, the length of the wire quickly shortens, and long pieces are inconvenient to hold in your hands,
- because they are “walking”);
- tungsten electrodes are more expensive than coated ones;
- additional costs for argon;
- It is impossible to qualitatively weld parts outdoors in strong winds (argon is blown away and the weld pool remains unprotected).
WT-20
Tungsten electrodes
W T - 20
(the composition, in addition to pure tungsten, includes 2.0% thorium oxide) are most widespread in Russia, as for decades they have shown high efficiency, stability and relative versatility.
These electrodes are suitable for welding all types of steel, as well as tantalum, molybdenum and many other materials with direct current .
Technically they are capable of operating on alternating current, but are not designed for this.
They have easy arc ignition and relative durability. But a significant disadvantage of WT-20
at the moment reduces their consumption - thorium is
a radioactive
chemical element.
Dust from an electrode during sharpening, inhaled into a person's lungs, can have a significant impact on his health. Poorly ventilated areas intended for working with WT-20 and the long-term nature of the work themselves are also dangerous. All of the above does not mean that you should immediately abandon thorium tungsten electrodes, but it is advisable to strictly observe safety precautions
when working with them.
Manual and automated work
To achieve a positive result, you should responsibly choose electrodes for argon arc welding. Standard electrodes are used, both undergoing melting and remaining in a solid state. Non-consumable products are made from tungsten, a metal known for its refractoriness.
A tungsten non-consumable rod, under the influence of a pulse, initiates ignition of the arc and ensures its stability. Ignition is stimulated by a high-frequency high-voltage pulse from the oscillator.
As a result, the inert medium is ionized, and after turning on the welding current, the arc ignites. When argon arc welding with alternating current, the oscillator after ignition performs the function of a stabilizer. At the moment of polarity changes, it sends impulses to maintain a stable arc.
The non-consumable electrode does not take part in the formation of the seam. If necessary, filler wires are used for this.
There are the following main types of welding in argon:
- completely manual technology (abbreviated TIG);
- process with automatic supply of consumables (abbreviated as MIG, in German WIG).
Domestic manufacturers use GOST to designate electrode products. In international practice, English abbreviations are used.
WY-20
Tungsten electrodes
WY-20
(in addition to pure tungsten, it contains 2% yttrium oxide) belong to the same group as WT-20, as they are designed for
DC .
But unlike thorium electrodes, yttrium electrodes
are safe for human health
.
They are considered the most resistant
to high welding currents among tungsten electrodes.
Do not contaminate the welding seam. Based on the totality of positive aspects, these electrodes are used when welding particularly critical structures.
Sharpening electrodes requires skill, as, according to reviews, problems arise with it.
Recommendations for selecting electrode diameter and welding current
The quality of the weld directly depends on the correctly selected diameter of the welding electrode and the set current. Therefore, we have prepared special recommendations for you that will help you achieve the highest quality results in the welding process.
| Electrode diameter, mm | Recommended current for welding in argon (AC), A | Recommended current for welding in helium (AC), A | Recommended current for welding in argon (DC), A | Recommended current when welding in helium (DC), A |
| 1,0 | up to 60 | up to 50 | up to 70 | up to 50 |
| 1,6 | 60–120 | 50–110 | 70–120 | 50–100 |
| 2,0 | 70–130 | 60–120 | 90–150 | 70–130 |
| 2,4 | 100–180 | 90–160 | 110–180 | 90–150 |
| 3,0 | 140–230 | 120–200 | 150–220 | 120–200 |
| 3,2 | 160–250 | 150–220 | 180–270 | 160–250 |
| 4,0 | 200–320 | 180–300 | 200–350 | 180–320 |
W.P.
Tungsten electrodes
WP
(contains at least 99.5% pure tungsten)
magnesium and their alloys using alternating current.
They have low resistance to welding current (its thermal effects) and durability.
Because of this, the electrode is sharpened in the form of a ball (rounding). Despite significant disadvantages, WP-20 electrodes have an important advantage: they do not introduce any additives into the composition of the weld, since they consist of pure tungsten, for which they are very much appreciated in work where high demands are placed on the chemical composition of the seam.
Consumable electrode
In addition to the widely used TIG technology, the method of welding in an argon environment with a consumable electrode is also used. This eliminates the need to manually feed filler material into the welding zone. For this purpose, special welding equipment is used - a semi-automatic machine.
The filler material in the form of wire is continuously fed by a special mechanism into the welding zone. The wire from the reel passes through the feed rollers and then through the sleeve into the torch. Both the shielding gas and the electrical cable pass through the same hose. The welder does not have to monitor the synchronization of the movement of the torch and the filler material rod, but can completely concentrate on the accuracy of the weld pattern.
This technology does not require such high qualifications and experience from the welder as TIG technology. The productivity of a semi-automatic machine is also much higher, since there is no need to take breaks to replace the filler rod. The wire on the spool is enough for the longest seam.